
李再久, 金青林 , 杨天武, 周荣, 蒋业华
, 杨天武, 周荣, 蒋业华
昆明理工大学材料科学与工程学院, 昆明 650093
LI Zaijiu, JIN Qinglin, YANG Tianwu, ZHOU Rong, JIANG Yehua
中图分类号: TG146
通讯作者:
收稿日期: 2013-09-23
修回日期: 2013-09-23
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
作者简介: 李再久, 男, 1984年生, 博士生
展开
摘要
通过对金属-氢共晶定向凝固过程的热力学分析, 建立了一个用来描述Gasar工艺中工艺参数对气孔直径及气孔间距影响的理论模型, 并用该模型与相关实验数据进行比较. 结果表明, 理论计算结果与实验结果吻合较好. Gasar多孔Cu试样的气孔直径及气孔间距l随下拉速率v的增加而不断降低; l和v的关系为: vl2=B (B是与熔体温度和H2压力有关的常数). 低下拉速率下, 气孔结构与模型假设理想结构的偏离, 以及固/液界面附近的熔体对流, 是造成理论计算值与实验值存在一定偏差的主要原因.
关键词:
Abstract
With the thermodynamic analysis on directional solidification of metal-hydrogen eutectic, a theoretical model was developed to predict the effect of the Gasar processing parameters on the pore diameter and inter-pore spacing. The model was applied for the Gasar porous Cu fabricated by continuous casting process. The average pore diameter and inter-pore spacing decrease as increasing withdrawal rate. The theoretical relationship between the inter-pore spacing l and the withdrawal rate v can be described by a simple equation vl2=B, where B is a constant depending on the melt temperature and hydrogen gas pressure. The model can predict the overall tendency of the experimental results. The deviation between the calculated and experimental values in the case of lower withdrawal rate is considered to be associated with the difference between the real pore structure and ideal pore structure, and the melt convection in the vicinity of solid/liquid interface.
Keywords:
金属-氢共晶定向凝固, 也被称为Gasar, 是近十年来兴起的制备多孔材料的新工艺[
气孔的大小、数目、形状和分布特征等直接影响多孔材料的力学、热学、声学、能量吸收和过流能力等性能[
在一定的压力p下, 典型的金属-氢共晶相图如图1所示. 与传统二元共晶相图相比, 金属-氢平衡相图也由3个相构成: 溶解有H的液相和固相, 以及由金属蒸汽和H2组成的气相. 图中, LE表征H2在金属液相中的溶解度XL随温度T变化的曲线; SE'表征H2在金属固相中的溶解度XS随T变化的曲线. XL和XS可根据Sievert定律[
式中, k1和k2是与温度T有关的常数. xE和xS分别是在共晶温度TE处, H在金属液相和固相中的溶解度, 也即xE=XL(TE), xS=XS(TE).
张华伟[
金属-氢共晶与传统金属-金属共晶的区别在于, 后者凝固形成规则共晶结构的两相一般需要拥有比较接近的热化学性质, 而前者共晶相(金属固相和H)间的热化学性质差异较大. 这种共晶相间热化学性质的差异除体现在图1所示的金属-氢共晶相图上, 还体现在金属液相的Gibbs自由能曲线上, 后者主要表现为自由能曲线极不对称, 极小值偏向金属一端, 而极大值偏向H一端, 如图2所示. 图中, GL表示含H金属液相的自由能;
GL-x曲线上的极小值点表征金属液相、金属固相和气相的3相共存点, 也即图1上的共晶点E. 在共晶温度TE下, 在极小值点处做GL-x曲线的切线ab, 端点a和b分别代表固相中金属的化学势
相应地, 由系统自由能总变化ΔGtot所要求过冷度ΔTtot也由以下3个部分组成: 满足液-固相变所需的过冷度ΔTsol; 满足形成固-气界面所需的过冷度ΔTint; 满足H原子扩散所需的过冷度ΔTdiff. 从而有:
1.2.1 ΔGsol 根据凝固理论, 熔体的凝固(液-固相变)必须在一定的过冷度下进行. 金属由液相到固相的转变将导致系统自由能下降, 且其数值为[
式中, L为凝固潜热, Tm为熔点. 根据凝固理论, 该部分自由能的下降是液-固相变的驱动力.
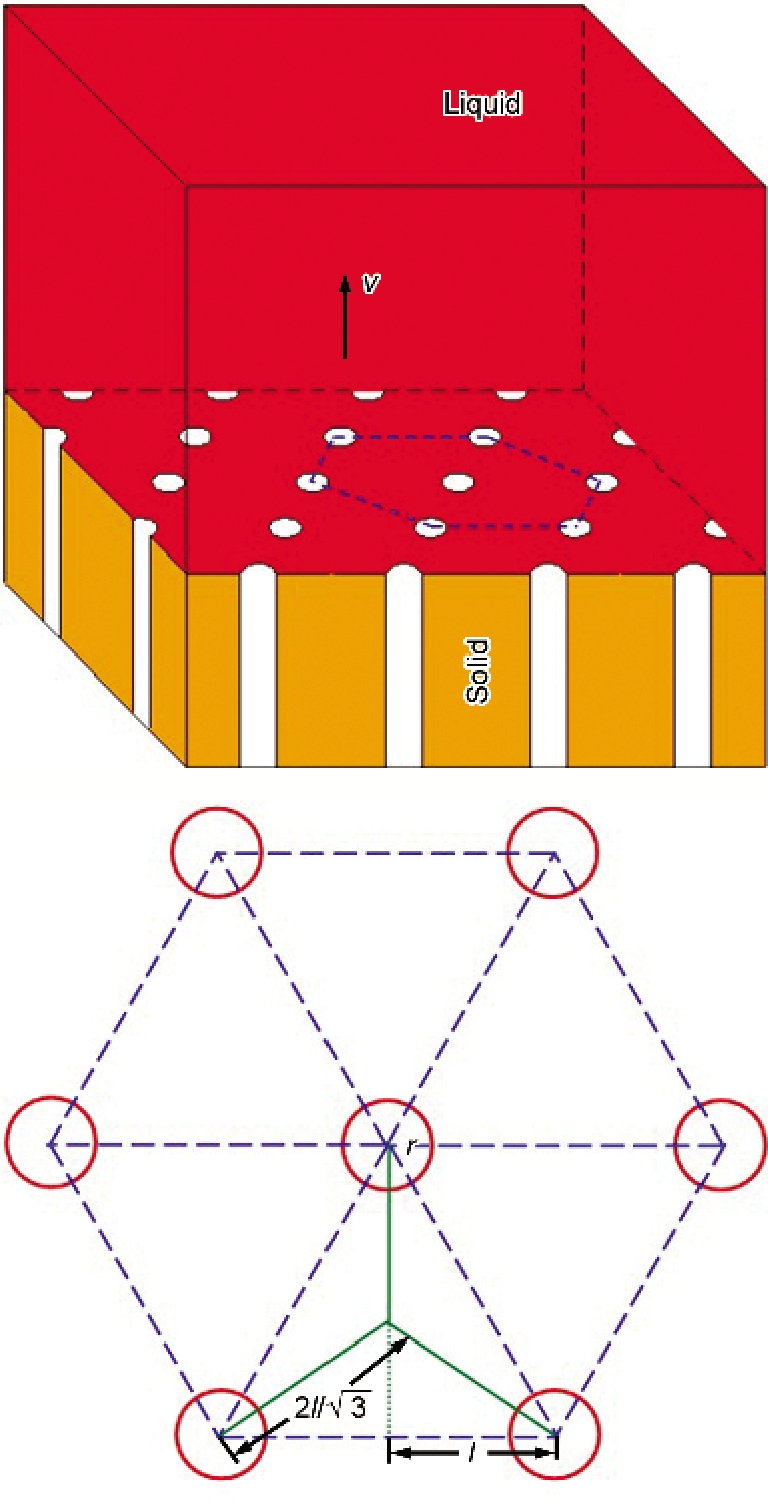
1.2.2 ΔGdiff 为简化分析, 建立了如图3所示的金属-氢共晶定向凝固中气孔结构的几何模型(2r为气孔直径, 2l为气孔间距). 为保证气孔间距的一致性, 模型假设气孔呈正六边形均匀分布, 且固/液界面以平界面的模式向前推进的速率(凝固速率)v恒定. 此外, 由于固/液界面前沿溶质H的扩散方向与界面横向上H的浓度和化学势梯度有关, 模型假设H化学势最大的位置为3个气孔所构成的正三角形的正中央, 根据几何关系, 很容易求出H的扩散距离为
图4展示了1 mol金属-氢系统中, ΔTdiff与其对应的自由能曲线间的关系. 图中, 液相线AE外推后与线T=TE-ΔTdiff相交于点A' (成分x=I), 对应自由能曲线上的点①, 在点①处做液相自由能曲线GL的切线, 与线xH=0和xH=1分别交于点a'与点c, 分别代表成分为x=I的液相中, 金属的化学势
图4 过冷度ΔTdiff下1 mol金属-氢系统的相图及其对应的自由能-成分曲线
Fig.4 Schematic of the phase diagram for a 1 mole system of metal-hydrogen (a) and the corresponding free energy-composition curve at the undercooled temperature of TE- DTdiff (b) (
沿凝固界面, H的化学势梯度大约可认为是
式中, R为气体常数, J/(mol·K).
如前所述, 由于金属-氢系统中液相的自由能-成分曲线的极小值偏向金属一端, 因此可以认为ΔGdiff近似等于切线ac与切线bd交点e到线ab间的距离ef, 如图4b所示, 根据三角形abc上的几何关系, 有:
而在凝固界面上溶质H的通量J1为:
式中, M为液态金属的密度. 当凝固界面以一个恒定的速度v向前生长时, 溶质H的通量J2为:
式中,
联立式(7)~(11), 有:
1.2.3 ΔGint 假设在1 mol的金属-氢系统中, 有xE mol的H, 那么气泡中H的总量
式中, k为溶质分配系数, 有k=xS/xE. 固-气界面的总面积A为:
式中, N表示1 mol已凝固的金属-氢系统中的总气泡数, r为气泡半径.
则ΔGint为:
式中, σs/g表示固-气界面张力.
联立式(13)~(15), 以及式(9)可得:
基于理想气体状态方程, 可很容易的推导出ε为[
把式(5), (12)以及(16)代入式(3)可得:
从式(18)中可以看出, 等号右边的第一项ΔGsol与气孔结构参数2l无关, 第二项ΔGdiff与2l呈线性关系, 而第三项ΔGint与2l为呈反比例关系. 由于在Gasar凝固中, 最佳的气孔结构分布对应最低的自由能, 也即对式(18)进行求导, 并令d(ΔGtot)/d(2l)=0, 从而可推导出:
在给定的外加H2压力和熔体温度下, 参数ε, DH, ppore以及εs/g均为常数, 因此, 式(19)可改写为:
式中, B表示与外加气体压力及熔体温度相关的常数. 值的注意的是, 式(20)与经典共晶生长理论中用来描述层片间距l和凝固速度v的关系式l=B·v-n极为相似, 不同在于式(20)不只决定于熔体温度T, 还与气体压力p有关.
实验在课题组自行开发研制的Gasar连铸装置中进行, 见图5. 首先将称量好的高纯Cu (99.99%)放入熔炼坩埚, 抽真空至1 Pa后缓慢加热至金属熔化, 关闭真空系统, 充入高纯H2至给定压力(0.6及1.0 MPa)后在1523 K保温10 min以保证H2充分溶解, 开启下拉系统, Cu液流出并在结晶器内凝固, 在牵引杆的带动下逐渐拉制出Gasar多孔Cu连铸试样, 下拉速率分别设定为5, 10, 15和20 mm/min, 待连铸坩埚中的Cu液拉完后, 关闭装置电源, 待温度降至343 K后泄压取样. 连铸试样为直径15 mm的圆杆, 长度由气孔率和原料重量决定. 多孔Cu连铸试样的气孔率根据Archimedes原理测得, 平均气孔直径由Image J图像分析软件获得.
Gasar连铸工艺的优点在于界面推移速度(凝固速度) v完全由下拉速度决定, 而且整个凝固过程中凝固速度均可保持恒定不变, 整个凝固过程可以在近似稳态下进行[
表1 Cu-H2 系计算参数
| Parameter | Value | Unit | Ref. |
|---|---|---|---|
| XL | Mole fraction | [21] | |
| XS | Mole fraction | [21] | |
| ML | 132200 | mol/ m3 | [22] |
| Tm | 1356 | K | [22] |
| ph | 0.009408 | MPa | [16] |
| pC | 0.004720 | MPa | [13] |
| DH | m2/ s | [23] | |
| R | 8.314 | J/(mol·K) | [20] |
| ss/g | 1.75 | J/m2 | [24] |
| k | 0.35 | [20] |
由实验结果与计算结果的比较可看出, 本工作的理论计算结果与实验结果总体吻合良好, 二者呈现相同的变化规律, 这说明本模型具有良好的预测性; 但在较低的下拉速率下, 计算结果与实验结果间存在一定的偏差, 且该偏差随H2压力和下拉速率的增加而逐渐降低, 如图8所示. 造成这种偏差的原因可从2个方面来解释: 其一, 由于低下拉速率下的多孔结构已经偏离图3所示的理想结构, 这可从低下拉速率(5~10 mm/min)下的气孔形貌中看出, 此时的多孔试样内部出现了一些由于气孔合并而造成的大尺寸气孔, 从而导致了试样的气孔尺寸分布范围变宽, 气孔分布均匀性下降, 这样就偏离了理论模型的假设条件(气孔为同一尺寸且分布均匀), 最终导致理论计算结果与实验结果存在一定偏差; 其二, 与固/液界面附近熔体的对流有关, 由于Gasar工艺中的气泡一般在界面上形核和长大, 而界面附近熔体的对流无疑将会提升溶质H的扩散; 在实际的计算中, 由于忽略了熔体对流对H扩散的影响, 从而使得对H在Cu熔体中扩散系数DH的取值比实际值偏小, 最终造成在低下拉速率下的计算结果比相应的实验结果低.
此外, 虽然DH的取值偏小, 但在较高的下拉速率和H2压力下, 计算值与实验值却吻合良好, 其原因可解释为: 根据式(12) , 较高的下拉速率和H2压力下, ΔGdiff也相应升高; 对金属-氢共晶而言, 由于xE较小, ΔGdiff升高将导致ΔmH增大(式(8)); 而ΔmH的增大将抵消熔体对流所造成DH的取值偏小的影响, 如式(7)所示.
(1) 从理论分析入手, 通过对金属-氢共晶定向凝固过程的热力学分析, 建立了用来描述Gasar工艺中工艺参数对气孔直径及气孔间距影响的理论模型, 理论计算结果与相应实验结果吻合较好.
(2) Gasar多孔Cu试样的气孔直径及气孔间距随下拉速率的增加而不断降低; 气孔间距和下拉速率间存在的简单关系为: vl2=B, B是与温度和H2压力有关的常数.
(3) 低下拉速率下, 气孔结构与模型假设理想结构的偏离, 以及固/液界面附近的熔体对流, 是造成理论计算值与实验值存在一定的偏差的主要原因.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|

/
| 〈 |
|
〉 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}