
王东
WANG Dong
中图分类号: TG146. 2
通讯作者:
收稿日期: 2013-11-11
修回日期: 2014-01-7
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
王 东, 男, 1980年生, 博士生
展开
摘要
在工具转速800 r/min, 焊接速度100 mm/min的工艺参数下, 对6 mm厚的15%SiCp/2009Al (体积分数)板材在软态(固溶态)和硬态(自然时效态)下进行搅拌摩擦焊接, 均获得致密无缺陷的接头. 结果表明, 样品原始状态对焊核区的晶粒尺寸、析出相(Al2Cu)分布和硬度均影响不大. 2种样品的热影响区均存在2个低硬度区. 靠近焊核区的低硬度区在焊接热循环过程中温度较高, 2种样品均发生Al2Cu相的粗化, 硬度值相同; 但在远离焊核区的低硬度区, 固溶态样品不发生固溶原子团簇回溶, 该区域的硬度略高于自然时效态样品, 并且位置更靠近焊核中心. 2种接头横向拉伸时均断裂在靠近焊核的低硬度区, 强度基本相同, 可达母材强度的83%. 这表明, 固溶软态下进行15%SiCp/2009Al板材的搅拌摩擦焊接, 可以取得常规时效硬态下焊接的效果, 有助于扩大焊接工艺窗口, 减少焊接工具磨损.
关键词:
Abstract
Discontinuously reinforced aluminum matrix composites (AMCs) have been widely applied in structures of aerospace industry. Wide industrial applications of AMCs depend on effective joining methods, which are dependent on the use of a specific material and process. As a new solid-state welding technique, friction stir welding (FSW) has been attempted for joining the AMCs in last few years. However, few attentions have been paid to the effect of initial heat treatment tempers of the AMCs on the FSW joints. In this work, 6 mm thick SiCp/2009Al composite plates in both soft (solution temper) and hard (natural aging temper) conditions were successfully friction stir welded at a rotation rate of 800 r/min and a welding speed of 100 mm/min (named as Sol-FSW and T4-FSW samples). In the nugget zone (NZ) of both samples, the grain size and the distribution of the coarse Al2Cu phases were similar. In the heat affected zone, two low hardness zones (LHZs) were observed. LHZ I adjacent to the NZ had the lowest hardness. Both samples had the similar hardness in this zone. For the Sol-FSW sample, LHZ II far away from the NZ had a higher hardness and was closer to the NZ compared to that of the T4-FSW sample. The ultimate tensile strength of both the samples was similar and reached 83% of T4-tempered base metal. Both samples failed in LHZ I adjacent to the NZ due to the lowest hardness in this zone. This indicates that for the SiCp/2009Al composite under solution temper it is possible to produce similar joints to that under natural aging temper using FSW technique. FSW of the composites under soft condition is beneficial to enlarging the welding process window and reducing the tool wear.
Keywords:
金属基复合材料不仅具有轻质、高强的特点, 还具有良好的抗疲劳、抗蠕变、耐热、耐磨、高热导、低热膨胀、减振及尺寸稳定等一系列优点, 成为国民经济发展和国防建设领域的重要结构材料[
由于陶瓷增强相与基体合金性能的巨大差异, 给AMC的焊接带来了很大困难[
对于基体为可热处理强化铝合金的AMC进行FSW时, 与铝合金类似, 复合材料通常处于时效态[
除热加工状态外, 固溶态也是可热处理强化铝合金和AMC的软状态, 此时只有固溶强化而没有沉淀强化, 因而材料的硬度也较低, 有较好的塑性流变性能, 与热加工态一样也有利于实现FSW. 但与热加工态不同的是, 固溶态AMC的合金元素均固溶在基体中, 母材区和焊缝各微区在FSW过程中经历不同的热循环或热机械循环, 固溶原子的析出/溶解行为可能有很大的不同. 如果通过控制FSW参数使焊缝区的微观组织与力学性能与常规焊接工序取得的效果相当, 经焊后常规时效处理可以达到正常硬化状态, 那么就可以取得软态焊接, 不需焊后固溶处理就能得到高强度复合材料焊接接头的效果. 然而到目前为止, 尚没有在固溶态下进行可热处理强化AMC的FSW的研究报道.
Al-Cu-Mg系合金具有强烈的自然时效倾向, 因而固溶原子对热循环非常敏感, 可作为固溶态下进行AMC的FSW研究的理想模型基体材料, 因而本工作选取目前应用最广泛的SiCp/2009Al复合材料作为研究对象, 分别在自然时效态(硬态)和固溶态(软态)下对15%SiCp/2009Al (体积分数, 下同)板材进行FSW, 通过探讨焊前热处理状态对接头微观组织和力学性能的影响, 以期建立固溶+FSW+自然时效这样一个实现AMC高性能连接的工艺.
采用6 mm厚的15%SiCp/2009Al复合材料板材作为原材料. 复合材料采用粉末冶金法制备, 将颗粒尺寸为50 μm的2009Al粉末以及7 μm的SiC粉末混合均匀, 在580 ℃热压. 制得的坯锭在480 ℃热轧至6 mm, 然后将板材切割成6 mm×80 mm×300 mm小块进行热处理, 获得不同状态的板材后进行FSW, 焊接转速800 r/min, 焊接速度100 mm/min. 板材的热处理工艺和焊接工序如表1所示. 采用金属陶瓷焊接工具, 本课题组之前的报道[
所有的FSW样品在室温放置7 d, 在各区域达到稳定的自然时效状态后进行微观结构分析和性能测试. 采用MEF4A光学金相显微镜(OM), Quanta 600扫描电镜(SEM)及Tecnai G2 20透射电镜(TEM) 进行微观组织观察. 金相样品的腐蚀剂为Keller试剂(2.5%HNO3+1.5%HCl+1%HF, 体积分数). TEM样品砂纸研磨后, 采用离子减薄制备. 物相分析采用D/Max 2500PC X射线衍射仪(XRD), 工作电压 50 kV, 电流250 mA.
表1 15%SiCp/2009Al复合材料FSW接头及母材的热处理状态
| Sample | Heat treatment and welding processing |
|---|---|
| BM | Solutionized at 516 ℃ for 1 h, water quenching, naturally aged for 7 d |
| Sol-FSW | Solutionized at 516 ℃ for 1 h, quenching, welded, naturally aged for 7 d |
| T4-FSW | BM sample welded, naturally aged for 7 d |
| T4-FSW-T4 | T4-FSW sample re-solutionized at 516 ℃ for 1 h, water quenching, naturally aged for 7 d |
硬度测试在MVK-H300型显微硬度计上进行, 在样品横截面上沿板厚中心每间隔1 mm打1点, 测试时所用载荷500 g, 保压时间15 s. 垂直焊接方向截取拉伸样品, 焊缝位于中心, 标距段长度40 mm, 采用AG-100KNG拉伸机进行拉伸实验, 初始应变速率为1×10-3 s-1.
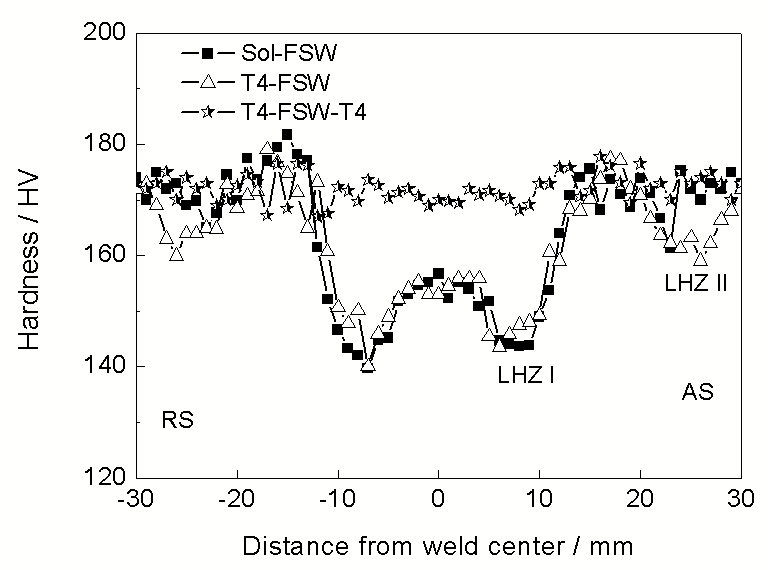
图1为T4-FSW, Sol-FSW和T4-FSW-T4样品的硬度曲线. 与2024Al的FSW接头类似[
表2为15%SiCp/2009Al的FSW接头及母材的拉伸性能. T4-FSW样品的抗拉强度为444 MPa, 可达母材的83%. 由硬度曲线可见(图1), LHZ I硬度最低, 因此拉伸时样品断裂在该区域. 另外, 由于该区域硬度较低, 拉伸时样品集中在该区域变形, 从而导致接头横向拉伸的延伸率低于母材. 由于接头强度受低硬度区控制, 而Sol-FSW样品LHZ I的硬度与T4-FSW样品基本相同, 因此其拉伸性能及断裂位置均与T4-FSW样品相同.
图2a为母材样品的拉伸断口. 断口中Al基体由大量的韧窝组成, 并可观察到大量破碎的SiC颗粒. 由于母材强度较高, 拉伸时较高的载荷传递到SiC颗粒上使得部分SiC颗粒发生断裂. 图2b为T4-FSW样品的拉伸断口. 由于样品断裂在热影响区, 该区域强度较低, 塑性增加, 因此与母材相比, 断口韧窝较大, 塑性断裂特征更加明显, 同时SiC颗粒断裂的数量相对较少. 由于Sol-FSW样品也断裂在热影响区, 同时强度与T4-FSW样品相似, 因此其断口形貌与T4-FSW样品相似(图2c). 而对于T4-FSW-T4样品(图2d), 由于重新进行了T4处理, 样品的强度基本恢复到母材的水平, 拉伸断口与母材相似.
表2 固溶态及自然时效态15%SiCp/2009Al 的FSW接头及母材的拉伸性能
Table 2 Tensile properties of FSW 15%SiCp/2009Al joints and base material
| Sample | YS / MPa | UTS / MPa | EL / % | UTSJoint/UTSBM | Fracture location |
|---|---|---|---|---|---|
| BM | 332 | 538 | 12.6 | - | - |
| Sol-FSW | 297 | 445 | 5.7 | 0.83 | LHZ I |
| T4-FSW | 300 | 444 | 4.1 | 0.83 | LHZ I |
| T4-FSW-T4 | 323 | 516 | 8.6 | 0.96 | LHZ I |
图3为Sol-FSW样品的宏观形貌, 焊核区(NZ)、热影响区(HAZ)、母材(BM)的位置如图所示, 可见接头无宏观焊接缺陷. T4-FSW样品的宏观形貌与Sol-FSW样品相似, 在文中没有给出.
图4a为自然时效态15%SiCp/2009Al板材垂直于轧制方向的金相照片. 可见, Al基体中晶粒呈等轴晶分布, 晶粒尺寸约为10 μm. 固溶态15%SiCp/2009Al板材的金相组织与自然时效态相同, 没有在文中给出. 图4b为T4-FSW样品焊核区的金相组织照片. 与母材相似, Al基体也由大量等轴晶组成, 晶粒尺寸略小于母材, 约为6 μm. 与铝合金的FSW接头类似, AMC在FSW过程中, 焊核区也会发生动态再结晶, 但由于SiC颗粒的阻碍作用, Al基体的再结晶晶粒很难发生明显的长大[
图5a为母材的背散射像. 在Al基体中存在一些圆形的白色相. 能谱分析结果表明, 这些白色相的成分(原子分数)为88.2%Al, 7.84%Cu, 1.57%Si, 1.68%Mg, 0.73%Fe. 母材采用粉末冶金方法制备, 在材料制备过程中会有部分Fe元素混入到基体中, 与Al基体及基体中的Cu元素反应, 最终形成Al7Cu2Fe相. 而在随后的热轧及冷却过程中, Al2Cu相会在Al7Cu2Fe相表面形核并长大. 当样品进行固溶处理时, Al7Cu2Fe相在固溶温度下并不会溶解, 而Al2Cu相会溶解到基体中, 但在Al7Cu2Fe相表面形核并长大的Al2Cu相, 并不会完全溶解到基体中, 会有部分残留在Al7Cu2Fe相表面, 从而在基体中形成球状白色相. 从XRD结果(图6)可知, 母材中只有少量的Al2Cu相的衍射峰, 这与背散射结果相似. 由于基体中Al7Cu2Fe相含量较少, 因此在XRD结果中并没有Al7Cu2Fe相的衍射峰. 图中较小的黑色孔洞, 可能是材料中的第二相在抛光过程中脱落导致的.
图5b为T4-FSW样品焊核区的背散射像. 较多的白色相分布在Al基体中. 能谱分析结果表明, 不规则的白色相成分(原子分数)为87.7%Al, 7.6%Cu, 2.6%Si, 1.4%Mg, 0.7%Fe. 而圆形的白色相成分为80.0%Al, 24.2%Cu, 3.1%Si, 1.7%Mg. 另外, 还有较多相对细小的白色相分布在基体中, 由于相尺寸较小, 能谱不能标出相的成分. 由T4-FSW样品焊核区的XRD结果(图6)可知, 基体中只含有Al2Cu相, 表明焊核区细小的白色相也为Al2Cu相.
图7b为T4-FSW样品焊核区的TEM像. 在焊核区存在较多的粗大相, 尺寸约为200 nm. 能谱分析表明粗大相的元素含量为72.0%Al和28.0%Cu (原子分数), 表明这些粗大相为Al2Cu的平衡相. 在T4-FSW样品的焊核区, 除了SEM像(图5b)显示的粗大的Al2Cu相外, 还有较多的200 nm左右的Al2Cu相. 图7c为Sol-FSW样品焊核区的TEM像. 与T4-FSW样品相似, 焊核区也存在约200 nm左右的Al2Cu相. 而将T4-FSW样品重新进行T4处理, 即T4-FSW-T4样品(图7d), 其TEM像与母材相似, 基体中存在较多的位错, 无明显的析出相.
图8a为T4-FSW样品靠近焊核区的硬度最低点LHZ I的低倍组织. 在该区域存在较多的粗大析出相, 能谱分析表明这些析出相的成分为68.0%Al和32.0%Cu (原子分数). 图8a中的插图为箭头所示粗大析出相的选区电子衍射谱(SAED), 表明该析出相为Al2Cu相. 在FSW过程中, T4-FSW样品的LHZ I温度高于Al2Cu相的粗化温度, 导致大量Al2Cu相的粗化. 图8b为Sol-FSW样品LHZ I的TEM像, 在基体中也存在较多的粗大析出相, SAED结果(未列出)表明, 这些析出相为Al2Cu相. 但与T4-FSW样品相比, 析出相尺寸相对较大, 数量较少. 图8c为T4-FSW样品的LHZ I沿铝基体<110>方向的放大TEM像. 在基体中可观察到较多的位错, 表明在焊接热循环过程中并不能消除母材中存在的位错. 另外除了粗大的Al2Cu相, 并没有发现其它的析出相. 图8d为Sol-FSW样品的LHZ I沿铝基体<110>方向的放大TEM像. 与T4-FSW样品相似, 基体中也存在较多位错, 另外除了粗大的Al2Cu相, 并没有发现其它的析出相.
在可热处理强化铝合金及AMC的FSW过程中, 接头的温度分布是影响接头最终微观组织及力学性能的关键因素之一. Jariyaboon等[
Al-Cu-Mg合金作为最重要的可热处理强化铝合金之一, 其析出相的沉淀析出序列一般为: 固溶体→固溶原子团簇→GP区→亚稳相→稳定相[
对T4-FSW样品, 由于焊核区的温度较高, 在焊接热机械循环过程中, 固溶原子团簇重新溶解到基体中, 在焊后的冷却过程中, 冷速较慢, 部分Al2Cu相优先在基体中形核并长大. 而粗大的q相形成会降低基体中Cu含量, 从而抑制S相的形成, 所以在焊核区没有发现S相. 而对于Sol-FSW样品, 虽然与T4-FSW样品相比, 材料处于较软的状态, 但由于采用的焊接参数与T4-FSW样品相同, 焊核区的温度分布与T4-FSW样品接近. 另外, Sol-FSW样品本身处于饱和固溶体状态, 并不涉及析出相的溶解过程, 因此在焊后的冷却过程中, Al2Cu相的析出与T4-FSW样品相似, 其硬度值也相同.
对于热影响区, 在焊接过程中仅经历热循环. Liu和Ma[
LHZ I在焊接热循环过程中温度较高, T4-FSW样品在此温度下会析出q相, 另外, T4-FSW样品已经进行过自然时效处理, 在Al基体中已经存在固溶原子团簇, q相易于在已形成的固溶原子团簇上形核, 形成尺寸较大的q相. 同时, 粗大的q相形成会抑制S相的形成, 所以在LHZ I也没有发现S相. 而Sol-FSW样品的LHZ I在相似的热循环过程中, 也会优先析出q相. 但Sol-FSW样品没有进行自然时效, q相形核质点相对较少, 因此与T4-FSW样品相比, 形成的析出相尺寸相对较大, 数量相对较少. 虽然2种样品在LHZ I的析出相的尺寸及分布有所差异, 但该区域的硬度值基本相同, 这可能是由于析出相的尺寸均较大, 对强度的贡献并不明显, 具体原因还需要更加详细的研究.
LHZ II经历的温度较低, 对于自然时效态的Al-Cu-Mg合金及其AMC的FSW接头, 一般认为在该区域发生GP区或固溶原子团簇回溶[
由以上分析可知, Sol-FSW样品与T4-FSW样品相比, 虽然材料原始状态有所不同, 但在较大的焊接热输入下, 焊核区的微观组织基本相同. 虽然受样品原始状态的影响, 热影响区的低硬度区的微观组织有所差异, 但在较大的焊接热输入下, 决定接头横向拉伸性能的最低硬度区LHZ I的硬度值基本相同, 这使得在固溶态下进行15%SiCp/2009Al板材的FSW, 可取得与常规时效态下焊接相似的效果. 需要指出的是, 在固溶态下的材料硬度较低, 有较好的塑性流变性能, 这有助于扩大焊接工艺窗口, 减少焊接工具磨损. 进一步的研究在后续的工作中会做详细的探讨.
(1) 在工具转速800 r/min, 焊接速度100 mm/min的工艺参数下, 对6 mm厚的固溶态(软态)和自然时效态(硬态)的15%SiCp/2009Al板材进行搅拌摩擦焊接, 均可得到无宏观焊接缺陷的接头.
(2) 2种状态的15%SiCp/2009Al搅拌摩擦焊接头焊核区的晶粒尺寸基本相同, 并且均发生Al2Cu相的粗化.
(3) 2种状态的15%SiCp/2009Al搅拌摩擦焊接头热影响区均存在2个低硬度区. 靠近焊核区的低硬度区(LHZ I)的硬度值最低, 远离焊核区的低硬度区(LHZ II)的硬度值略高. 2种样品LHZ I的硬度值相同, 但固溶态样品LHZ II的硬度略高于自然时效态样品.
(4) 固溶态焊接的接头经自然时效处理后, 拉伸强度与自然时效态焊接的结果相同, 可达母材强度的83%. 接头横向拉伸时均断裂在热影响区中靠近焊核区的低硬度区.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}