
窦坤 , 董洪标
, 董洪标
DOU Kun, DONG Hongbiao
中图分类号: TG244.3
通讯作者:
修回日期: 2014-06-17
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
作者简介: 窦 坤, 男, 1988年生, 博士生
展开
摘要
建立了YQ450NQR1钢连铸方坯的微观偏析模型, 研究了在不同冷却速率的凝固过程中钢中主要溶质元素C, Si, Mn, P和S的晶间偏析行为及其对固-液两相区特征温度, 即零强度温度(zero strength temperature, ZST), 零塑性温度(zero ductility temperature, ZDT)及黏滞性温度(liquid impenetrable temperature, LIT)的影响. 在此基础上定义了内裂纹敏感性指数(IICS), 并对YQ450NQR1钢连铸方坯内裂纹敏感性进行了表征. 结果表明: IICS值越趋近于1, 铸坯内裂纹敏感性越大. 此外, 还建立了描述IICS与冷却速率(CR)关系的内裂纹敏感性模型, 并对其进行验证, 结果表明, 该模型能够定量描述非均匀冷却条件下YQ450NQR1钢连铸方坯的内裂纹敏感性.
关键词:
Abstract
The solidification and cooling of liquid steel in continuous casting process is a complicated non-equilibrium phenomenon. During steel solidification process, the micro-segregation of solute elements between liquid steel and solidified shell will vary with their temperature-dependent diffusion coefficients and equilibrium distribution coefficients. Due to non-uniform cooling pattern in the continuous casting process of steel blooms, the fluctuation of cooling rate in bloom will have a great influence on micro-segregation degree of the elements. The micro-segregation behavior of solute elements in steel solidification process is responsible for the variation of characteristic temperatures such as zero strength temperature (ZST), zero ductility temperature (ZDT) and liquid impenetrable temperature (LIT), which make up the brittle temperature range in steel solidification. During continuous casting process of steel, internal cracks created by thermal and mechanical deformation tend to occur in this range. To prevent the occurrence of these cracks in continuous casting bloom, it is essential to better understand about the internal crack susceptibility concerning micro-segregation behavior in the non-uniform cooling process. In this work, a micro-segregation analytical model for YQ450NQR1 steel continuous casting bloom is established to study the inter-dendritic segregation behavior of main solute elements C, Si, Mn, P and S at various cooling rates, the results show that P and S are more likely to segregate compared with C, Si and Mn and the increase of cooling rate weakens the micro-segregation degree of C, Si, Mn, P and S. Based on the micro-segregation model established above, ZST, ZDT and LIT for YQ450NQR1 steel are calculated and the influences of cooling rate on ZST, ZDT and LIT are analyzed. It reveals that ZST, ZDT and LIT of YQ450NQR1 steel bloom decrease accordingly with the increase of cooling rate. On this basis, the index of internal crack susceptibility (IICS) is defined to quantitatively characterize the internal crack susceptibility of the bloom. The results show that the internal crack susceptibility becomes larger while the IICS value approaches to 1. Furthermore, an internal crack susceptibility model is obtained concerning IICS and cooling rate (CR) and the validation is performed to certify the model′s suitability in quantitatively predicting internal crack susceptibility of YQ450NQR1 steel continuous casting bloom in the non-uniform cooling process.
Keywords:
作为最常见的连铸坯质量缺陷, 内裂纹对铸坯及成品的组织均匀性造成极大破坏. 其产生机理可描述为[1-3]: 在二次冷却过程中带液芯的连铸坯凝固前沿所受拉应力超过其在凝固温度附近的强度时, 凝固前沿形成开裂并扩展. 从钢液凝固角度来看, 凝固前沿枝晶间的微观偏析是其形成内因. 铸坯凝固过程中, 在微观偏析的作用下凝固前沿柱状晶间易形成低熔点的液相薄膜, 减弱凝固前沿抗变形能力. 在此种情况下, 铸坯凝固前沿受到拉伸作用时极易沿柱状晶开裂从而形成内裂纹. 溶质元素的微观偏析对铸坯凝固前沿的零强度温度(ZST)和零塑性温度(ZDT)有着直接影响, 有研究[4-7]表明, 铸坯内裂纹通常在此温度区间形成.
连铸坯在实际冷却过程中各部位的温度分布处于非均匀状态[8-10]. 沿拉坯方向, 由于结晶器及二冷各段水量分配差异, 导致铸坯纵向温度非均匀分布; 在铸坯横向, 由于结晶器存在内部气隙及二冷区冷却效果的差异, 导致铸坯横向温度非均匀分布. 由此导致的连铸坯“纵-横”非均匀冷却使得铸坯各部位的冷却速率存在差异, 从而影响铸坯各部位溶质元素的微观偏析行为, 对内裂纹敏感性造成影响. 因此, 有必要针对铸坯溶质元素的微观偏析及其对内裂纹敏感性的影响进行研究.
本工作结合高强度耐候钢YQ450NQR1的连铸方坯建立微观偏析模型, 综合分析了在不同冷却速率的凝固过程中钢中主要溶质元素C, Si, Mn, P和S的微观偏析行为及其对ZST, ZDT以及黏滞性温度(LIT)的影响, 从微观偏析角度对连铸坯非均匀冷却过程中内裂纹敏感性进行了讨论.
为了预测钢凝固过程中的微观偏析, 针对YQ450NQR1钢连铸坯凝固过程建立枝晶间溶质分布的解析模型, 对溶质浓度和固相率之间的关系进行定量描述, 对钢液凝固过程作以下假设: (1)液相完全扩散, 固相有限扩散; (2)固-液界面始终处于平衡状态; (3)固-液界面处的溶质平衡分配系数在整个凝固过程中始终为常数; (4)忽略形核过冷和钢液流动的影响.
式中,
从式(1)~(4)可以看出, 上述模型中包含重要的凝固参数, 如二次枝晶间距、钢种固/液相线温度等. 其取值根据钢种成分的不同会有较大差异, 下文将分析确定YQ450NQR1钢连铸坯的相关凝固参数.
二次枝晶间距主要受冷却条件和合金成分影响, Won和Thomas[13]根据不同研究者在各种冷却速率和C含量条件下获得的实测数据, 通过拟合回归得出了二次枝晶间距的计算式:
液相线温度由钢液的初始成分确定[14]:
固-液界面处的温度可以根据该处液相的实际浓度计算得出:
当fs=1时, 由式(8)计算所得Tint即为固相线温度.
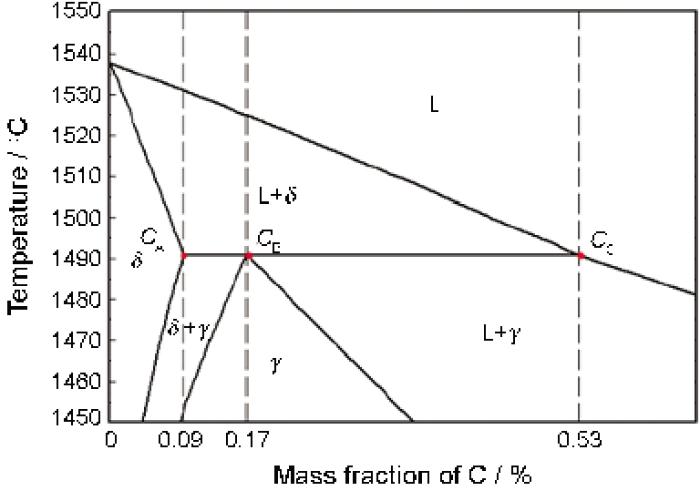
图1 Fe-C二元相图中的包晶凝固反应区[15]
Fig.1 Peritectic reaction region in Fe-C binary phase diagram[15]
如图1[15]所示, 钢液凝固过程中存在bcc的d-Fe相和fcc的g-Fe相, 钢液中溶质元素在不同相中的凝固参数存在差异, 因此, 钢液的凝固模式决定着连铸坯溶质元素的微观偏析情况. 当钢中C含量高于0.53% (质量分数, 下同)或低于0.09%时, 钢液始终以单一方式进行凝固; 当C含量介于二者之间时, 钢液先以δ-Fe方式进行凝固; 直至残余液相中C含量超过0.53%时, 凝固模式转变为g-Fe方式. 由此可见, C含量介于0.09%~0.53%的钢在凝固过程中存在一个凝固模式转变点, 其对应的固相率通过下式[16]求解:
在钢液凝固过程中, 当实际固相率超过
式中,
表1 钢中主要溶质元素的凝固参数[17]
Table 1 Solidification parameters of main solute elements in steel[17]
| Element | d-Fe | g-Fe | |||||
|---|---|---|---|---|---|---|---|
| DS,i / (m2 | mi / (℃ | ki | DS,i / (m2 | mi / (℃ | ki | ||
| C | 7.9×10-9 | 80 | 0.20 | 6.4×10-10 | 60 | 0.35 | |
| Si | 3.5×10-11 | 8 | 0.77 | 1.1×10-12 | 8 | 0.52 | |
| Mn | 4.0×10-11 | 5 | 0.75 | 4.2×10-13 | 5 | 0.75 | |
| P | 4.4×10-11 | 34 | 0.13 | 2.5×10-12 | 34 | 0.06 | |
| S | 1.6×10-10 | 40 | 0.06 | 3.9×10-11 | 40 | 0.025 | |
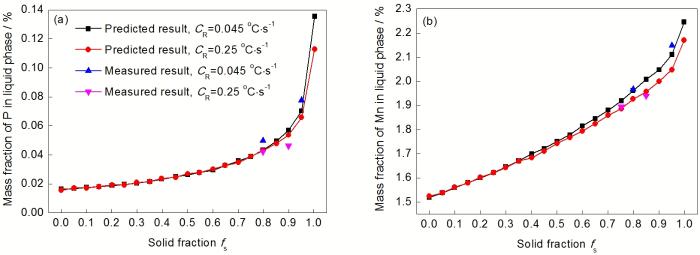
Matsumiya等[18]结合微观偏析模型对钢种M1 (成分见表2)枝晶间的Mn和P偏析情况进行了预测, 在此基础上, 通过定向凝固实验得到该钢在0.045和0.25 ℃/s 2种冷却速率下的柱状晶结构, 运用计算机结合电子探针手段测得了枝晶间Mn和P的含量(质量分数, 下同). 将Mn和P的含量预测值与实测值进行对比验证, 结果见图2. 可以看出, 在冷却速率为0.045和0.25 ℃/s时, 微观偏析模型模拟计算结果与实测值吻合较好, 能够较准确地预测出凝固前沿残余液相中溶质元素的含量. 从表2可以看出, 文献[18]中实验用钢及本研究钢均为亚包晶钢且C含量相近, 该微观偏析模型可以运用于本研究.
表2 参考文献[18]中M1钢及本研究YQ450NQR1钢的化学成分
Table 2 Chemical compositions of M1 steel from reference [18] and YQ450NQR1 steel in this research
| Steel | C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|
| M1 | 0.13 | 0.35 | 1.52 | 0.016 | 0.002 | Bal. |
| YQ450NQR1 | 0.09~0.14 | 0.30~0.50 | 1.25~1.40 | ≤0.025 | ≤0.015 | Bal. |
图2 液相中P和Mn偏析情况预测值与实验值[18]对比
Fig.2 Comparison between predicted and measured[18] results for P (a) and Mn (b) segregation (CR—cooling rate)
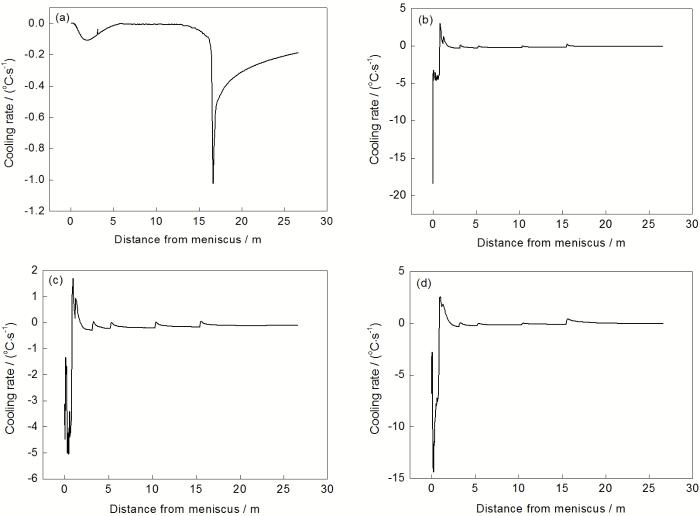
微观偏析模型的计算需预先确定连铸坯冷却速率. 本工作建立了YQ450NQR1钢方坯连铸过程的凝固传热数学模型[19], 并对铸坯典型部位(铸坯中心、宽面与窄面中心、角部点)的冷却速率进行计算, 连铸相关工艺参数为: 铸坯横断面尺寸360 mm × 450 mm, 浇铸温度1550 ℃, 结晶器水量240 m3/h, 拉速0.5 m/min, 二冷比水量0.332 L/kg. 冷却速率变化规律如图3所示(图中冷速负值代表降温). 由图3计算结果可知, YQ450NQR1铸坯冷却过程典型位置的冷却速率波动范围为: 铸坯中心0.1~1.0 ℃/s, 窄面中心0.1~18.0 ℃/s, 宽面中心0.1~5.0 ℃/s, 铸坯角部0.1~14.5 ℃/s. 从以上计算结果中均匀取值, 选取冷速0.1, 2, 5, 10和15 ℃/s带入微观偏析模型进行计算, 具体流程见图4.
图3 YQ450NQR1钢方坯典型位置的冷却速率
Fig.3 Cooling rates of typical positions in YQ450NQR1 steel bloom (a) bloom center (b) center of narrow surface in bloom(c) center of wide surface in bloom (d) bloom corner
为了研究钢液凝固过程中元素的微观偏析规律, 定义微观偏析度
当冷却速率为5 ℃/s时, YQ450NQR1钢方坯凝固冷却过程中溶质元素C, Si, Mn, P和S随凝固进程的微观偏析规律如图5所示. 可以看出, 当固相率在0~0.8区间内时, 各元素微观偏析程度极小,
结合YQ450NQR1钢连铸方坯典型部位的冷却速率计算结果, 通过微观偏析解析模型计算得到不同冷却速率下C, Si, Mn, P和S的微观偏析情况, 见图6. 可以看出, 连铸过程中不同的冷却速率对C, Si, Mn, P和S各元素微观偏析影响程度不同.
对于C, 钢液凝固过程中其微观偏析程度几乎不随冷却速率的变化而改变.
对于Si和Mn, 当固相率在0~0.6范围内变化时, 其各自微观偏析程度不随冷却速率的改变发生明显变化, 当固相率超过0.6并趋近于1时, 其各自微观偏析程度随着冷速的增加而减小. 以固相率为0.99时为例, 对于Si, 当冷速为15 ℃/s时,
图6 冷却速率对溶质元素微观偏析的影响
Fig.6 Effects of cooling rate on micro-segregation of elements C (a), Si (b), Mn (c), P (d) and S (e)
对于易偏析元素P和S, 冷却速率对其各自微观偏析程度的影响主要体现在固相率趋近于1的区间内. 以固相率为0.99时为例, 对于P, 当冷速为15 ℃/s时,
综合以上工作可知, P和S的偏析易导致铸坯凝固末端形成低熔点化合物, 最终导致裂纹源形成. 在连铸过程中应采用适当调整浸入式水口深度和拉坯速度以及施加电磁搅拌等措施来加强钢液流动, 减弱P和S的微观偏析, 以提高铸坯质量.
连铸坯在高温区有2个典型温度: ZST和ZDT. 当铸坯温度处于ZST和ZDT区间内时不具有塑性, 不过由于枝晶间搭桥形成网络, 开始具有一定的强度. 枝晶间残余液相的存在导致铸坯受到外力时晶间液相薄膜处产生应力集中而发生脆断, 因此该温度区间为脆性温度区. 研究[20-23]表明, 将钢的脆性温度区视为ZST (fs=0.75)与ZDT (fs=1.0)组成的温度区间不准确, 为此引入了LIT (fs=0.85), 以对该温度区进行细分, 将两相区分为填充区和裂纹区, 并将LIT定为界限温度. 在填充区(0.75≤fs<0.85), 由于液相的及时填充抑制了裂纹的产生; 在裂纹区(0.85≤fs≤1.0), 紧凑的树枝晶阻碍了液相的填充使得裂纹无法愈合成为脆性区. 本工作结合连铸坯非均匀冷却特征, 运用上文建立的微观偏析模型分别计算了不同冷速下的Tint随fs的变化规律, 取fs分别为0.75, 0.85和1.0时的Tint即为不同冷速下YQ450NQR1钢方坯对应的ZST, LIT和ZDT, 计算结果见图7.
图7 冷却速率对零强度温度、零塑性温度以及黏滞性温度的影响
Fig.7 Effects of cooling rate on zero strength temperature (ZST), zero ductility temperature (ZDT) and liquid impenetrable temperature (LIT)
由图7可知, 随着冷却速率的增加, YQ450NQR1连铸方坯ZST, ZDT和LIT均减小. 当冷却速率为0.05 ℃/s时, ZST, ZDT和LIT分别为1498.58, 1441.82和1485.45 ℃; 冷却速率增大至25 ℃/s时, ZST, ZDT和LIT分别为1498.21, 1416.90和1428.41 ℃. 通过以上计算分析, 本工作结合固-液两相区特征温度ZST, ZDT和LIT提出“内裂纹敏感性指数” (index of internal crack susceptibility, IICS), 通过分析不同冷却速率下的内裂纹敏感性指数可以定量化表征YQ450NQR1钢连铸方坯凝固冷却过程中的内裂纹敏感性. IICS用s表示, 其定义为:
图8 冷却速率与内裂纹敏感性系数的拟合曲线
Fig.8 Fitting curve between cooling rate and index of internal crack susceptibility (IICS) s
式中, ZST, LIT和ZDT分别用A, B和C表示. 选取间隔为0.5 ℃/s, 从0.1~25 ℃/s的冷速范围取值, 共获得50个数据. 在此基础上, 通过确定不同冷速下的ZST, ZDT和LIT, 再对YQ450NQR1钢方坯内裂纹敏感性指数进行计算, 结果如图8所示. 由图8可知, 内裂纹敏感性指数越趋近1, 铸坯内裂纹敏感性越大. 对冷却速率CR与s数据点进行拟合, 建立YQ450NQR1钢铸坯内裂纹敏感性模型, 表达式为: s=-0.0275CR+0.7891, 用R2表征因变量s与自变量CR的拟合程度, 式中R2=0.9627, R2越接近1说明拟合度越高. 该模型能够较好地定量化表征非均匀冷却条件下YQ450NQR1钢连铸方坯的内裂纹敏感性.
图9 铸坯纵向切片皮下裂纹形貌
Fig.9 Morphology of subcutaneous cracks in longitudinal sliced bloom
为了验证内裂纹敏感性模型的准确性, 结合连铸凝固传热数学模型与实际连铸过程中的YQ450NQR1 钢连铸方坯试样, 运用连铸坯内裂纹敏感性模型对YQ450NQR1 钢连铸方坯裂纹部位敏感性指数进行计算.
由YQ450NQR1 钢连铸坯生产数据统计可知, 连铸坯裂纹产生位置较为固定, 多在内弧侧产生, 距离内弧表面约1.5~2 cm, 距离铸坯窄面约4~6 cm. 对YQ450NQR1 钢铸坯内弧取样并酸洗, 处理后的铸坯形貌见图9, 从图中可以明显观察到裂纹位置及其形貌.
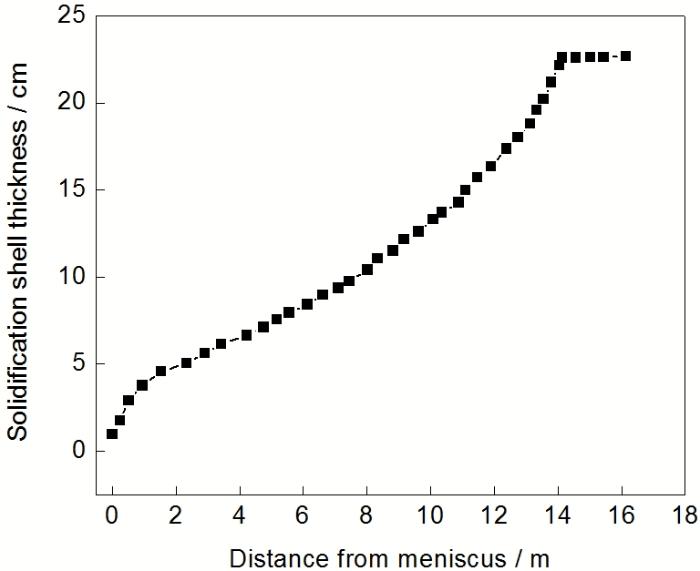
结合铸坯凝固坯壳厚度随时间的变化曲线(图10)可知, YQ450NQR1 钢铸坯裂纹在距离弯月面约1.4 m处产生, 并随坯壳厚度的增加在一定范围内扩展. 然后将结晶器弯月面处钢液假设为沿拉坯方向移动的切片, 采用“移动切片法”[24-26]对铸坯裂纹产生位置(内弧皮下2 cm, 距离铸坯窄面分别4, 5和6 cm)的冷却速率变化规律进行计算, 如图11所示. 可以看出, 凝固铸坯切片移动过程中, 当其移动到距弯月面约1.4 m时, 产生铸坯裂纹位置的冷却速率急剧降低至0.1 ℃/s, 结合图8可知, 此时裂纹产生位置的内裂纹敏感性指数超过0.7, 极易产生裂纹.
综合以上研究可知, 本工作建立的连铸坯内裂纹敏感性模型能够对铸坯凝固冷却过程中的内裂纹敏感性进行量化表征. 该工作进一步表明, 在实际连铸冷却过程中应适当控制连铸坯冷却速率, 以实现连铸坯均匀冷却, 降低铸坯裂纹敏感性.
(1) YQ450NQR1钢连铸方坯凝固末期, P和S极易发生微观偏析, 且在固相率超过0.8时尤为明显. 与此相比, C, Si和Mn不易发生微观偏析.
(2) 铸坯非均匀冷却对C, Si, Mn, P和S各元素微观偏析影响程度不同. C的偏析程度几乎不随冷却速率变化; 对于Si和Mn, 当固相率超过0.6时, 偏析程度随着冷速增加而减小; 对于P和S, 冷速对其偏析的影响体现在凝固末期(fs>0.9), 且冷速越大, 微观偏析程度越小.
(3) YQ450NQR1钢方坯连铸过程中, 冷却速率的增大会使固-液两相区特征温度ZDT, ZST和LIT减小, 影响铸坯内裂纹敏感性. 基于这一特征定义了内裂纹敏感性指数(IICS)来量化表征连铸坯内裂纹敏感性. IICS值越趋近1, 表明铸坯内裂纹敏感性越大.
(4) 对冷却速率CR与内裂纹敏感性指数IICS进行拟合, 建立了连铸坯内裂纹敏感性模型, 并对模型进行了验证, 其关系式为: s=-0.0275CR+0.7891, IICS与CR的关系符合线性关系. 该拟合结果能够较好地定量化表征非均匀冷却条件下YQ450NQR1连铸方坯的内裂纹敏感性.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|

/
| 〈 |
|
〉 |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}