低活化铁素体/马氏体钢(RAFM钢)相比于奥氏体钢具有低的热膨胀系数、高的热导率和较低的辐照脆化敏感性而受到广泛关注, 成为加速器驱动次临界系统(ADS)的主要候选结构材料[1 -4 ] . 9Cr2WVTa钢是低活化铁素体/马氏体钢的一种, 相比于其它RAFM钢(如F82H, JLF-1, EUROFER97等), 因辐照对其韧脆转变温度TDBTT 影响较小而成为关注的热点[5 -8 ] .
焊接是ADS结构部件重要的加工组装工艺, 焊接接头通常被认为是结构连接的薄弱环节, 良好的焊接质量是ADS安全运行的保障. 电子束焊接具有焊缝深宽比大、热影响区小、焊缝成形性好的特点, 是RAFM钢重要的加工连接工艺. 目前对9Cr2WVTa钢电子束焊接性能的研究鲜有报道. 姜志忠等[9 ] 对中国低活化马氏体钢(CLAM钢)电子束焊接性的研究表明, 焊态下焊接接头硬度显著升高, 焊后热处理是消除这种硬化现象的重要手段. Cho等[10 ] 研究认为, 焊后热处理消除了焊接快速凝固过程中产生的残余应力, 使F82H钢焊缝力学性能基本达到母材水平. 因此, 制定合理的热处理工艺对于改善RAFM钢的电子束焊接性能至关重要. 电子束焊接属于高能束焊接方法, 其焊缝窄, 常规的Charpy冲击样品难以保证断口完全处于焊缝区. Rensman等[11 ] 在对焊缝冲击性能的研究中发现, 焊缝冲击样品从焊缝中心穿过热影响区断裂, 因此仅获得部分的焊缝断口, 造成焊缝冲击性能测试结果不准确. 因此, 准确测量电子束焊缝的冲击性能是评价焊接工艺及热处理制度的前提.
本工作采用真空电子束焊接法对9Cr2WVTa钢进行焊接, 对焊态和不同温度回火后的焊接接头硬度、拉伸性能进行测试, 采用带沟槽的V型冲击样品测试焊缝冲击性能, 研究了回火对焊缝组织和力学性能的影响.
1 实验方法
以9Cr2WVTa钢为焊接母材, 主要化学成分(质量分数, %)为: C 0.133, Cr 9.08, W 2.02, V 0.25, Ta 0.13, Fe余量. 材料经真空冶炼后浇铸成钢锭, 然后锻造开坯进行热轧, 随后对轧板进行调质处理: 1050 ℃, 1 h (水冷)+ 750 ℃, 2 h (空冷). 电子束焊接采用100 mm×60 mm×11 mm的板状样品, 焊接前用金相砂纸去除样品表面氧化皮, 然后用丙酮和酒精去除表面油污. 采用MEDARD46型电子束焊机在样品表面进行电子束扫描重熔, 优化后的焊接工艺为: 加速电压60 kV, 加速电流70 mA, 焊接速率1 m/min. 焊后样品分别经690, 720, 750和780 ℃保温2 h空冷进行回火热处理.
对热处理前后焊接接头进行显微硬度测试, 测量位置沿焊缝水平中心线, 硬度实验在Micromet 5103型显微硬度计上进行. 采用板状拉伸样品测量焊接接头拉伸性能, 拉伸方向与焊接方向垂直, 拉伸实验在Shimadzu Autogragh Dcs-10T电子万能试验机上进行. 冲击实验采用带沟槽的Charpy V型冲击样品, 如图1a所示, 尺寸为10 mm×10 mm×55 mm, V型缺口开在焊缝中心, 沟槽与缺口垂直, 位于缺口上下两面, 深度为0.3 mm, 图1a中箭头所指区域俯视图如图1b所示, 沟槽的作用将在实验分析中进行说明, 冲击实验在RKP450冲击试验机上进行. 采用光学显微镜(OM)采集整个焊缝的金相图片, 结合 Image Pro. Plus 6.0 软件统计焊缝中d 铁素体的体积分数. 采用JSM-6301F型扫描电镜(SEM)观察回火前后焊缝显微组织及断口形貌, 结合能谱(EDS)确定析出相的类型. 采用Tecnai G2 20透射电镜(TEM)对焊态及经750 ℃回火处理后的焊缝组织进行观察, TEM试样采用电解双喷法制备, 双喷液为10% (体积分数)高氯酸酒精溶液, 双喷电压为20 V, 温度为-20 ℃.
图1 带沟槽V型冲击试样示意图
Fig.1 Schematic of V-notch specimen with side grooves
2 实验结果及分析
2.1 焊接接头显微组织
9Cr2WVTa钢电子束焊接焊后熔池形貌如图2所示. 可见, 电子束焊接熔池呈上宽下窄的“钉子”形貌. 焊缝头部最宽部分尺寸约为3.1 mm, 热影响区最宽部分出现在“钉子”的根部, 宽度约为1.2 mm. 焊接接头中未发现裂纹、气孔等缺陷. 图2中方框区域对应的焊接接头各区域显微组织如图3所示. 可以看出, 焊态下焊缝组织由粗大的板条马氏体和多边形d 铁素体组成(图3a), 定量金相统计表明, d 铁素体体积分数为1.6%. 热影响区经历焊接快速加热过程, 温度急剧升高, 由于高温停留时间短, 固态相变产生的晶粒细小, 因此热影响区由细小的马氏体和未溶解的碳化物组成(图3b). 母材为回火马氏体组织(图3c).
图2 9Cr2WVTa钢电子束焊接焊后熔池形貌
Fig.2 OM image of weld pool shape of electron beam welded 9Cr2WVTa steel
图3 9Cr2WVTa钢电子束焊接焊后焊接接头微观组织
Fig.3 SEM images of the weld joint of 9Cr2WVTa steel after electron beam welding shown as rectangle in Fig.2
不锈钢室温组织受铁素体稳定化元素(等效为Cr当量)和奥氏体稳定化元素(等效为Ni当量)共同影响, 根据这两者的含量可估计其室温组织[12 ] . 根据 Schaeffler 相图[12 ] 计算, 室温下, 焊缝应为全马氏体组织, 与图3a焊缝中出现d 铁素体相矛盾. 这是因为d 铁素体的形成除了受成分的影响外, 还与凝固条件有关[13 -18 ] . 分析本实验材料焊缝组织形成过程, 平衡凝固条件下, 液态金属首先进入d +L两相区, 在随后的冷却过程中, 发生包晶反应d +L→g , 液态金属逐渐被消耗, 凝固终了进入d +g 两相区, 在进一步冷却过程中, d 相发生固态相变转变成g 相, 由于电子束焊接凝固过程中冷却速率快, d →g 相变反应不充分, 因此部分d 铁素体保存至室温, 而g 相在冷却过程中直接转变成马氏体. 本实验中, d 铁素体为多边形, 与CLAM钢钨极氩弧(TIG)焊[9 ] 中观察到的d 铁素体形态类似.
图4 焊态和不同温度热处理后焊缝组织及780 ℃回火后析出相形貌的SEM像
Fig.4 SEM images of weld metal of as-welded (a) and after tempering at 690 ℃ (b), 720 ℃ (c), 750 ℃ (d), 780 ℃ (e) for 2 h, and precipitates after tempering at 780 ℃ for 2 h (f)
图4a~e为9Cr2WVTa钢焊态和不同温度回火后的焊缝组织SEM像. 由图4a可见, 焊态下焊缝中的碳化物数量较少, 这是由于析出相形成过程受扩散控制[19 ,20 ] , 焊接快速冷却条件下, 合金元素扩散受到抑制, 因此析出相数量少. 690 ℃回火后(图4b), 焊缝中析出大量细小弥散碳化物. 随回火温度升高(图4c~e), 碳化物逐渐增多并进一步长大. 780 ℃回火后碳化物的典型形貌如图4f所示. 这些碳化物沿马氏体板条界、原奥氏体晶界、d 铁素体与马氏体的界面分布, 使得焊态下板条马氏体组织经回火后变为仍具有明显板条特征的回火马氏体组织. 根据EDS分析结果和相关文献[21 ,22 ] 可知, 这些碳化物主要为M23 C6 (M=Fe, Cr). 焊接冷却过程中得到的马氏体可看成是过饱和的a 固溶体, 回火过程中, 过饱和的C和合金元素以合金碳化物的形式从基体中析出. 马氏体板条界和原奥氏体晶界是元素快速扩散通道, 因此碳化物容易在这些地方形核长大. d 铁素体中铁素体形成元素Cr, W等含量高, 马氏体中C含量高, 回火过程中, 这些元素倾向于从晶内扩散到d 铁素体和马氏体的界面上并聚集, 形成碳化物[23 ] .
2.2 焊接接头硬度分布
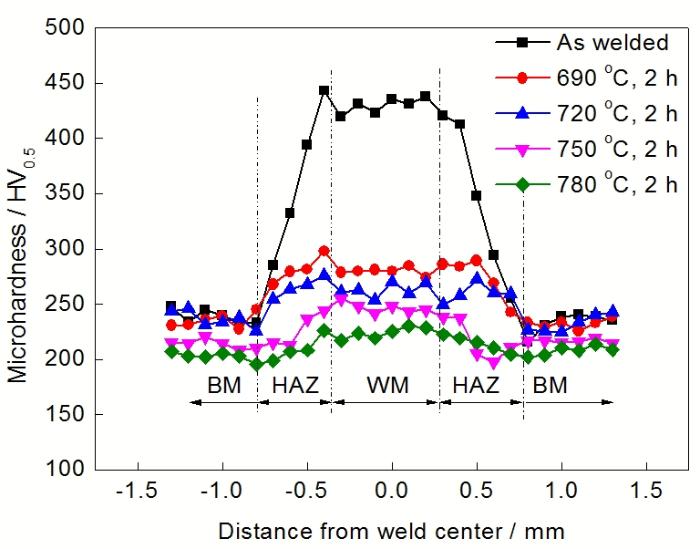
回火前后焊接接头硬度分布如图5所示. 可见, 同一状态下, 焊缝硬度最高, 从焊缝与热影响区边界到热影响区与母材边界, 硬度逐渐降低, 母材为焊接接头中硬度最低的部分. 焊态下的焊缝平均硬度为429 HV. 690 ℃回火后, 焊缝硬度显著降低, 平均硬度为281 HV, 随回火温度升高, 焊缝硬度逐渐下降, 当温度提高到780 ℃时, 焊缝平均硬度降至224 HV. 需要指出的是, 焊缝中d 铁素体是较软的相, 焊态下, 其平均硬度为210 HV, 回火后, 其硬度下降, 780 ℃回火时, 其平均硬度降到154 HV. 可见, 同一状态下, d 铁素体硬度均低于焊缝及母材的平均硬度, 由于其体积分数很低, 仅为1.6%, 可以推测, 少量d 铁素体的存在不会对焊缝性能造成明显影响. 焊缝硬度高于母材主要来自于马氏体的作用. 焊接快速冷却过程类似于淬火过程, 因此, 焊缝中的马氏体可看作是淬火态马氏体, 由于大量溶质原子固溶在基体中, 这些溶质原子产生固溶强化效果, 提高了焊缝硬度. 焊态下焊缝中的马氏体板条由高密度位错组成(图6a), 淬火态板条马氏体中位错密度可达到1015 ~1016 m- 2[24 ] . 这些位错相互缠结, 运动困难, 同时位错与过饱和的溶质原子产生强烈交互作用, 产生位错强化效果, 进一步提高了焊缝硬度, 而母材是回火马氏体组织, 因此焊态下焊缝硬度远高于母材. 回火过程中, 焊缝中过饱和的溶质原子以碳化物形式从基体中析出(图4b~e), 随回火温度升高, 析出相增多, 马氏体的过饱和度不断下降, 加上回火过程中, 位错可发生攀移, 异号位错相消, 马氏体中位错密度下降(图6b), 回火马氏体位错密度为1014 m- 2 , 相比于淬火态, 其位错密度下降了1~2个数量级[25 ] . 因此, 回火后, 焊缝硬度明显下降. 由于母材原始状态为回火马氏体组织, 焊缝中马氏体可看做是淬火态马氏体, 焊后回火过程中母材又经历了一次回火, 相当于母材总的回火时间比焊缝长, 因此, 回火后母材硬度仍低于焊缝.
图5 热处理前后焊接接头硬度分布
Fig.5 Microhardness distributions across the weld joint of as-welded and after tempering (BM—base metal, HAZ—heat affected zone, WM—weld metal)
图6 焊缝位错密度分布
Fig.6 TEM images of the weld metal showing dislocation densities of as-welded (a) and after tempering at 750 ℃ for 2 h (b)
2.3 焊接接头拉伸性能
回火前后焊接接头的拉伸性能如图7所示. 可见, 焊态下, 焊接接头抗拉强度s b 最高, 为714 MPa, 延伸率d 仅为12.1%, 高温回火后, 随温度升高, 接头强度逐渐降低, 延伸率逐渐升高. 回火温度为780 ℃时, 接头强度降到630 MPa, 延伸率提高到19%, 相比于焊态, 其强度下降了84 MPa, 但延伸率提高了6.9%. 说明回火使焊接接头的强度稍有降低, 却显著提高了其塑性. 实验发现, 接头拉伸断裂位置均出现在母材, 表明回火前后, 焊接接头各区域中母材强度最低, 这与图5中母材为焊接接头中硬度最低部分相一致.
图7 焊接接头拉伸性能
Fig.7 Tensile properties of weld joint of as-welded and after tempering
2.4 焊缝冲击性能
采用图8的方法观察冲击断口截面形貌, 分析沟槽对测量焊缝冲击韧性的作用. 不带沟槽冲击试样(标准Charpy V型冲击试样)和带沟槽冲击试样断口截面形貌如图9所示. 可以看出, 不带沟槽冲击试样并不完全沿焊缝断裂, 在靠近表面的地方, 裂纹由焊缝途经热影响区扩展至母材, 形成45°剪切唇, 因此用标准Charpy V 型冲击试样无法获得完全的焊缝断口, 造成焊缝的冲击韧性测试不准确. 从图9b可以看出, 带沟槽的冲击试样整个断口均沿焊缝断裂, 说明采用带沟槽的冲击试样能准确测量焊缝冲击韧性. 材料表面的沟槽增加了表面的束缚, 使其应力三轴度提高, 表面塑性变形被抑制, 因而能有效消除剪切唇的产生[26 ,27 ] .
图8 冲击断口截面分析示意图
Fig.8 Schematic of transverse section analysis of impact specimen
图9 普通Charpy V型冲击断口与带沟槽V型冲击断口焊缝截面形貌
Fig.9 Cross section morphologies of Charpy V-notch specimen (a) and V-notch specimen with side grooves (b)
为了便于比较, 焊缝及母材均采用带沟槽试样的冲击值. 焊态下, 焊缝冲击韧性差, 冲击功仅为12 J, 远低于母材(220 J). 回火后, 焊缝冲击韧性显著提高, 690 ℃时, 其冲击功为235 J, 随回火温度升高, 焊缝冲击韧性呈上升趋势, 720, 750和780 ℃时冲击功分别达到250, 258和263 J. 由前面分析可知, 焊态下, 焊缝组织为C饱和的板条马氏体, 加上焊接快速冷却过程中残余应力的存在, 因此焊缝冲击韧性差. 回火后, 大量碳化物析出, 马氏体过饱和度降低, 位错密度下降, 同时焊接残余应力得以消除, 因而焊缝冲击韧性明显提高, 其冲击功随回火温度升高而增加. 比较发现, 当回火温度为690和720 ℃时, 虽然温度低于母材回火温度(750 ℃), 其冲击功却大于母材, 这与马氏体冲击功随回火温度升高而增加相矛盾. 这是由于焊缝中除了马氏体外, 还有少量的d 铁素体存在. 由前面硬度分析可知, 焊缝中马氏体为硬相, 而d 铁素体为软相. 相对较软的d 铁素体能够在一定程度上缓解冲击加载过程中d 铁素体与马氏体界面上的应力集中, 少量d 铁素体具有提高马氏体冲击韧性的作用[28 ] .本实验条件下, 焊缝中d 铁素体体积分数为1.6%, 由于焊缝中少量d 铁素体的存在, 使得焊缝在低于母材回火温度热处理时, 其冲击功高于母材.
2.5 断口形貌
热处理前后焊缝的断口形貌如图10所示. 图10a为焊态下焊缝冲击断口宏观形貌照片, 可见, 断口表面平整, 无明显塑性变形, 属于脆性断裂. 其微观断口形貌(图10c)可观察到大量解理“台阶”和“河流”花样, 表明其断裂机制为解理型断裂. 焊态下, 由于板条马氏体中大量位错缠结, 其塑性变形能力差, 冲击加载过程中容易产生应力集中, 当应力达到解理断裂临界应力时, 便诱发解理断裂. 由于不同温度热处理后, 焊缝冲击功均在230 J以上且冲击功差别不大, 焊缝表现出良好的冲击韧性, 观察发现其冲击断口形貌无明显差异, 因此, 本工作仅以750 ℃焊缝冲击断口为例分析其断裂机制. 从图10b中可以看出, 750 ℃回火后, 焊缝宏观断口有明显塑性变形, 属于延性断裂. 观察其微观形貌(图10d)可知, 断口上分布大量韧窝, 其断裂方式为微孔聚集型断裂. 由图4可知, 高温回火过程中, 焊缝中析出大量碳化物, 冲击加载时, 微孔容易在碳化物与基体的界面上形核, 这些微孔在冲击过程中逐渐长大, 相邻微孔聚集形成韧窝, 最终引发断裂.
图10 焊态及750 ℃, 2 h热处理焊缝断口形貌
Fig.10 Macro (a, b) and Micro (c, d) SEM fractographs of weld metal of as-welded (a, c) and after tempering at 750 ℃ for 2 h (b, d)
3 结论
(1) 9Cr2WVTa钢电子束焊接焊缝室温组织由板条马氏体和d 铁素体组成, 高温回火后, 大量M23 C6 型碳化物析出, 随回火温度升高, 碳化物数量增多并进一步长大.
(2) 焊态下, 焊缝硬度高于母材, 回火后, 随温度升高, 硬度逐渐降低, 780 ℃回火后, 焊缝硬度仍略高于经历了两次回火后的母材硬度. 焊接接头拉伸断裂位置均出现在母材.
(3) 采用带沟槽的冲击试样能完全获得焊缝断口, 使焊缝冲击韧性测试更加准确. 焊缝冲击测试表明, 焊态下焊缝冲击韧性差, 远低于母材, 回火后, 焊缝冲击韧性明显提高, 由于焊缝中少量 d 铁素体的存在, 使得焊缝在较低温度回火时其冲击功高于母材.
参考文献
文献选项
[1]
Shiba K Enoeda M Jitsukawa S J Nucl Mater, 2004; 329 -333 : 243
[本文引用: 1]
[2]
Yang C G Yan W Wang W Shan Y Y Yang K Acta Metall Sin , 2011 ; 47 : 917
(杨春光 , 严 伟 , 王 威 , 单以银 , 杨 柯 . 金属学报 , 2011 ; 47 : 917 )
[3]
Yvon P Carre F J Nucl Mater , 2009 ; 385 : 217
[4]
Klimiankou M Lindau R Moslang A Micron , 2005 ; 36 : 1
[本文引用: 1]
[5]
Klueh R L Int Mater Rev , 2005 ; 50 : 287
[本文引用: 1]
[6]
Kohyama A Mater Trans , 2005 ; 46 : 384
[7]
Kurtz R J Abe K Chernov V M Hoelzer D T Matsui H J Nucl Mater, 2004; 329 -333 : 47
[8]
Pilloni L Attura F Calza-Bini A De Santis G Filacchioni G Carosi A Amato S J Nucl Mater , 1998 ; 258-263 : 1329
[本文引用: 1]
[9]
Jiang Z Z Huang J H Chen S H Ju X Trans Chin Weld Inst , 2011 ; 32 (3 ): 45
[本文引用: 2]
(姜志忠 , 黄继华 , 陈树海 , 巨 新 . 焊接学报 , 2011 ; 32 (3 ): 45 )
[本文引用: 2]
[10]
Cho S Kim D H Ahn M Y J Nucl Mater, 2009; 386 -388 : 491
[本文引用: 1]
[11]
Rensman J van Osch E V Horsten M G d'Hulst D S J Nucl Mater , 2000 ; 283-287 : 1201
[本文引用: 1]
[12]
Schaeffler A L Metall Prog , 1974 ; 106 : 227
[本文引用: 2]
[13]
Hu X Q Xiao N M Luo X H Li D Z Acta Metall Sin , 2009 ; 45 : 553
[本文引用: 1]
(胡小强 , 肖纳敏 , 罗兴宏 , 李殿中 . 金属学报 , 2009 ; 45 : 553 )
[本文引用: 1]
[14]
Wang P Lu S P Xiao N M Li Y Y Mater Sci Eng , 2010 ; A527 : 3210
[15]
Onoro J 2006 ; 83 : 540
[16]
Lippold J C J Nucl Mater , 1981 ; 103-104 : 1127
[17]
Fenn R Jordan M F Met Technol , 1982 ; 9 : 327
[18]
Elmer J W Allen S M Eagar T W Metall Trans , 1989 ; 20A : 2117
[本文引用: 1]
[19]
Kokawa H Kuwana T Yamamoto A Weld J , 1989 ; 68 : 92
[本文引用: 1]
[20]
Wen T Hu X F Song Y Y Yan D S Rong L J Acta Metall Sin , 2014 ; 50 : 447
[本文引用: 1]
(温 涛 , 胡小锋 , 宋元元 , 闫德胜 , 戎利建 . 金属学报 , 2014 ; 50 : 447 )
[本文引用: 1]
[21]
Atamert S King J E Acta Mater , 1991 ; 39 : 273
[本文引用: 1]
[22]
Jayaram R Klueh R L Metall Mater Trans , 1998 ; 29A : 1551
[本文引用: 1]
[23]
Kim S H Moon H K Kang T Lee C S Mater Sci Eng , 2003 ; A356 : 390
[本文引用: 1]
[24]
Pesicka J Kuzel R Dronhofer A Eggeler G Acta Mater , 2003 ; 51 : 4847
[本文引用: 1]
[25]
Pesicka J Dronhofer A Eggeller G Mater Sci Eng , 2004 ; A387-389 : 176
[本文引用: 1]
[26]
Ohashi M J Mater Sci , 2007 ; 42 : 9877
[本文引用: 1]
[27]
Green G Knott J F Met Technol , 1975 ; 2 : 422
[本文引用: 1]
[28]
Anderko K Schafer L Matterna-Morros E J Nucl Mater , 1991 ; 179-181 : 492
[本文引用: 1]
1
... 低活化铁素体/马氏体钢(RAFM钢)相比于奥氏体钢具有低的热膨胀系数、高的热导率和较低的辐照脆化敏感性而受到广泛关注, 成为加速器驱动次临界系统(ADS)的主要候选结构材料[1 -4 ] . 9Cr2WVTa钢是低活化铁素体/马氏体钢的一种, 相比于其它RAFM钢(如F82H, JLF-1, EUROFER97等), 因辐照对其韧脆转变温度TDBTT 影响较小而成为关注的热点[5 -8 ] . ...
1
2005
... 低活化铁素体/马氏体钢(RAFM钢)相比于奥氏体钢具有低的热膨胀系数、高的热导率和较低的辐照脆化敏感性而受到广泛关注, 成为加速器驱动次临界系统(ADS)的主要候选结构材料[1 -4 ] . 9Cr2WVTa钢是低活化铁素体/马氏体钢的一种, 相比于其它RAFM钢(如F82H, JLF-1, EUROFER97等), 因辐照对其韧脆转变温度TDBTT 影响较小而成为关注的热点[5 -8 ] . ...
1
2005
... 低活化铁素体/马氏体钢(RAFM钢)相比于奥氏体钢具有低的热膨胀系数、高的热导率和较低的辐照脆化敏感性而受到广泛关注, 成为加速器驱动次临界系统(ADS)的主要候选结构材料[1 -4 ] . 9Cr2WVTa钢是低活化铁素体/马氏体钢的一种, 相比于其它RAFM钢(如F82H, JLF-1, EUROFER97等), 因辐照对其韧脆转变温度TDBTT 影响较小而成为关注的热点[5 -8 ] . ...
1
1998
... 低活化铁素体/马氏体钢(RAFM钢)相比于奥氏体钢具有低的热膨胀系数、高的热导率和较低的辐照脆化敏感性而受到广泛关注, 成为加速器驱动次临界系统(ADS)的主要候选结构材料[1 -4 ] . 9Cr2WVTa钢是低活化铁素体/马氏体钢的一种, 相比于其它RAFM钢(如F82H, JLF-1, EUROFER97等), 因辐照对其韧脆转变温度TDBTT 影响较小而成为关注的热点[5 -8 ] . ...
2
2011
... 焊接是ADS结构部件重要的加工组装工艺, 焊接接头通常被认为是结构连接的薄弱环节, 良好的焊接质量是ADS安全运行的保障. 电子束焊接具有焊缝深宽比大、热影响区小、焊缝成形性好的特点, 是RAFM钢重要的加工连接工艺. 目前对9Cr2WVTa钢电子束焊接性能的研究鲜有报道. 姜志忠等[9 ] 对中国低活化马氏体钢(CLAM钢)电子束焊接性的研究表明, 焊态下焊接接头硬度显著升高, 焊后热处理是消除这种硬化现象的重要手段. Cho等[10 ] 研究认为, 焊后热处理消除了焊接快速凝固过程中产生的残余应力, 使F82H钢焊缝力学性能基本达到母材水平. 因此, 制定合理的热处理工艺对于改善RAFM钢的电子束焊接性能至关重要. 电子束焊接属于高能束焊接方法, 其焊缝窄, 常规的Charpy冲击样品难以保证断口完全处于焊缝区. Rensman等[11 ] 在对焊缝冲击性能的研究中发现, 焊缝冲击样品从焊缝中心穿过热影响区断裂, 因此仅获得部分的焊缝断口, 造成焊缝冲击性能测试结果不准确. 因此, 准确测量电子束焊缝的冲击性能是评价焊接工艺及热处理制度的前提. ...
... 不锈钢室温组织受铁素体稳定化元素(等效为Cr当量)和奥氏体稳定化元素(等效为Ni当量)共同影响, 根据这两者的含量可估计其室温组织[12 ] . 根据 Schaeffler 相图[12 ] 计算, 室温下, 焊缝应为全马氏体组织, 与图3a焊缝中出现d 铁素体相矛盾. 这是因为d 铁素体的形成除了受成分的影响外, 还与凝固条件有关[13 -18 ] . 分析本实验材料焊缝组织形成过程, 平衡凝固条件下, 液态金属首先进入d +L两相区, 在随后的冷却过程中, 发生包晶反应d +L→g , 液态金属逐渐被消耗, 凝固终了进入d +g 两相区, 在进一步冷却过程中, d 相发生固态相变转变成g 相, 由于电子束焊接凝固过程中冷却速率快, d →g 相变反应不充分, 因此部分d 铁素体保存至室温, 而g 相在冷却过程中直接转变成马氏体. 本实验中, d 铁素体为多边形, 与CLAM钢钨极氩弧(TIG)焊[9 ] 中观察到的d 铁素体形态类似. ...
2
2011
... 焊接是ADS结构部件重要的加工组装工艺, 焊接接头通常被认为是结构连接的薄弱环节, 良好的焊接质量是ADS安全运行的保障. 电子束焊接具有焊缝深宽比大、热影响区小、焊缝成形性好的特点, 是RAFM钢重要的加工连接工艺. 目前对9Cr2WVTa钢电子束焊接性能的研究鲜有报道. 姜志忠等[9 ] 对中国低活化马氏体钢(CLAM钢)电子束焊接性的研究表明, 焊态下焊接接头硬度显著升高, 焊后热处理是消除这种硬化现象的重要手段. Cho等[10 ] 研究认为, 焊后热处理消除了焊接快速凝固过程中产生的残余应力, 使F82H钢焊缝力学性能基本达到母材水平. 因此, 制定合理的热处理工艺对于改善RAFM钢的电子束焊接性能至关重要. 电子束焊接属于高能束焊接方法, 其焊缝窄, 常规的Charpy冲击样品难以保证断口完全处于焊缝区. Rensman等[11 ] 在对焊缝冲击性能的研究中发现, 焊缝冲击样品从焊缝中心穿过热影响区断裂, 因此仅获得部分的焊缝断口, 造成焊缝冲击性能测试结果不准确. 因此, 准确测量电子束焊缝的冲击性能是评价焊接工艺及热处理制度的前提. ...
... 不锈钢室温组织受铁素体稳定化元素(等效为Cr当量)和奥氏体稳定化元素(等效为Ni当量)共同影响, 根据这两者的含量可估计其室温组织[12 ] . 根据 Schaeffler 相图[12 ] 计算, 室温下, 焊缝应为全马氏体组织, 与图3a焊缝中出现d 铁素体相矛盾. 这是因为d 铁素体的形成除了受成分的影响外, 还与凝固条件有关[13 -18 ] . 分析本实验材料焊缝组织形成过程, 平衡凝固条件下, 液态金属首先进入d +L两相区, 在随后的冷却过程中, 发生包晶反应d +L→g , 液态金属逐渐被消耗, 凝固终了进入d +g 两相区, 在进一步冷却过程中, d 相发生固态相变转变成g 相, 由于电子束焊接凝固过程中冷却速率快, d →g 相变反应不充分, 因此部分d 铁素体保存至室温, 而g 相在冷却过程中直接转变成马氏体. 本实验中, d 铁素体为多边形, 与CLAM钢钨极氩弧(TIG)焊[9 ] 中观察到的d 铁素体形态类似. ...
1
... 焊接是ADS结构部件重要的加工组装工艺, 焊接接头通常被认为是结构连接的薄弱环节, 良好的焊接质量是ADS安全运行的保障. 电子束焊接具有焊缝深宽比大、热影响区小、焊缝成形性好的特点, 是RAFM钢重要的加工连接工艺. 目前对9Cr2WVTa钢电子束焊接性能的研究鲜有报道. 姜志忠等[9 ] 对中国低活化马氏体钢(CLAM钢)电子束焊接性的研究表明, 焊态下焊接接头硬度显著升高, 焊后热处理是消除这种硬化现象的重要手段. Cho等[10 ] 研究认为, 焊后热处理消除了焊接快速凝固过程中产生的残余应力, 使F82H钢焊缝力学性能基本达到母材水平. 因此, 制定合理的热处理工艺对于改善RAFM钢的电子束焊接性能至关重要. 电子束焊接属于高能束焊接方法, 其焊缝窄, 常规的Charpy冲击样品难以保证断口完全处于焊缝区. Rensman等[11 ] 在对焊缝冲击性能的研究中发现, 焊缝冲击样品从焊缝中心穿过热影响区断裂, 因此仅获得部分的焊缝断口, 造成焊缝冲击性能测试结果不准确. 因此, 准确测量电子束焊缝的冲击性能是评价焊接工艺及热处理制度的前提. ...
1
2000
... 焊接是ADS结构部件重要的加工组装工艺, 焊接接头通常被认为是结构连接的薄弱环节, 良好的焊接质量是ADS安全运行的保障. 电子束焊接具有焊缝深宽比大、热影响区小、焊缝成形性好的特点, 是RAFM钢重要的加工连接工艺. 目前对9Cr2WVTa钢电子束焊接性能的研究鲜有报道. 姜志忠等[9 ] 对中国低活化马氏体钢(CLAM钢)电子束焊接性的研究表明, 焊态下焊接接头硬度显著升高, 焊后热处理是消除这种硬化现象的重要手段. Cho等[10 ] 研究认为, 焊后热处理消除了焊接快速凝固过程中产生的残余应力, 使F82H钢焊缝力学性能基本达到母材水平. 因此, 制定合理的热处理工艺对于改善RAFM钢的电子束焊接性能至关重要. 电子束焊接属于高能束焊接方法, 其焊缝窄, 常规的Charpy冲击样品难以保证断口完全处于焊缝区. Rensman等[11 ] 在对焊缝冲击性能的研究中发现, 焊缝冲击样品从焊缝中心穿过热影响区断裂, 因此仅获得部分的焊缝断口, 造成焊缝冲击性能测试结果不准确. 因此, 准确测量电子束焊缝的冲击性能是评价焊接工艺及热处理制度的前提. ...
2
1974
... 不锈钢室温组织受铁素体稳定化元素(等效为Cr当量)和奥氏体稳定化元素(等效为Ni当量)共同影响, 根据这两者的含量可估计其室温组织[12 ] . 根据 Schaeffler 相图[12 ] 计算, 室温下, 焊缝应为全马氏体组织, 与图3a焊缝中出现d 铁素体相矛盾. 这是因为d 铁素体的形成除了受成分的影响外, 还与凝固条件有关[13 -18 ] . 分析本实验材料焊缝组织形成过程, 平衡凝固条件下, 液态金属首先进入d +L两相区, 在随后的冷却过程中, 发生包晶反应d +L→g , 液态金属逐渐被消耗, 凝固终了进入d +g 两相区, 在进一步冷却过程中, d 相发生固态相变转变成g 相, 由于电子束焊接凝固过程中冷却速率快, d →g 相变反应不充分, 因此部分d 铁素体保存至室温, 而g 相在冷却过程中直接转变成马氏体. 本实验中, d 铁素体为多边形, 与CLAM钢钨极氩弧(TIG)焊[9 ] 中观察到的d 铁素体形态类似. ...
... [12 ]计算, 室温下, 焊缝应为全马氏体组织, 与图3a焊缝中出现d 铁素体相矛盾. 这是因为d 铁素体的形成除了受成分的影响外, 还与凝固条件有关[13 -18 ] . 分析本实验材料焊缝组织形成过程, 平衡凝固条件下, 液态金属首先进入d +L两相区, 在随后的冷却过程中, 发生包晶反应d +L→g , 液态金属逐渐被消耗, 凝固终了进入d +g 两相区, 在进一步冷却过程中, d 相发生固态相变转变成g 相, 由于电子束焊接凝固过程中冷却速率快, d →g 相变反应不充分, 因此部分d 铁素体保存至室温, 而g 相在冷却过程中直接转变成马氏体. 本实验中, d 铁素体为多边形, 与CLAM钢钨极氩弧(TIG)焊[9 ] 中观察到的d 铁素体形态类似. ...
1
2009
... 不锈钢室温组织受铁素体稳定化元素(等效为Cr当量)和奥氏体稳定化元素(等效为Ni当量)共同影响, 根据这两者的含量可估计其室温组织[12 ] . 根据 Schaeffler 相图[12 ] 计算, 室温下, 焊缝应为全马氏体组织, 与图3a焊缝中出现d 铁素体相矛盾. 这是因为d 铁素体的形成除了受成分的影响外, 还与凝固条件有关[13 -18 ] . 分析本实验材料焊缝组织形成过程, 平衡凝固条件下, 液态金属首先进入d +L两相区, 在随后的冷却过程中, 发生包晶反应d +L→g , 液态金属逐渐被消耗, 凝固终了进入d +g 两相区, 在进一步冷却过程中, d 相发生固态相变转变成g 相, 由于电子束焊接凝固过程中冷却速率快, d →g 相变反应不充分, 因此部分d 铁素体保存至室温, 而g 相在冷却过程中直接转变成马氏体. 本实验中, d 铁素体为多边形, 与CLAM钢钨极氩弧(TIG)焊[9 ] 中观察到的d 铁素体形态类似. ...
1
2009
... 不锈钢室温组织受铁素体稳定化元素(等效为Cr当量)和奥氏体稳定化元素(等效为Ni当量)共同影响, 根据这两者的含量可估计其室温组织[12 ] . 根据 Schaeffler 相图[12 ] 计算, 室温下, 焊缝应为全马氏体组织, 与图3a焊缝中出现d 铁素体相矛盾. 这是因为d 铁素体的形成除了受成分的影响外, 还与凝固条件有关[13 -18 ] . 分析本实验材料焊缝组织形成过程, 平衡凝固条件下, 液态金属首先进入d +L两相区, 在随后的冷却过程中, 发生包晶反应d +L→g , 液态金属逐渐被消耗, 凝固终了进入d +g 两相区, 在进一步冷却过程中, d 相发生固态相变转变成g 相, 由于电子束焊接凝固过程中冷却速率快, d →g 相变反应不充分, 因此部分d 铁素体保存至室温, 而g 相在冷却过程中直接转变成马氏体. 本实验中, d 铁素体为多边形, 与CLAM钢钨极氩弧(TIG)焊[9 ] 中观察到的d 铁素体形态类似. ...
1
1989
... 不锈钢室温组织受铁素体稳定化元素(等效为Cr当量)和奥氏体稳定化元素(等效为Ni当量)共同影响, 根据这两者的含量可估计其室温组织[12 ] . 根据 Schaeffler 相图[12 ] 计算, 室温下, 焊缝应为全马氏体组织, 与图3a焊缝中出现d 铁素体相矛盾. 这是因为d 铁素体的形成除了受成分的影响外, 还与凝固条件有关[13 -18 ] . 分析本实验材料焊缝组织形成过程, 平衡凝固条件下, 液态金属首先进入d +L两相区, 在随后的冷却过程中, 发生包晶反应d +L→g , 液态金属逐渐被消耗, 凝固终了进入d +g 两相区, 在进一步冷却过程中, d 相发生固态相变转变成g 相, 由于电子束焊接凝固过程中冷却速率快, d →g 相变反应不充分, 因此部分d 铁素体保存至室温, 而g 相在冷却过程中直接转变成马氏体. 本实验中, d 铁素体为多边形, 与CLAM钢钨极氩弧(TIG)焊[9 ] 中观察到的d 铁素体形态类似. ...
1
1989
... 图4a~e为9Cr2WVTa钢焊态和不同温度回火后的焊缝组织SEM像. 由图4a可见, 焊态下焊缝中的碳化物数量较少, 这是由于析出相形成过程受扩散控制[19 ,20 ] , 焊接快速冷却条件下, 合金元素扩散受到抑制, 因此析出相数量少. 690 ℃回火后(图4b), 焊缝中析出大量细小弥散碳化物. 随回火温度升高(图4c~e), 碳化物逐渐增多并进一步长大. 780 ℃回火后碳化物的典型形貌如图4f所示. 这些碳化物沿马氏体板条界、原奥氏体晶界、d 铁素体与马氏体的界面分布, 使得焊态下板条马氏体组织经回火后变为仍具有明显板条特征的回火马氏体组织. 根据EDS分析结果和相关文献[21 ,22 ] 可知, 这些碳化物主要为M23 C6 (M=Fe, Cr). 焊接冷却过程中得到的马氏体可看成是过饱和的a 固溶体, 回火过程中, 过饱和的C和合金元素以合金碳化物的形式从基体中析出. 马氏体板条界和原奥氏体晶界是元素快速扩散通道, 因此碳化物容易在这些地方形核长大. d 铁素体中铁素体形成元素Cr, W等含量高, 马氏体中C含量高, 回火过程中, 这些元素倾向于从晶内扩散到d 铁素体和马氏体的界面上并聚集, 形成碳化物[23 ] . ...
1
2014
... 图4a~e为9Cr2WVTa钢焊态和不同温度回火后的焊缝组织SEM像. 由图4a可见, 焊态下焊缝中的碳化物数量较少, 这是由于析出相形成过程受扩散控制[19 ,20 ] , 焊接快速冷却条件下, 合金元素扩散受到抑制, 因此析出相数量少. 690 ℃回火后(图4b), 焊缝中析出大量细小弥散碳化物. 随回火温度升高(图4c~e), 碳化物逐渐增多并进一步长大. 780 ℃回火后碳化物的典型形貌如图4f所示. 这些碳化物沿马氏体板条界、原奥氏体晶界、d 铁素体与马氏体的界面分布, 使得焊态下板条马氏体组织经回火后变为仍具有明显板条特征的回火马氏体组织. 根据EDS分析结果和相关文献[21 ,22 ] 可知, 这些碳化物主要为M23 C6 (M=Fe, Cr). 焊接冷却过程中得到的马氏体可看成是过饱和的a 固溶体, 回火过程中, 过饱和的C和合金元素以合金碳化物的形式从基体中析出. 马氏体板条界和原奥氏体晶界是元素快速扩散通道, 因此碳化物容易在这些地方形核长大. d 铁素体中铁素体形成元素Cr, W等含量高, 马氏体中C含量高, 回火过程中, 这些元素倾向于从晶内扩散到d 铁素体和马氏体的界面上并聚集, 形成碳化物[23 ] . ...
1
2014
... 图4a~e为9Cr2WVTa钢焊态和不同温度回火后的焊缝组织SEM像. 由图4a可见, 焊态下焊缝中的碳化物数量较少, 这是由于析出相形成过程受扩散控制[19 ,20 ] , 焊接快速冷却条件下, 合金元素扩散受到抑制, 因此析出相数量少. 690 ℃回火后(图4b), 焊缝中析出大量细小弥散碳化物. 随回火温度升高(图4c~e), 碳化物逐渐增多并进一步长大. 780 ℃回火后碳化物的典型形貌如图4f所示. 这些碳化物沿马氏体板条界、原奥氏体晶界、d 铁素体与马氏体的界面分布, 使得焊态下板条马氏体组织经回火后变为仍具有明显板条特征的回火马氏体组织. 根据EDS分析结果和相关文献[21 ,22 ] 可知, 这些碳化物主要为M23 C6 (M=Fe, Cr). 焊接冷却过程中得到的马氏体可看成是过饱和的a 固溶体, 回火过程中, 过饱和的C和合金元素以合金碳化物的形式从基体中析出. 马氏体板条界和原奥氏体晶界是元素快速扩散通道, 因此碳化物容易在这些地方形核长大. d 铁素体中铁素体形成元素Cr, W等含量高, 马氏体中C含量高, 回火过程中, 这些元素倾向于从晶内扩散到d 铁素体和马氏体的界面上并聚集, 形成碳化物[23 ] . ...
1
1991
... 图4a~e为9Cr2WVTa钢焊态和不同温度回火后的焊缝组织SEM像. 由图4a可见, 焊态下焊缝中的碳化物数量较少, 这是由于析出相形成过程受扩散控制[19 ,20 ] , 焊接快速冷却条件下, 合金元素扩散受到抑制, 因此析出相数量少. 690 ℃回火后(图4b), 焊缝中析出大量细小弥散碳化物. 随回火温度升高(图4c~e), 碳化物逐渐增多并进一步长大. 780 ℃回火后碳化物的典型形貌如图4f所示. 这些碳化物沿马氏体板条界、原奥氏体晶界、d 铁素体与马氏体的界面分布, 使得焊态下板条马氏体组织经回火后变为仍具有明显板条特征的回火马氏体组织. 根据EDS分析结果和相关文献[21 ,22 ] 可知, 这些碳化物主要为M23 C6 (M=Fe, Cr). 焊接冷却过程中得到的马氏体可看成是过饱和的a 固溶体, 回火过程中, 过饱和的C和合金元素以合金碳化物的形式从基体中析出. 马氏体板条界和原奥氏体晶界是元素快速扩散通道, 因此碳化物容易在这些地方形核长大. d 铁素体中铁素体形成元素Cr, W等含量高, 马氏体中C含量高, 回火过程中, 这些元素倾向于从晶内扩散到d 铁素体和马氏体的界面上并聚集, 形成碳化物[23 ] . ...
1
1998
... 图4a~e为9Cr2WVTa钢焊态和不同温度回火后的焊缝组织SEM像. 由图4a可见, 焊态下焊缝中的碳化物数量较少, 这是由于析出相形成过程受扩散控制[19 ,20 ] , 焊接快速冷却条件下, 合金元素扩散受到抑制, 因此析出相数量少. 690 ℃回火后(图4b), 焊缝中析出大量细小弥散碳化物. 随回火温度升高(图4c~e), 碳化物逐渐增多并进一步长大. 780 ℃回火后碳化物的典型形貌如图4f所示. 这些碳化物沿马氏体板条界、原奥氏体晶界、d 铁素体与马氏体的界面分布, 使得焊态下板条马氏体组织经回火后变为仍具有明显板条特征的回火马氏体组织. 根据EDS分析结果和相关文献[21 ,22 ] 可知, 这些碳化物主要为M23 C6 (M=Fe, Cr). 焊接冷却过程中得到的马氏体可看成是过饱和的a 固溶体, 回火过程中, 过饱和的C和合金元素以合金碳化物的形式从基体中析出. 马氏体板条界和原奥氏体晶界是元素快速扩散通道, 因此碳化物容易在这些地方形核长大. d 铁素体中铁素体形成元素Cr, W等含量高, 马氏体中C含量高, 回火过程中, 这些元素倾向于从晶内扩散到d 铁素体和马氏体的界面上并聚集, 形成碳化物[23 ] . ...
1
2003
... 图4a~e为9Cr2WVTa钢焊态和不同温度回火后的焊缝组织SEM像. 由图4a可见, 焊态下焊缝中的碳化物数量较少, 这是由于析出相形成过程受扩散控制[19 ,20 ] , 焊接快速冷却条件下, 合金元素扩散受到抑制, 因此析出相数量少. 690 ℃回火后(图4b), 焊缝中析出大量细小弥散碳化物. 随回火温度升高(图4c~e), 碳化物逐渐增多并进一步长大. 780 ℃回火后碳化物的典型形貌如图4f所示. 这些碳化物沿马氏体板条界、原奥氏体晶界、d 铁素体与马氏体的界面分布, 使得焊态下板条马氏体组织经回火后变为仍具有明显板条特征的回火马氏体组织. 根据EDS分析结果和相关文献[21 ,22 ] 可知, 这些碳化物主要为M23 C6 (M=Fe, Cr). 焊接冷却过程中得到的马氏体可看成是过饱和的a 固溶体, 回火过程中, 过饱和的C和合金元素以合金碳化物的形式从基体中析出. 马氏体板条界和原奥氏体晶界是元素快速扩散通道, 因此碳化物容易在这些地方形核长大. d 铁素体中铁素体形成元素Cr, W等含量高, 马氏体中C含量高, 回火过程中, 这些元素倾向于从晶内扩散到d 铁素体和马氏体的界面上并聚集, 形成碳化物[23 ] . ...
1
2003
... 回火前后焊接接头硬度分布如图5所示. 可见, 同一状态下, 焊缝硬度最高, 从焊缝与热影响区边界到热影响区与母材边界, 硬度逐渐降低, 母材为焊接接头中硬度最低的部分. 焊态下的焊缝平均硬度为429 HV. 690 ℃回火后, 焊缝硬度显著降低, 平均硬度为281 HV, 随回火温度升高, 焊缝硬度逐渐下降, 当温度提高到780 ℃时, 焊缝平均硬度降至224 HV. 需要指出的是, 焊缝中d 铁素体是较软的相, 焊态下, 其平均硬度为210 HV, 回火后, 其硬度下降, 780 ℃回火时, 其平均硬度降到154 HV. 可见, 同一状态下, d 铁素体硬度均低于焊缝及母材的平均硬度, 由于其体积分数很低, 仅为1.6%, 可以推测, 少量d 铁素体的存在不会对焊缝性能造成明显影响. 焊缝硬度高于母材主要来自于马氏体的作用. 焊接快速冷却过程类似于淬火过程, 因此, 焊缝中的马氏体可看作是淬火态马氏体, 由于大量溶质原子固溶在基体中, 这些溶质原子产生固溶强化效果, 提高了焊缝硬度. 焊态下焊缝中的马氏体板条由高密度位错组成(图6a), 淬火态板条马氏体中位错密度可达到1015 ~1016 m- 2[24 ] . 这些位错相互缠结, 运动困难, 同时位错与过饱和的溶质原子产生强烈交互作用, 产生位错强化效果, 进一步提高了焊缝硬度, 而母材是回火马氏体组织, 因此焊态下焊缝硬度远高于母材. 回火过程中, 焊缝中过饱和的溶质原子以碳化物形式从基体中析出(图4b~e), 随回火温度升高, 析出相增多, 马氏体的过饱和度不断下降, 加上回火过程中, 位错可发生攀移, 异号位错相消, 马氏体中位错密度下降(图6b), 回火马氏体位错密度为1014 m- 2 , 相比于淬火态, 其位错密度下降了1~2个数量级[25 ] . 因此, 回火后, 焊缝硬度明显下降. 由于母材原始状态为回火马氏体组织, 焊缝中马氏体可看做是淬火态马氏体, 焊后回火过程中母材又经历了一次回火, 相当于母材总的回火时间比焊缝长, 因此, 回火后母材硬度仍低于焊缝. ...
1
2004
... 回火前后焊接接头硬度分布如图5所示. 可见, 同一状态下, 焊缝硬度最高, 从焊缝与热影响区边界到热影响区与母材边界, 硬度逐渐降低, 母材为焊接接头中硬度最低的部分. 焊态下的焊缝平均硬度为429 HV. 690 ℃回火后, 焊缝硬度显著降低, 平均硬度为281 HV, 随回火温度升高, 焊缝硬度逐渐下降, 当温度提高到780 ℃时, 焊缝平均硬度降至224 HV. 需要指出的是, 焊缝中d 铁素体是较软的相, 焊态下, 其平均硬度为210 HV, 回火后, 其硬度下降, 780 ℃回火时, 其平均硬度降到154 HV. 可见, 同一状态下, d 铁素体硬度均低于焊缝及母材的平均硬度, 由于其体积分数很低, 仅为1.6%, 可以推测, 少量d 铁素体的存在不会对焊缝性能造成明显影响. 焊缝硬度高于母材主要来自于马氏体的作用. 焊接快速冷却过程类似于淬火过程, 因此, 焊缝中的马氏体可看作是淬火态马氏体, 由于大量溶质原子固溶在基体中, 这些溶质原子产生固溶强化效果, 提高了焊缝硬度. 焊态下焊缝中的马氏体板条由高密度位错组成(图6a), 淬火态板条马氏体中位错密度可达到1015 ~1016 m- 2[24 ] . 这些位错相互缠结, 运动困难, 同时位错与过饱和的溶质原子产生强烈交互作用, 产生位错强化效果, 进一步提高了焊缝硬度, 而母材是回火马氏体组织, 因此焊态下焊缝硬度远高于母材. 回火过程中, 焊缝中过饱和的溶质原子以碳化物形式从基体中析出(图4b~e), 随回火温度升高, 析出相增多, 马氏体的过饱和度不断下降, 加上回火过程中, 位错可发生攀移, 异号位错相消, 马氏体中位错密度下降(图6b), 回火马氏体位错密度为1014 m- 2 , 相比于淬火态, 其位错密度下降了1~2个数量级[25 ] . 因此, 回火后, 焊缝硬度明显下降. 由于母材原始状态为回火马氏体组织, 焊缝中马氏体可看做是淬火态马氏体, 焊后回火过程中母材又经历了一次回火, 相当于母材总的回火时间比焊缝长, 因此, 回火后母材硬度仍低于焊缝. ...
1
2007
... 采用图8的方法观察冲击断口截面形貌, 分析沟槽对测量焊缝冲击韧性的作用. 不带沟槽冲击试样(标准Charpy V型冲击试样)和带沟槽冲击试样断口截面形貌如图9所示. 可以看出, 不带沟槽冲击试样并不完全沿焊缝断裂, 在靠近表面的地方, 裂纹由焊缝途经热影响区扩展至母材, 形成45°剪切唇, 因此用标准Charpy V 型冲击试样无法获得完全的焊缝断口, 造成焊缝的冲击韧性测试不准确. 从图9b可以看出, 带沟槽的冲击试样整个断口均沿焊缝断裂, 说明采用带沟槽的冲击试样能准确测量焊缝冲击韧性. 材料表面的沟槽增加了表面的束缚, 使其应力三轴度提高, 表面塑性变形被抑制, 因而能有效消除剪切唇的产生[26 ,27 ] . ...
1
1975
... 采用图8的方法观察冲击断口截面形貌, 分析沟槽对测量焊缝冲击韧性的作用. 不带沟槽冲击试样(标准Charpy V型冲击试样)和带沟槽冲击试样断口截面形貌如图9所示. 可以看出, 不带沟槽冲击试样并不完全沿焊缝断裂, 在靠近表面的地方, 裂纹由焊缝途经热影响区扩展至母材, 形成45°剪切唇, 因此用标准Charpy V 型冲击试样无法获得完全的焊缝断口, 造成焊缝的冲击韧性测试不准确. 从图9b可以看出, 带沟槽的冲击试样整个断口均沿焊缝断裂, 说明采用带沟槽的冲击试样能准确测量焊缝冲击韧性. 材料表面的沟槽增加了表面的束缚, 使其应力三轴度提高, 表面塑性变形被抑制, 因而能有效消除剪切唇的产生[26 ,27 ] . ...
1
1991
... 为了便于比较, 焊缝及母材均采用带沟槽试样的冲击值. 焊态下, 焊缝冲击韧性差, 冲击功仅为12 J, 远低于母材(220 J). 回火后, 焊缝冲击韧性显著提高, 690 ℃时, 其冲击功为235 J, 随回火温度升高, 焊缝冲击韧性呈上升趋势, 720, 750和780 ℃时冲击功分别达到250, 258和263 J. 由前面分析可知, 焊态下, 焊缝组织为C饱和的板条马氏体, 加上焊接快速冷却过程中残余应力的存在, 因此焊缝冲击韧性差. 回火后, 大量碳化物析出, 马氏体过饱和度降低, 位错密度下降, 同时焊接残余应力得以消除, 因而焊缝冲击韧性明显提高, 其冲击功随回火温度升高而增加. 比较发现, 当回火温度为690和720 ℃时, 虽然温度低于母材回火温度(750 ℃), 其冲击功却大于母材, 这与马氏体冲击功随回火温度升高而增加相矛盾. 这是由于焊缝中除了马氏体外, 还有少量的d 铁素体存在. 由前面硬度分析可知, 焊缝中马氏体为硬相, 而d 铁素体为软相. 相对较软的d 铁素体能够在一定程度上缓解冲击加载过程中d 铁素体与马氏体界面上的应力集中, 少量d 铁素体具有提高马氏体冲击韧性的作用[28 ] .本实验条件下, 焊缝中d 铁素体体积分数为1.6%, 由于焊缝中少量d 铁素体的存在, 使得焊缝在低于母材回火温度热处理时, 其冲击功高于母材. ...












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}