
王和斌 , 张金祥
, 张金祥
WANG Hebin, ZHANG Jinxiang
中图分类号: TG142.1
通讯作者:
修回日期: 2014-04-29
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
王和斌, 男, 1985年生, 博士生
展开
摘要
采用喷射成形快速凝固技术制备了M3型高速钢和以Nb代V的M3型高速钢. 利用SEM(EDS), XRD, OM, TEM, HRTEM研究了Nb对M3型高速钢组织的影响和其组织演变. 结果表明, 喷射成形消除了宏观偏析, 细化了组织, 以Nb代V, 可在共晶反应前析出MC型碳化物, 使其球形化、均匀分布, 由于消耗大量C, 共晶M2C碳化物数量减少, 促使更多W和Mo固溶进基体. 均匀分布的高热稳定性含Nb-MC型碳化物能阻碍奥氏体化过程中晶粒长大, 但难以固溶, 使得回火过程中主要析出与基体共格的M2C型碳化物. 喷射成形含Nb钢硬度和弯曲强度高于ASP23钢, 大量硬质MC碳化物易于产生应力集中, 使其韧性稍低于ASP23.
关键词:
Abstract
The billets of M3 high speed steel (HSS) with or without niobium addition were prepared via spray forming and compared with traditional cast steels with same composition, followed by hot forged and heat treated. The corresponding microstructure evolutions of steels induced by niobium have been investigated using SEM with EDS, XRD, OM, TEM and HRTEM. The results show that finer and uniformly-distributed grains without macrosegregation appear in the as-deposited HSS that are different to the as-cast HSS, 1% (mass fraction) niobium addition can promote the formation of primary MC-type carbides before onset of eutectic reaction, which can make the MC particles refined and evenly distributed. Niobium mainly contribute to the primary MC-type carbides by consuming carbon, the eutectic reaction is suppressed and the quantity of M2C eutectic carbides decrease, leading to more W and Mo atoms dissolve into matrix. Compared to spray formed M3 HSS, the niobium alloying M3 HSS possesses higher stability during austenitization, induced by the high stabilization of Nb-containing MC carbides, which can pin the grain boundaries and keep the grain size of primary austenite below that of spray formed M3 HSS. The quenched hardness of niobium-containing steel is remarkably higher, while the over tempering hardness of it is a little below than that of M3 HSS, it is related to the difference of dissolution rate of carbides during austenitization and the precipitation behavior of the secondary carbides after tempering. The amount of Nb-containing MC carbides are hard to dissolve into matrix, additionally, lower content of M2C carbides are in the as-deposited steel, leading to the larger numbers of nano-scaled M2C secondary carbides precipitate after tempering. Spray formed niobium-containing steel has a more advanced hardness and bending strength compared with ASP23, but possesses a lower impact toughness due to that the stress concentration can easily caused by mass of harder MC carbides distributed in matrix.
Keywords:
高速钢具有高的硬度、一定的塑韧性、高耐磨性以及良好的红硬性, 广泛应用于制作加工工业所使用的刀具, 也部分用于模具、轴承等有特殊要求的部件[1-3]. 高速钢碳化物形成元素达到20%~30%, 在冷却速率缓慢的传统铸造过程中往往导致偏析严重, 粗大的共晶碳化物沿晶界分布, 大大降低了高速钢的塑韧性[1,4], 必须施以大的热变形使碳化物破碎均匀分布, 但热变形过程中易于变形开裂.
粉末冶金能避免传统铸造高速钢凝固过程中产生的粗大一次碳化物, 提高高速钢的加工性能和综合力学性能[5-7], 但其制造工艺复杂、工序繁琐, 大幅提高了粉末冶金高速钢的制造成本. 喷射成形工艺具有快速凝固的特点, 能有效抑制宏观偏析, 细化组织, 提高固溶度[5,8-13], 在高合金钢制备方面具有较大的优势[14-20]. Nb相对于V, 对C具有更强的亲和力, 高温下形成的NbC具有更高硬度和热稳定性, 能有效地细化组织, 提高材料的强韧性. 但随着Nb含量的提高, NbC过于粗大, 影响材料的最终性能. 喷射成形工艺的高冷速作用能抑制NbC的析出、长大, 因此, 基于喷射成形技术开发Nb含量较高的高速钢成为可能[21]. 高速钢正常淬火温度下, NbC很难固溶进基体, 对二次硬化几乎不产生作用, 因此为获得足够的回火二次硬度, 必须维持一定量的固溶V. 本研究采用1%(质量分数, 下同)的Nb替代0.5%的V, 结合喷射成形工艺, 在不降低二次硬化能力的基础上, 优化组织, 提高材料的热稳定性和耐磨性.
实验用M3和MN1高速钢的化学成分见表1. M2高速钢作为母合金, 采用中频感应加热炉感应加热重熔, 加入适量C, W, Mo, Cr, Fe-V和Fe-Nb, 在1520~1550 ℃保温10~15 min, 除渣后浇注到中间包, 浇注温度为1550 ℃, 中间包过热100 ℃, 钢液经N2雾化后沉积在距雾化器450~500 mm的旋转氧化铝陶瓷基板上.
表1 实验材料的化学成分
Table 1 Chemical compositions of experimental steels
| Steel | C | W | Mo | Cr | V | Nb | Si | Mn | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| M3 | 1.29 | 6.37 | 5.11 | 4.12 | 2.97 | - | 0.30 | 0.27 | 0.0025 | Bal. |
| MN1 | 1.26 | 6.26 | 5.07 | 4.05 | 2.41 | 1.05 | 0.23 | 0.21 | 0.0029 | Bal. |
从沉积坯切取直径为60 mm的试样用于热加工, 在950~1150 ℃锻造成直径为16 mm的棒样. 分别从沉积坯和锻后棒样中切取试样用于组织观察和热处理. 经机械研磨、抛光和浸蚀后(浸蚀剂为8%硝酸酒精溶液), 采用SUPRA55型场发射扫描电子显微镜(SEM)和APD-10型X射线衍射仪(Cu靶Ka辐射, 工作电压40 kV, 步长0.02°, 扫描速度6°/min)观察其组织、形貌和分析相组成. 对退火态样品分别在1180和1220 ℃保温20 min后油淬处理, 回火温度为500~650 ℃, 回火3次, 每次1 h. 试样经研磨、抛光后采用HR-150D型洛氏硬度测试仪对硬度进行测试, 每个试样测量5个点取平均值. 未溶碳化物体积分数测算采用IPP软件, 每组样品采用30张1000倍SEM照片测算取平均值. 平均晶粒尺寸测量采用金相法, 选取15张500倍金相照片, 利用截线法统计取平均值. 透射电镜试样采用电解双喷制取, 电解液为10%高氯酸, 75%乙醇和15%丙三醇, 温度-10 ℃, 电流20 mA. 采用H-800和Tecnai F20透射电镜(TEM)在200 kV下观察.
在锻造态棒坯上制取5 mm×10 mm×55 mm无缺口试样, 利用JB-30B试验机进行冲击韧性测试; 制取5 mm×5 mm×50 mm试样, 在MTS Landmark实验机上进行弯曲强度测试. 选用商用ASP23钢用同样的热处理工艺进行对比实验, 退火后, 选用1020, 1060, 1100, 1140和1180 ℃ 5个淬火温度, 回火温度统一选取560 ℃. 为防止氧化脱碳, 用于力学性能测试试样均密封在充有Ar气的真空石英管中热处理.
图1所示为沉积态M3 (图1a)与MN1 (图1b)组织的SEM像. 可见, 二者均为等轴晶组织, 平均晶粒尺寸分别为25和21 mm, 表明1%Nb能微弱地细化沉积态晶粒. 金属模铸造态M3为枝晶组织(图1c), 粗大的共晶M2C团沿晶界分布(尺度达到40 mm), 不规则粗大块状MC相分布于枝晶末端, 表明喷射成形的高冷速作用能极大细化共晶组织, 提高组织均匀性. 沉积态M3组织中沿晶界分布着不规则块状MC和层片状M2C (图1a). 而沉积态MN1中MC数量明显多于沉积态M3, 且形状趋于球形化, 大部分沿晶界分布, 少量分布于晶内, 其尺寸由沉积态M3中的5~10 mm减小到4~6 mm. 同时, 沿晶界分布的层片状M2C数量减少, 表明Nb的引入, 能促使MC增加而降低M2C片层数目, 一部分MC先于共晶反应于晶内析出, 且其尺寸和分布得到优化. 表2所示为沉积态M3和MN1中一次碳化物的EDS分析结果. 这说明, Nb的添加, 使得M3高速钢中富V的MC转变成V-Nb复合型MC, 且少部分的Nb取代V固溶进M2C.
图1 沉积态和铸造态试样的SEM像
Fig.1 SEM images of the as-deposited M3 (a) and MN1 (b), and as-cast M3 (c) steels
表2 沉积态M3和MN1中一次碳化物的EDS分析结果
Table 2 EDS analysis of the main carbides in the spray formed M3 and MN1 high speed steels (HSSs)
| Steel | Carbide | W | Mo | Cr | V | Nb | Fe |
|---|---|---|---|---|---|---|---|
| M3 | MC | 8.63 | 11.73 | 3.99 | 70.44 | - | 5.21 |
| M2C | 17.57 | 32.57 | 13.33 | 23.13 | - | 13.39 | |
| MN1 | MC | 10.22 | 14.84 | 3.36 | 40.78 | 24.70 | 6.10 |
| M2C | 18.93 | 29.88 | 11.31 | 17.08 | 7.17 | 15.62 |
图2示出了沉积态M3和MN1的XRD谱. 可见, 沉积态组织均由a-Fe, g-Fe, M2C和MC组成, MN1中MC峰向低角度方向偏移, 这是由于Nb的原子半径大于V, MC中部分V被Nb取代, 使得MC晶格常数增大; 同时, 沉积态MN1中存在少量的M6C, 表明1%Nb的引入导致共晶M2C开始转变成共晶M6C. 这是由于Nb较V与C结合形成MC的能力更强, 消耗了大量的C, 从而降低剩余液相中C浓度, 抑制共晶反应, 使得层片状M2C数目减少, 同时易于形成富含合金元素的M6C. 研究[22-25]表明, Nb的添加, 促使M2C转变成M6C. 沉积态MN1中MC部分V被Nb取代, 同时M2C数目得到减少, 从而使得基体固溶更多W和Mo, 提高固溶度, 有利于耐磨性和热稳定性的提高.
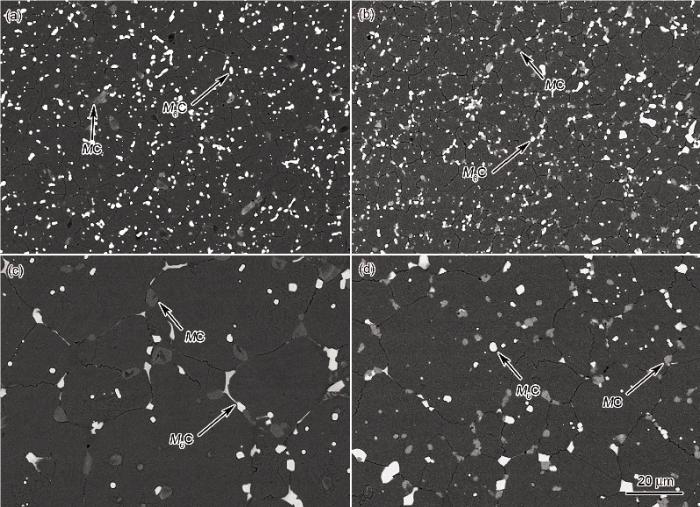
经1180和1220 ℃奥氏体化后淬火, 锻态高速钢组织由马氏体、残余奥氏体以及部分未溶碳化物组成(图3). 通过对比沉积态组织, 可以看到, 沿晶界分布的M2C已经转变为颗粒状均匀分布的M6C, 由于M2C是亚稳相[26-29], 在锻造之前的高温退火过程中即发生转变: M2C+g →M6C+MC, 生成较为稳定的M6C与MC. 有研究[26,27]表明喷射成形高速钢形成的M2C较薄, 在1000 ℃以上很容易发生分解, 形成均匀分布的碳化物颗粒, 有利于奥氏体化过程中碳化物固溶, 为回火处理提供优异的组织基础.
含Nb的MC较为稳定, 弥散分布在晶界上, 能阻碍奥氏体化过程中的晶粒长大, 使得1220 ℃淬火后MN1晶粒尺寸明显小于M3. M3高速钢的平均晶粒尺寸由1180 ℃的9.5 mm攀升至26 mm; 而MN1高速钢平均晶粒尺寸仅为17.9 mm (1180 ℃为7.8 mm). 在高温奥氏体化过程中, 球化弥散的Nb-V复合MC分布于晶界, 相对于富V的MC, 显示出更强的热稳定性, 1220 ℃淬火过程中富V-MC明显聚集粗化, 而含Nb-MC仍呈均匀弥散的颗粒状分布, 能有效阻碍奥氏体化过程中晶粒的过分长大. 同时, M3高速钢中的M6C在1220 ℃下明显过热, 特别是在“三叉晶界”处形成细长的尾状组织, 而MN1高速钢中M6C过热不明显, 这与其化学成分有关, Nb合金化后, M6C化学成分发生变化, 其W含量升高, Mo含量降低, 少量的Nb取代V, 导致其热稳定性增强.
Fig.3 SEM images of the as-deformed M3 (a, c) and MN1 (b, d) HSSs after quenching at 1180 ℃ (a, b) and 1220 ℃ (c, d)
表3所示为1180和1220 ℃淬火后碳化物体积分数、残余奥氏体含量、a-Fe晶格常数以及淬火态硬度. 可知, 随着淬火温度升高, 对于同一种钢, 固溶进基体的碳化物、a-Fe晶格常数和残余奥氏体含量随之增加. 淬火温度为1180 ℃时, M3和MN1的a-Fe晶格常数分别为0.29043和0.29099 nm, 残余奥氏体含量分别为17.12%和21.56%, 淬火态硬度MN1略高于M3. 由于MS (奥氏体转变成马氏体温度)随着固溶进g-Fe的C和合金元素的增加而降低, 1180 ℃淬火过程中, MN1固溶进基体的碳化物总体积分数高于M3, 其MS温度降低, 残余奥氏体含量较高. 而MN1钢中未溶的MC却远高于M3, 表明固溶进基体的主要为含W和Mo的M6C, 由于Nb的引入, 使得MC数量增多, 热稳定性增加, 在奥氏体化过程中难以固溶进基体, 导致固溶V含量降低. 而W和Mo原子大于Fe原子, 其固溶进基体引起的a-Fe晶格畸变强烈, 使得a-Fe晶格常数增加. 在残余奥氏体含量较低时, 淬火态硬度主要由马氏体的固溶强化决定, 因此MN1钢硬度略高于M3. 随着淬火温度升高, M3钢中M6C碳化物大量固溶进基体, MC发生聚集粗化, 使得固溶进基体的W和Mo含量增加, V含量降低, a-Fe晶格常数和残余奥氏体含量随之增加, 淬火温度过高时, 残余奥氏体含量对硬度起主导作用, 表现为淬火态M3硬度低于MN1硬度.
表3 1180和1220 ℃淬火后碳化物体积分数、残余奥氏体含量、a-Fe晶格常数以及淬火态硬度
| Temperature | Steel | Xt (Xm) | a(a-Fe) | Va | Vd | Vr | Hardness |
|---|---|---|---|---|---|---|---|
| ℃ | HRC | ||||||
| % | nm | % | % | % | |||
| 1180 | M3 | 6.06 (1.38) | 0.29043 | 27.84 | 21.78 | 17.12 | 65.8 |
| MN1 | 8.11 (3.87) | 0.29099 | 31.55 | 23.44 | 21.56 | 66.1 | |
| 1220 | M3 | 5.93 (2.38) | 0.29117 | 27.84 | 21.91 | 25.43 | 64.1 |
| MN1 | 7.39 (3.44) | 0.29154 | 31.55 | 24.16 | 23.33 | 64.8 |
高速钢淬火后, 经过500~600 ℃ 3次回火, 残余奥氏体逐渐消除, 大量细小弥散的纳米级碳化物沿着孪晶界或在片状马氏体内析出, 从而引起二次硬化. 有研究[30,31]发现, 较低温度回火, 在马氏体内仍存在M3C(渗碳体型), 呈长条状, 大多沿孪晶界分布, 长150~180 nm, 长径比为5~8, 而随着回火温度的升高, M3C逐渐消失, 取而代之的是含Mo和V的M2C和MC.
图4 MN1和M3钢经580 ℃ 3次回火的TEM像和相应的SAED谱
Fig.4 TEM images of MN1 (a~d) and M3 (e, f) after tempering at 580 ℃ for three times (Insets in Figs.4a and e show corresponding SAED patterns)
图4所示为M3和MN1经580 ℃ 3次回火后的TEM像. 可见, MN1钢马氏体内存在大量弥散分布的长条状析出, 其尺寸为8~20 nm (图4a和b). Wang和Dunlop[30]对高速钢回火析出相与a-Fe位向关系进行了研究, 认为M2C析出呈长针状, 与a-Fe位向关系满足Pitsch-Schrader关系, 而MC沿着(100)a面生长, 呈盘状, 与a-Fe符合Baker-Nutting关系. SAED (图4a右上插图)表征条状析出物为具有hcp结构的M2C, 其中M2C的
图5a所示为M3钢和MN1钢1180 ℃淬火后的回火硬度曲线. 可见, M3和MN1钢回火硬度峰值均出现在560 ℃, 超过峰值后, MN1钢回火硬度低于M3钢. 如2.3节分析, 1%Nb的添加, 使得更多W和Mo进入基体, 由于大量未溶含Nb-MC的存在, 使其固溶的V含量降低, 导致回火析出大量含Mo的M2C, 其强化效果和热稳定不如富V的MC, 在较高温度回火时, 容易聚集长大, 使其强化效果降低. 图5b~d分别为MN1钢与商用ASP23 (其化学成分与M3钢相当)在不同淬火温度下的硬度、弯曲强度以及冲击功. 随着淬火温度的提高, 高速钢基体内合金元素固溶度提高, 回火后硬度也相应提高. MN1钢与 ASP23钢变化趋势相同, 由于喷射成形高速钢组织均匀, Nb的合金化作用使基体内固溶的合金元素多, 使得在同样热处理制度下MN1钢硬度相对ASP23高1~2 HRC (图5b). 从图5c可看出, 高速钢经淬火-回火调质处理后, 喷射成形MN1钢强度要高于ASP23, 与硬度曲线一致, 在1140 ℃淬火, 560 ℃回火条件下, MN1和ASP23钢弯曲强度分别为3360和2750 MPa, 表明喷射成形含Nb高速钢的硬度和强度要优于真空烧结粉末高速钢. 材料硬度的提高一般意味着韧性的下降, 从图5d可看出, 随着硬度提高, MN1和ASP23的冲击功随之降低, 但是在同一硬度下, ASP23钢冲击韧性要略高于MN1钢, MN1钢在硬度为64.3 HRC时, 冲击功为13 J, 略低于ASP23钢, 这是由于MN1中硬质MC碳化物含量较高, 在冲击过程中易于产生应力集中, 韧性稍差.
图5 M3, MN1钢和ASP23的力学性能曲线
Fig.5 Curves of mechanical properties of M3, MN1 and ASP23 steels
图6是MN1和ASP23经过1180 ℃淬火, 560 ℃回火, 冲击后的断口形貌. 从宏观上来, 看高速钢冲击断裂是脆性断裂, 但是局部区域也存在韧窝, 表明发生过塑性变形, 出现明显的撕裂棱, 而碳化物与基体的脱粘以及颗粒的解理断裂是材料的主要失效方式. MN1钢中硬质相更多, 在变形过程中更容易产生应力集中, 颗粒的解理断裂与脱粘更为明显, 其韧性相对ASP23要小.
图6 MN1和APS23室温冲击断口形貌
Fig.6 Impact fracture morphologies of MN1 (a) and ASP23 (b)
(1) 通过引入1%Nb替代V, 采用喷射成形工艺, 能有效球形化MC, 使其数量增加, 分布更为均匀. Nb主要参与形成MC, 在共晶反应前即已析出, 消耗大量C, 使得共晶M2C减少, 并开始向共晶M6C转变.
(2) 含Nb的MC比富V的MC更稳定, 大量分布于晶界, 能有效阻碍奥氏体化过程中晶粒长大. MN1钢中存在大量难溶的含Nb-MC, 使得固溶进基体的V减少, 而W和Mo增加, 其在回火过程中, 析出大量均匀弥散、与基体共格的M2C; 而M3钢回火过程中析出的主要为与基体共格且热稳定性更高的MC.
(3) 相同热处理制度下, MN1钢硬度和弯曲强度均高于真空烧结粉末高速钢ASP23, 而冲击韧性略低, MN1钢在硬度为64.3 HRC时, 冲击功为13 J, 在淬火温度为1140 ℃, 回火温度560 ℃时, 弯曲强度为3360 MPa, 高于粉末冶金高速钢的2750 MPa.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}