对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀.
低碳钢具有良好的加工性和焊接性, 且成本低, 是我国高放废物地质处置包装容器的重要候选材料. 但目前几乎没有关于低碳钢焊接接头缝隙腐蚀行为的研究报道. 因此, 本工作选择低碳钢Q235, 针对我国地质处置库候选地区甘肃北山的地下处置环境, 研究其焊接接头在不同温度和不同含氧量的地下水模拟溶液中的缝隙腐蚀行为, 并分析其腐蚀特征与焊接接头不同区域组织之间的联系, 旨在为进一步研究包装容器材料在我国特定地质处置环境下的服役性能和机制提供理论指导和实验依据.
1 实验方法
实验材料为低碳钢Q235板材, 其化学成分(质量分数, %)为: C 0.18, Si 0.25, Mn 0.50, P 0.016, S 0.018, Fe余量. 经氩弧焊焊接后的试样尺寸为50 mm×25 mm×3 mm, 焊缝区位于沿试样长度方向的中间位置, 宽约5 mm. 试样用砂纸打磨至150号, 并用丙酮擦洗除油、脱水, 吹干. 按照GB/T10127-2002进行缝隙腐蚀浸泡实验, 由聚四氟乙烯圆柱与板状试样接触构成缝隙, 聚四氟乙烯的直径为12.7 mm, 高为12.7 mm. 实验溶液为模拟我国甘肃北山地下水溶液, 成分(mmol/L)为: Na+ 44.65, K+ 0.42, Ca2+ 5.15, Mg2+ 2.13, F- 0.10, Cl- 32.54, Br- 0.0007, HCO3 - 2.30, NO3 - 0.49, SO4 2 - 11.19. 实验条件分别为25 ℃有氧、25 ℃除氧、90 ℃有氧和90 ℃除氧, 浸泡时间分别为30, 90和180 d. 除氧溶液通过通入N2 1.5 h进行除氧. 每种条件下采用3组平行试样.
采用4%的硝酸酒精浸蚀试样, 利用LEICA DFC450光学显微镜(OM)观察焊接接头不同区域的金相组织. 采用500 mL HCl+500 mL H2 O+3.5 g C6 H12 N4 除锈溶液完全去除浸泡后试样表面的腐蚀产物, 用Dektak150表面轮廓仪测量不同区域的缝隙腐蚀深度, 在Evo18型扫描电镜(SEM)下观察去膜后试样的表面形貌, 分析焊接接头不同区域的腐蚀特征.
从Q235焊接接头切取10 mm×5 mm×3 mm的纯焊缝区和母材区试样, 以及10 mm×2 mm×3 mm的热影响区试样, 在试样背面焊接导线并将工作面以外的其它部分用环氧树脂封装, 焊缝区、母材区和热影响区的工作面积分别为0.5, 0.5和0.2 cm2 . 用CS 350电化学工作站测量各区域室温下在模拟溶液中的开路电位. Pt片为辅助电极, Ag/AgCl固体电极为参比电极.
2 实验结果
2.1 金相组织
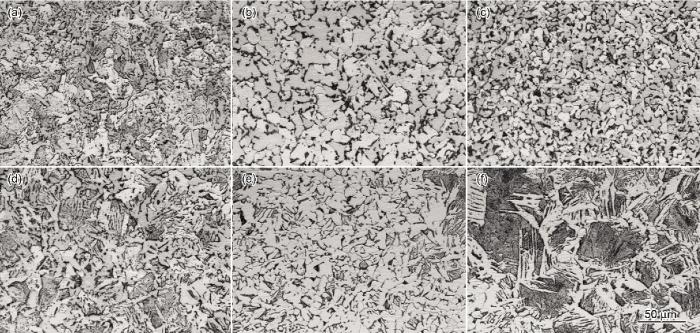
图1是Q235焊接接头各区域的金相组织. 图1a为母材区, 组织为铁素体和珠光体, 分布较均匀; 图1b为部分相变区, 组织为粗大的铁素体和细小的珠光体; 图1c为细晶区, 珠光体和铁素体均匀分布, 晶粒细小; 图1d为过热区, 由部分聚集的铁素体和珠光体组成, 晶粒较粗大; 图1e为熔合区, 该区域组织为大量聚集的铁素体; 图1f为焊缝区, 可见大量魏氏组织, 其特征是先共析铁素体沿奥氏体晶界呈网状析出, 或从奥氏体晶粒内部沿一定方向析出, 具有长短不一的粗针状或条片状, 直接插入珠光体之中, 晶粒较热影响区和母材显著增大.
2.2 90 ℃时氧对Q235焊接接头缝隙腐蚀的影响
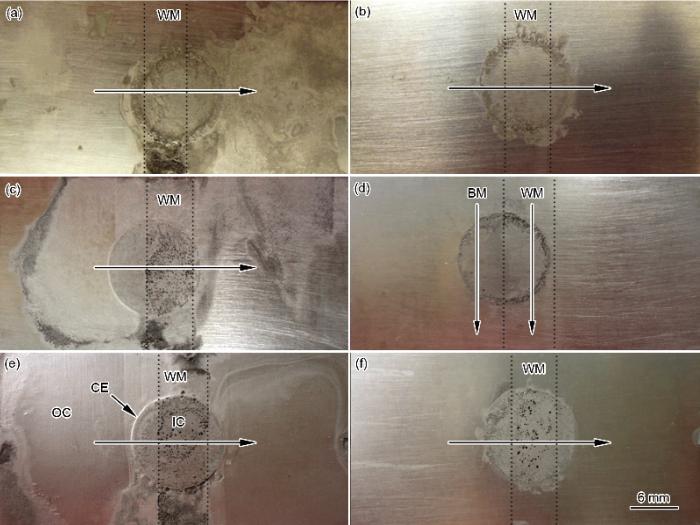
图2为Q235焊接接头在90 ℃地下水模拟溶液中浸泡不同时间后除去腐蚀产物膜后的宏观形貌. 细虚线之间的区域为焊缝区. 表1给出了不同区域的腐蚀深度, 采用轮廓仪进行多次测量, 缝隙内和缝隙边缘均取6个最大腐蚀深度的平均值, 缝隙外取整个区域腐蚀深度的平均值. 轮廓仪在试样上划过的方向如图2中箭头所示. 实验周期为30和180 d时焊缝区位于缝隙内大约中心位置, 实验周期为90 d时缝隙内一侧为焊缝区, 一侧为热影响区及母材区, 以便于观察焊缝区与母材区腐蚀情况的差别.
从图2a, c和e可见, 在90 ℃有氧溶液中浸泡30 d后, 缝隙边缘呈台阶状凸起, 没有出现明显的腐蚀坑. 浸泡90 d后, 缝隙内焊缝区出现了明显的孔洞, 180 d后孔洞显著增大. 缝隙外部分区域发生了明显腐蚀, 特别是焊缝区出现了明显的局部腐蚀, 由于试样倾斜放置, 在重力作用下离子趋向于沉积到溶液下部, 使试样下部的腐蚀程度比上部要严重; 从30到180 d发生腐蚀的区域面积逐渐增大, 到180 d时缝隙外整个焊缝区几乎全部发生了较严重的腐蚀. 从图2b, d和f可见, 在90 ℃除氧溶液中, 浸泡30和90 d后几乎只有缝隙边缘发生了较明显的腐蚀, 且焊缝区比母材区的腐蚀明显严重, 缝隙内腐蚀不明显; 浸泡180 d后缝隙内焊缝区出现大量孔洞. 30, 90和180 d缝隙外都能看见清晰的划痕, 说明缝隙外腐蚀极轻.
图1 Q235焊接接头不同区域的金相组织
Fig.1 Metallographic structures of different regions of Q235 weld joint
图2 Q235焊接接头在90 ℃模拟水溶液中浸泡不同时间去膜后的宏观形貌
Fig.2 Macro morphologies of Q235 weld joint with corrosion product removal after immersing for 30 d (a, b), 90 d (c, d) and 180 d (e, f) in the aerated (a, c, e) and deaerated (b, d, f) simulated groundwater at 90 ℃ (BM—base metal, WM—weld metal, IC—inside crevice, OC—outside crevice, CE—around crevice edge)
结合宏观形貌和腐蚀深度测量结果可知, Q235焊接接头在90 ℃模拟水溶液中浸泡不同时间后, 缝隙内外的腐蚀深度均随时间延长而增加. 浸泡相同时间后, 氧浓度的提高明显促进了缝隙内和缝隙外的腐蚀, 对缝隙边缘的腐蚀作用不明显.
2.3 25 ℃时Q235焊接接头的缝隙腐蚀行为
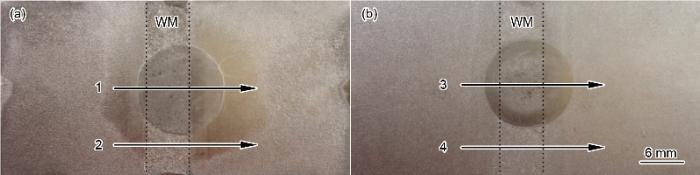
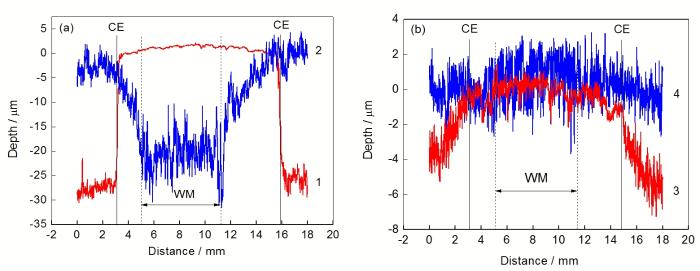
图3a和b分别为Q235焊接接头在25 ℃有氧和除氧的模拟溶液中浸泡180 d后去膜后的宏观形貌. 图4a和b分别为对应条件下的腐蚀深度, 轮廓仪划过方向如图3中箭头所示, 图4中曲线1~4分别对应图3中线1~4的测量结果. 图4中2条细直实线位置为缝隙边缘位置(CE), 细直虚线之间为焊缝区(WM).
图3 Q235焊接接头在25 ℃模拟溶液中浸泡180 d后去膜后的宏观形貌
Fig.3 Macro morphologies of Q235 weld joint with product removal after immersing for 180 d in the aerated (a) and deaerated (b) simulated groundwater at 25 ℃
图4 Q235焊接接头在25 ℃的模拟溶液中浸泡180 d后的缝隙腐蚀深度
Fig.4 Crevice corrosion depths of Q235 weld joints after immersing for 180 d in the aerated (a) and deaerated (b) simulated groundwater at 25 ℃ (The curves 1~4 are measured across the direction of lines 1~4 in Fig.3 respectively)
由图4a曲线1可见, 有氧条件下, Q235焊接接头缝隙内几乎没有发生腐蚀; 缝隙外发生了较均匀的腐蚀, 缝隙外相对于缝隙内的均匀腐蚀深度约为30 μm; 由曲线2可见, 缝隙外焊缝区比两侧的母材区的平均腐蚀深度要深大约25 mm, 熔合区比焊缝区腐蚀稍深, 为整个试样腐蚀最深的区域, 相对于缝隙内其最大腐蚀深度为66 mm. 由图4b曲线3可见, 除氧条件下, Q235焊接接头在缝隙内外的腐蚀都非常轻, 缝隙外比缝隙内腐蚀稍深; 由曲线4可见, 缝隙外焊缝区和母材区的腐蚀深度都极浅, 熔合区腐蚀深度相对较大.
表2比较了不同温度、不同氧浓度下浸泡180 d后试样不同区域的腐蚀深度. 可以发现, 高温时缝隙内或者缝隙边缘处发生了明显的局部腐蚀, 其腐蚀程度远大于缝隙外, 说明在90 ℃下发生了缝隙腐蚀. 而25 ℃时缝隙内几乎没有发生明显的腐蚀, 只有缝隙外发生了比较均匀的腐蚀, 说明25 ℃下没有发生明显的缝隙腐蚀. 由此说明, 对于有氧和除氧溶液, 高温都促进了缝隙腐蚀的发生.
2.4 90 ℃时缝隙内Q235焊接接头不同区域的腐蚀特征
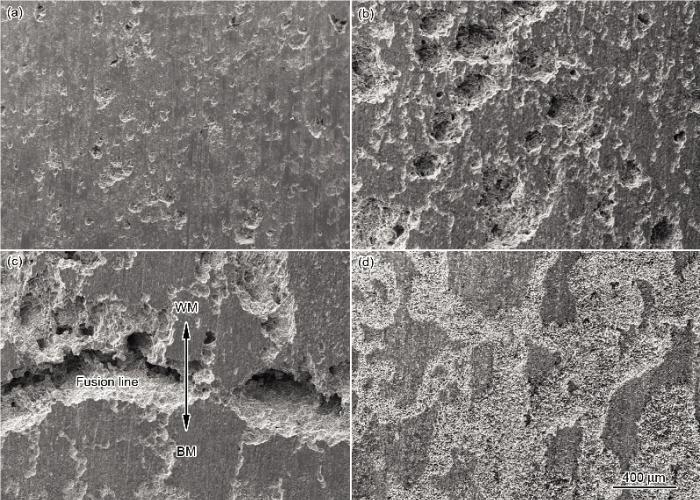
利用SEM观察了Q235焊接接头在90 ℃有氧模拟水溶液中浸泡不同时间后去膜后缝隙内的形貌, 如图5所示. 从图5a可以看出, 浸泡30 d后焊缝区便出现了很浅的孔洞. 90 d后孔洞变大变深, 如图5b所示; 熔合区出现一条明显的沟槽状腐蚀坑, 如图5c所示, 母材区则为大块连成片的较浅的腐蚀坑, 如图5d所示.
图5 Q235焊接接头在90 ℃有氧的模拟水溶液中浸泡不同时间去膜后缝隙内的SEM像
Fig.5 SEM images of Q235 weld joint inside the crevice after immersing for 30 d (a) and 90 d (b, c, d) in the aerated simulated groundwater at 90 ℃
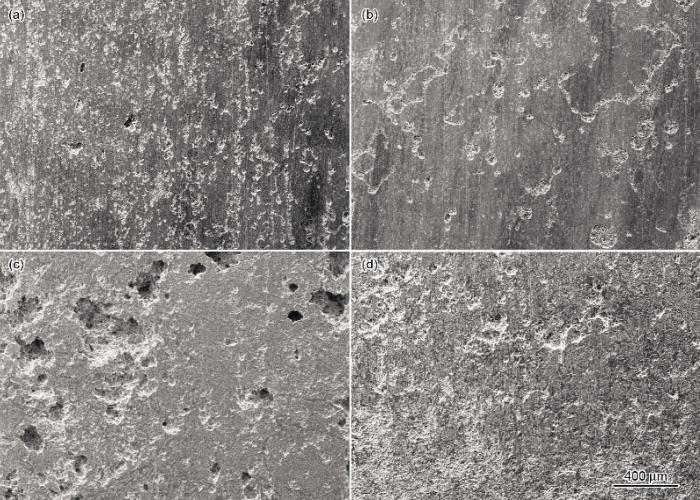
在除氧条件下, 浸泡30和90 d后缝隙内各区域的腐蚀深度都较浅, 浸泡90 d后缝隙内焊缝区和母材区的腐蚀形貌分别如图6a和b所示, 均出现了较浅的孔洞, 焊缝区的孔洞比母材区相对密集些; 180 d后两个区域的腐蚀形貌分别如图6c和d所示, 焊缝区的腐蚀明显比母材区严重, 出现大量孔洞, 比90 d时明显增大增深, 母材区的孔洞仍相对较小较浅.
3 分析讨论
缝隙腐蚀是由于缝隙内外电解质迁移困难而导致缝隙内外金属腐蚀行为出现差异的现象. 关于缝隙腐蚀的机理有着多种不同模型, 许多理论解释都和某种浓差电池有关, 比如金属离子浓差电池理论、氧浓差电池理论、活化-钝化电池理论和电压降理论[16 ,20 -22 ] 等. 这些不同的机理之间或许并不完全独立, 可能共同作用于某一腐蚀体系, 或某一机理在腐蚀的不同时期占主导地位.
图6 Q235焊接接头在90 ℃除氧的模拟水溶液中浸泡不同时间去膜后缝隙内的SEM像
Fig.6 SEM images of weld metal (a, c) and base metal (b, d) of Q235 weld joint inside the crevice after immersing for 90 d (a, b) and 180 d (c, d) in the deaerated simulated groundwater at 90 ℃
3.1 氧对Q235焊接接头缝隙腐蚀的影响
缝隙腐蚀可以根据是否存在潜伏期分为立即发生和延迟发生2种类型[21 ] . 缝隙内氧贫乏时如果某些区域的电位迅速低于发生缝隙腐蚀的临界电位, 缝隙腐蚀会立即发生, 沿着缝隙边缘向缝隙内方向会产生一个相当大的电压降, 使缝隙内活化区的电位降低. 对于发生活化腐蚀前存在潜伏期的缝隙腐蚀, 在缝隙内会先出现氢离子和氯离子的聚集; 这些离子会破坏钝化膜并引起很高的钝态电流, 增大缝隙内的电压降[16 ] 从而引发缝隙腐蚀.
在90 ℃有氧溶液中, 腐蚀初期, 缝隙内外都处于富氧状态, 整个试样表面发生较均匀的活性溶解. 随腐蚀进行, 90 d后, 缝隙内的氧逐渐贫乏, 电位降低, 缝隙内外形成“氧浓差电池”, 缝隙内为阳极区发生活性溶解, 电位进一步降低并出现酸化和高浓度Cl- 聚集. 由于焊缝区和熔合区的电位明显低于母材区和热影响区电位, 缝隙内电位很快下降至其临界腐蚀电位以下, 导致焊缝区和熔合区作为缝隙内的阳极区发生较严重的腐蚀, 出现大量孔洞, 母材区和热影响区则作为缝隙内的阴极区腐蚀较慢, 如图2和表1所示. 180 d后缝隙内继续酸化, 于是孔洞增大增深. 整个浸泡过程中, 缝隙外发生较均匀的腐蚀, 同时, 又由于缝隙内的活化溶解使缝隙边缘受到保护, 使缝隙边缘的腐蚀不明显.
在90 ℃除氧溶液中, 腐蚀初期, 缝隙内外都处于贫氧状态, 不能构成氧浓差电池, 整个试样表面上的阴极氧还原反应受到限制, 因此缝隙内和缝隙外都只能以极慢的速度发生腐蚀. 随腐蚀逐渐进行, 腐蚀反应生成的金属离子在紧靠缝隙边缘位置发生积聚, 形成“金属离子浓差电池”. 于是紧靠缝隙外缘的阳极位置出现加速溶解, 又由于缝隙边缘所占面积较小, 与缝隙内外形成“大阴极-小阳极”体系, 因此缝隙边缘腐蚀极快, 而缝隙内和缝隙外都作为阴极区被保护, 腐蚀极慢. 浸泡30和90 d后, “金属离子浓差电池”效应起主导作用, 因此缝隙边缘腐蚀深度远大于缝隙内外, 如表1所示. 随腐蚀继续进行, 侵蚀性离子Cl- 等进入缝隙内, 缝隙内的电位和pH值都会降低, 缝隙内和缝隙口出现电位差. 浸泡180 d后, 缝隙内聚集了足量的氯离子和氢离子, 引起保护性产物膜破裂, 从而导致高的钝态电流, 使部分区域的电位降超过了其临界电位降, 由钝态转变为活化态[21 ] . 电位最低的焊缝区和熔合区作为阳极区发生严重的局部腐蚀, 母材区作为阴极区腐蚀较慢, 如图2所示; 整个缝隙内的耦合电位低于缝隙边缘电位, 使缝隙边缘开始受到保护, 腐蚀深度不再增加; 缝隙外仍以极缓慢的速度进行腐蚀.
对比可发现, 90 ℃时, 有氧条件下缝隙内很快发生了活化腐蚀, 为“立即发生型”缝隙腐蚀, “氧浓差电池”效应起主导作用; 而除氧条件下浸泡180 d后缝隙内才观察到明显的局部腐蚀, 为“延迟发生型”缝隙腐蚀, “金属离子浓差电池”效应起主导作用.
3.2 温度对Q235焊接接头缝隙腐蚀的影响
从2.3节的结果可知, 焊接接头在25 ℃模拟溶液中浸泡180 d后没有发生缝隙腐蚀, 在90 ℃溶液中浸泡后发生了缝隙腐蚀. 提高温度对缝隙内、缝隙外及缝隙边缘的腐蚀都起到促进作用, 显著促进了缝隙内的腐蚀.
缝隙腐蚀的发生需要达到某一临界温度[23 ] , 对比25和90 ℃的结果可以推测, 25 ℃未达到这一临界温度, 此时缝隙内与Fe的溶解耦合的阴极过程由于缺氧而受到抑制, 因此腐蚀缓慢; 而缝隙外以较均匀的速度遭受腐蚀. 90 ℃已达到发生缝隙腐蚀的临界温度, 随着缝隙腐蚀的发生, 缝隙内pH值显著降低, Cl- 浓度增大, 电位迅速降低, 成为阳极区, 因此构成小阳极大阴极体系, 使缝隙内以很快的速度遭受局部腐蚀, 而缝隙外则受到保护, 腐蚀相对较慢. 但90 ℃时缝隙外的腐蚀仍比25 ℃时严重, 这是因为温度升高使传输过程及反应动力学加速, 从而增大了阳极反应速度.
3.3 Q235焊接接头不同区域的腐蚀
Q235焊接接头在不同温度和不同氧浓度的模拟溶液中浸泡后, 熔合区始终是整个焊接接头腐蚀最严重的区域, 90 ℃时更明显, 沿熔合线出现一条明显的沟槽状腐蚀坑. 焊缝区的腐蚀始终比母材区和热影响区更严重, 在高温浸泡后出现了大量孔洞.
从图1所示金相组织看, 焊缝区组织晶粒粗大, 显著大于其它区域的组织, 并出现了大量魏氏组织, 即大量针状铁素体沿晶界呈网状析出, 晶内为粗大的珠光体组织. 而热影响区和母材的组织为较均匀的铁素体和珠光体, 并且晶粒相对细小. 焊缝中的针状铁素体是位错数量最多的一种组织, 容易成为腐蚀孔形核处, 导致针状铁素体具有很大的腐蚀倾向. 同时, 针状铁素体会提高焊缝金属中的晶界面积, 而晶界本身就是高能活化区, 因此针状铁素体晶界面积的增多会加速焊缝金属的腐蚀[24 ] , 使焊缝区的腐蚀明显比母材和热影响区严重. 这一现象说明, 焊缝区出现孔洞的原因是由于粗大的魏氏铁素体组织造成的. 另外, 采用三电极体系测量了Q235焊接接头3个不同区域在模拟溶液中的开路电位, 焊缝区电位较低, 为-0.657V, 母材区和热影响区电位相对较高, 分别为-0.638和-0.620V. 金相与电化学结果一致表明: Q235焊接接头多个不同区域共同浸泡在模拟地下水溶液中时, 会构成一个多电极耦合体系. 焊缝区的电位最低, 作为阳极优先遭受腐蚀, 且腐蚀速度较大; 而热影响区和母材区电位相对较高, 作为阴极区受到保护, 腐蚀速度较慢.
Q235焊接接头的熔合区为大量铁素体聚集区, 由于铁素体的腐蚀电位低于珠光体, 大量聚集的铁素体使熔合区成为整个焊接接头中电位最低的区域, 因此熔合区腐蚀最快. 文献[12]也有报道, 熔合区是由焊条与母体材料边缘的熔化金属带在焊弧下形成的, 当焊弧过去后熔化带在很短的时间内仍然是熔化的, 新熔化的母体材料在熔化金属带边缘的扩散, 产生具有成分梯度的窄带. 在一些情况下, 这个区域相对于母体材料和焊接材料来说, 是很强的阳极, 接着发生的原电池效应就形成一个腐蚀的窄带.
4 结论
(1) Q235焊接接头在25 ℃模拟溶液中浸泡后没有发生缝隙腐蚀, 在90 ℃溶液中浸泡后发生了缝隙腐蚀. 升高温度对缝隙内外及缝隙边缘的腐蚀都起到促进作用.
(2) 90 ℃时, 氧浓度升高明显促进了Q235焊接接头缝隙内外的腐蚀, 并且缩短了缝隙内部分区域发生腐蚀的孕育期.
(3) Q235焊接接头的焊缝区组织主要为粗大的魏氏组织, 电位较低, 易发生腐蚀; 熔合区组织为大量聚集的铁素体, 高温浸泡后出现了一条沟槽状腐蚀坑, 是整个焊接接头腐蚀最严重的区域; 母材区和热影响区组织相对均匀细小, 电位较高, 腐蚀较轻; 随浸泡时间延长, 不同区域之间的腐蚀程度区别增大.
The authors have declared that no competing interests exist.
作者已声明无竞争性利益关系。
参考文献
文献选项
[1]
Yin K J Li C Qiu S Y Luo Q Nucl Power Eng , 2007 ; 28 (2 suppl ): 76
[本文引用: 1]
(尹开锯 , 李 聪 , 邱邵宇 , 罗 强 . 核动力工程 , 2007 ; 28 (2 增刊 ): 76 )
[本文引用: 1]
[2]
Guo Y X Phys Chem Inspection (Phys Vol ), 1999 ; 35 : 471
[本文引用: 1]
(郭演星 . 理化检验(物理分册) , 1999 ; 35 : 471 )
[本文引用: 1]
[3]
Du Z Y Material Connection Principle . Beijing : Mechanical Industry Press , 2011 : 103
[本文引用: 1]
(杜则裕 . 材料连接原理 . 北京 : 机械工业出版社 , 2011 : 103 )
[本文引用: 1]
[4]
Gong M Theory of Metal Corrosion and Corrosion Control . Beijing : Chemical Industry Press , 2009 : 160
[本文引用: 1]
(龚 敏 . 金属腐蚀理论及腐蚀控制 . 北京 : 化学工业出版社 , 2009 : 160 )
[本文引用: 1]
[5]
Cai B P Liu Y H Tian X J Wang F Li H Ji R J Corros Sci , 2010 ; 52 : 3235
[6]
Abdulsalam M I Corros Sci , 2005 ; 47 : 1336
[7]
Kennell G F Evitts R W Electrochim Acta , 2009 ; 54 : 4696
[8]
Engelhard G R McMillion L G Macdonald D D J Nucl Mater , 2008 ; 379 : 48
[9]
Naganuma A Fushimi K Azumi K Habazaki H Konno H Corros Sci , 2010 ; 52 : 1179
[本文引用: 1]
[10]
Zhang J W Wang W X Huang Y P Wang B D Liu X J Welding , 2007 ; 28 : 103
[本文引用: 1]
(张俊旺 , 王文先 , 黄延平 , 王保东 , 刘 旭 . 焊接学报 , 2007 ; 28 : 103 )
[本文引用: 1]
[11]
Liu C S Master Thesis, Shenyang Aerospace University , 2011
(柳春恕 . 沈阳航空航天大学硕士学位论文 , 2011 )
[12]
Lv H W Dong S G Wang J J Li N Lin C J Sci Technol Rev , 2013 ; 31 (Z1 ): 25
(吕虹玮 , 董士刚 , 王静静 , 李 宁 , 林昌健 . 科技导报 , 2013 ; 31 (Z1 ): 25 )
[13]
Qu J S Wang Y L Chin J Nonferrous Met , 2001 ; 11 (S1 ): 194
[本文引用: 1]
(屈金山 , 王元良 . 中国有色金属学报 , 2001 ; 11 (S1 ): 194 )
[本文引用: 1]
[14]
Lei A L Guo Q Q Feng L J Electrochemistry , 2006 ; 12 : 195
[本文引用: 1]
(雷阿利 , 郭巧琴 , 冯拉俊 . 电化学 , 2006 ; 12 : 195 )
[本文引用: 1]
[15]
Sun Q L Cao B Wu Y S J Beijing Univ Sci Technol , 2009 ; 31 : 41
[本文引用: 1]
(孙齐磊 , 曹 备 , 吴荫顺 . 北京科技大学学报 , 2009 ; 31 : 41 )
[本文引用: 1]
[16]
Kong X D Yang M B Zhu M W Development Appl Mater , 2010 ; 25 (4 ): 1
[本文引用: 3]
(孔小东 , 杨明波 , 朱梅五 . 材料开发与应用 , 2010 ; 25 (4 ): 1 )
[本文引用: 3]
[17]
Yin S A Lai H Q Weng B S Sun X T Chem Construction Technol , 1998 ; 20 (04 ): 6
(尹士安 , 赖华强 , 翁必生 , 孙希桐 . 化工施工技术 , 1998 ; 20 (04 ): 6 )
[18]
Lai C X Total Corros Control , 2004 ; 18 (6 ): 10
[本文引用: 1]
(赖春晓 . 全面腐蚀控制 , 2004 ; 18 (6 ): 10 )
[本文引用: 1]
[19]
Zhang X B Lian J Wang H H Weld Product Appl , 2013 ; (7 ): 32
[本文引用: 1]
(张心保 , 连 杰 , 王红鸿 . 焊接生产应用 , 2013 ; (7 ): 32 )
[本文引用: 1]
[20]
Kennell G F Evitts R W Heppner K L Corros Sci , 2008 ; 50 : 1716
[本文引用: 1]
[21]
Al-Zahrani A M Pickering H W Electrochim Acta , 2005 ; 50 : 3420
[本文引用: 2]
[22]
Yang W Gu R X Li Q S Xiao J X The Local Corrosion of Metals . Beijing : Chemical Industry Press , 1995 : 139
[本文引用: 1]
(杨 武 ,顾睿祥 ,黎樵燊 ,肖京先 . 金属的局部腐蚀 . 北京 : 化学工业出版社 , 1995 : 139 )
[本文引用: 1]
[23]
Laycock N J Stewart J Newman R C Corros Sci , 1997 ; 39 : 1791
[本文引用: 1]
[24]
Huang A G Wang Y S Li Z Y Zhang G D Mater Protect , 2004 ; 37 (3 ): 6
[本文引用: 1]
(黄安国 , 王永生 , 李志远 , 张国栋 . 材料保护 , 2004 ; 37 (3 ): 6 )
[本文引用: 1]
1
2007
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2007
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
1999
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
1999
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2011
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2011
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2009
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2009
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2010
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2007
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2007
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2001
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2001
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2006
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2006
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2009
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2009
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
3
2010
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
... 缝隙腐蚀是由于缝隙内外电解质迁移困难而导致缝隙内外金属腐蚀行为出现差异的现象. 关于缝隙腐蚀的机理有着多种不同模型, 许多理论解释都和某种浓差电池有关, 比如金属离子浓差电池理论、氧浓差电池理论、活化-钝化电池理论和电压降理论[16 ,20 -22 ] 等. 这些不同的机理之间或许并不完全独立, 可能共同作用于某一腐蚀体系, 或某一机理在腐蚀的不同时期占主导地位. ...
... 缝隙腐蚀可以根据是否存在潜伏期分为立即发生和延迟发生2种类型[21 ] . 缝隙内氧贫乏时如果某些区域的电位迅速低于发生缝隙腐蚀的临界电位, 缝隙腐蚀会立即发生, 沿着缝隙边缘向缝隙内方向会产生一个相当大的电压降, 使缝隙内活化区的电位降低. 对于发生活化腐蚀前存在潜伏期的缝隙腐蚀, 在缝隙内会先出现氢离子和氯离子的聚集; 这些离子会破坏钝化膜并引起很高的钝态电流, 增大缝隙内的电压降[16 ] 从而引发缝隙腐蚀. ...
3
2010
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
... 缝隙腐蚀是由于缝隙内外电解质迁移困难而导致缝隙内外金属腐蚀行为出现差异的现象. 关于缝隙腐蚀的机理有着多种不同模型, 许多理论解释都和某种浓差电池有关, 比如金属离子浓差电池理论、氧浓差电池理论、活化-钝化电池理论和电压降理论[16 ,20 -22 ] 等. 这些不同的机理之间或许并不完全独立, 可能共同作用于某一腐蚀体系, 或某一机理在腐蚀的不同时期占主导地位. ...
... 缝隙腐蚀可以根据是否存在潜伏期分为立即发生和延迟发生2种类型[21 ] . 缝隙内氧贫乏时如果某些区域的电位迅速低于发生缝隙腐蚀的临界电位, 缝隙腐蚀会立即发生, 沿着缝隙边缘向缝隙内方向会产生一个相当大的电压降, 使缝隙内活化区的电位降低. 对于发生活化腐蚀前存在潜伏期的缝隙腐蚀, 在缝隙内会先出现氢离子和氯离子的聚集; 这些离子会破坏钝化膜并引起很高的钝态电流, 增大缝隙内的电压降[16 ] 从而引发缝隙腐蚀. ...
1
2004
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2004
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2013
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2013
... 对于高放射性核废料的处置, 世界各国普遍认可的方案是深地质处置[1 ] . 在深地质处置库中采用的工程屏障基本结构是, 外层天然屏障为岩石, 内层人工屏障包括盛装高放废物固化体的包装容器以及容器与岩石之间的回填缓冲材料. 包装容器以金属或合金为主, 在长期地质处置过程中面临的最大威胁是腐蚀问题. 包装容器两端的密封和连接均采用焊接方法, 焊接接头区是受力状况最恶劣、腐蚀行为最复杂的区域[2 ] , 往往成为结构件的薄弱部位[3 ] , 在服役环境中最容易发生失效. 在焊接过程中出现的焊接缺陷(如焊瘤、咬边、喷溅、气孔、夹渣、根部未焊透等)使介质不易流动, 造成有害物质浓缩, 是容易发生原电池反应、缝隙腐蚀及点蚀的位置; 焊接部位与其它构件接触, 腐蚀产物、砂砾、尘土、脏污、污泥等附着, 都可能引起焊接接头发生缝隙腐蚀[4 -9 ] . 关于不锈钢焊接接头耐蚀性能的研究[10 -13 ] 表明, 焊缝区或热影响区会优先发生局部腐蚀. 雷阿利等[14 ] 对低碳钢Q235焊接接头腐蚀行为的研究结果表明, 其焊缝区的耐蚀性比热影响区和母材差. 孙齐磊等[15 ] 研究了Q235管线钢焊接接头各个微观区域的电化学行为, 认为熔合区和不完全正火区最容易优先遭受腐蚀溶解, 焊缝区和母材区的腐蚀敏感性较低. 也有研究[16 -18 ] 发现, 在低合金钢和碳钢焊接接头位于焊缝区与热影响区之间的熔合区易发生沟槽状腐蚀. 另外, 已有研究[19 ] 表明, 铁素体不锈钢氩弧焊焊接接头在腐蚀介质作用下会发生缝隙腐蚀, 由点蚀扩展为成片的局部腐蚀. ...
1
2008
... 缝隙腐蚀是由于缝隙内外电解质迁移困难而导致缝隙内外金属腐蚀行为出现差异的现象. 关于缝隙腐蚀的机理有着多种不同模型, 许多理论解释都和某种浓差电池有关, 比如金属离子浓差电池理论、氧浓差电池理论、活化-钝化电池理论和电压降理论[16 ,20 -22 ] 等. 这些不同的机理之间或许并不完全独立, 可能共同作用于某一腐蚀体系, 或某一机理在腐蚀的不同时期占主导地位. ...
2
2005
... 缝隙腐蚀可以根据是否存在潜伏期分为立即发生和延迟发生2种类型[21 ] . 缝隙内氧贫乏时如果某些区域的电位迅速低于发生缝隙腐蚀的临界电位, 缝隙腐蚀会立即发生, 沿着缝隙边缘向缝隙内方向会产生一个相当大的电压降, 使缝隙内活化区的电位降低. 对于发生活化腐蚀前存在潜伏期的缝隙腐蚀, 在缝隙内会先出现氢离子和氯离子的聚集; 这些离子会破坏钝化膜并引起很高的钝态电流, 增大缝隙内的电压降[16 ] 从而引发缝隙腐蚀. ...
... 在90 ℃除氧溶液中, 腐蚀初期, 缝隙内外都处于贫氧状态, 不能构成氧浓差电池, 整个试样表面上的阴极氧还原反应受到限制, 因此缝隙内和缝隙外都只能以极慢的速度发生腐蚀. 随腐蚀逐渐进行, 腐蚀反应生成的金属离子在紧靠缝隙边缘位置发生积聚, 形成“金属离子浓差电池”. 于是紧靠缝隙外缘的阳极位置出现加速溶解, 又由于缝隙边缘所占面积较小, 与缝隙内外形成“大阴极-小阳极”体系, 因此缝隙边缘腐蚀极快, 而缝隙内和缝隙外都作为阴极区被保护, 腐蚀极慢. 浸泡30和90 d后, “金属离子浓差电池”效应起主导作用, 因此缝隙边缘腐蚀深度远大于缝隙内外, 如表1所示. 随腐蚀继续进行, 侵蚀性离子Cl- 等进入缝隙内, 缝隙内的电位和pH值都会降低, 缝隙内和缝隙口出现电位差. 浸泡180 d后, 缝隙内聚集了足量的氯离子和氢离子, 引起保护性产物膜破裂, 从而导致高的钝态电流, 使部分区域的电位降超过了其临界电位降, 由钝态转变为活化态[21 ] . 电位最低的焊缝区和熔合区作为阳极区发生严重的局部腐蚀, 母材区作为阴极区腐蚀较慢, 如图2所示; 整个缝隙内的耦合电位低于缝隙边缘电位, 使缝隙边缘开始受到保护, 腐蚀深度不再增加; 缝隙外仍以极缓慢的速度进行腐蚀. ...
1
1995
... 缝隙腐蚀是由于缝隙内外电解质迁移困难而导致缝隙内外金属腐蚀行为出现差异的现象. 关于缝隙腐蚀的机理有着多种不同模型, 许多理论解释都和某种浓差电池有关, 比如金属离子浓差电池理论、氧浓差电池理论、活化-钝化电池理论和电压降理论[16 ,20 -22 ] 等. 这些不同的机理之间或许并不完全独立, 可能共同作用于某一腐蚀体系, 或某一机理在腐蚀的不同时期占主导地位. ...
1
1995
... 缝隙腐蚀是由于缝隙内外电解质迁移困难而导致缝隙内外金属腐蚀行为出现差异的现象. 关于缝隙腐蚀的机理有着多种不同模型, 许多理论解释都和某种浓差电池有关, 比如金属离子浓差电池理论、氧浓差电池理论、活化-钝化电池理论和电压降理论[16 ,20 -22 ] 等. 这些不同的机理之间或许并不完全独立, 可能共同作用于某一腐蚀体系, 或某一机理在腐蚀的不同时期占主导地位. ...
1
1997
... 缝隙腐蚀的发生需要达到某一临界温度[23 ] , 对比25和90 ℃的结果可以推测, 25 ℃未达到这一临界温度, 此时缝隙内与Fe的溶解耦合的阴极过程由于缺氧而受到抑制, 因此腐蚀缓慢; 而缝隙外以较均匀的速度遭受腐蚀. 90 ℃已达到发生缝隙腐蚀的临界温度, 随着缝隙腐蚀的发生, 缝隙内pH值显著降低, Cl- 浓度增大, 电位迅速降低, 成为阳极区, 因此构成小阳极大阴极体系, 使缝隙内以很快的速度遭受局部腐蚀, 而缝隙外则受到保护, 腐蚀相对较慢. 但90 ℃时缝隙外的腐蚀仍比25 ℃时严重, 这是因为温度升高使传输过程及反应动力学加速, 从而增大了阳极反应速度. ...
1
2004
... 从图1所示金相组织看, 焊缝区组织晶粒粗大, 显著大于其它区域的组织, 并出现了大量魏氏组织, 即大量针状铁素体沿晶界呈网状析出, 晶内为粗大的珠光体组织. 而热影响区和母材的组织为较均匀的铁素体和珠光体, 并且晶粒相对细小. 焊缝中的针状铁素体是位错数量最多的一种组织, 容易成为腐蚀孔形核处, 导致针状铁素体具有很大的腐蚀倾向. 同时, 针状铁素体会提高焊缝金属中的晶界面积, 而晶界本身就是高能活化区, 因此针状铁素体晶界面积的增多会加速焊缝金属的腐蚀[24 ] , 使焊缝区的腐蚀明显比母材和热影响区严重. 这一现象说明, 焊缝区出现孔洞的原因是由于粗大的魏氏铁素体组织造成的. 另外, 采用三电极体系测量了Q235焊接接头3个不同区域在模拟溶液中的开路电位, 焊缝区电位较低, 为-0.657V, 母材区和热影响区电位相对较高, 分别为-0.638和-0.620V. 金相与电化学结果一致表明: Q235焊接接头多个不同区域共同浸泡在模拟地下水溶液中时, 会构成一个多电极耦合体系. 焊缝区的电位最低, 作为阳极优先遭受腐蚀, 且腐蚀速度较大; 而热影响区和母材区电位相对较高, 作为阴极区受到保护, 腐蚀速度较慢. ...
1
2004
... 从图1所示金相组织看, 焊缝区组织晶粒粗大, 显著大于其它区域的组织, 并出现了大量魏氏组织, 即大量针状铁素体沿晶界呈网状析出, 晶内为粗大的珠光体组织. 而热影响区和母材的组织为较均匀的铁素体和珠光体, 并且晶粒相对细小. 焊缝中的针状铁素体是位错数量最多的一种组织, 容易成为腐蚀孔形核处, 导致针状铁素体具有很大的腐蚀倾向. 同时, 针状铁素体会提高焊缝金属中的晶界面积, 而晶界本身就是高能活化区, 因此针状铁素体晶界面积的增多会加速焊缝金属的腐蚀[24 ] , 使焊缝区的腐蚀明显比母材和热影响区严重. 这一现象说明, 焊缝区出现孔洞的原因是由于粗大的魏氏铁素体组织造成的. 另外, 采用三电极体系测量了Q235焊接接头3个不同区域在模拟溶液中的开路电位, 焊缝区电位较低, 为-0.657V, 母材区和热影响区电位相对较高, 分别为-0.638和-0.620V. 金相与电化学结果一致表明: Q235焊接接头多个不同区域共同浸泡在模拟地下水溶液中时, 会构成一个多电极耦合体系. 焊缝区的电位最低, 作为阳极优先遭受腐蚀, 且腐蚀速度较大; 而热影响区和母材区电位相对较高, 作为阴极区受到保护, 腐蚀速度较慢. ...



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}