渗硼是一种将B渗入金属工件, 通过在工件表面形成一层高硬度硼化物而改善金属工件耐磨性、耐蚀性等性能的化学热处理技术, 适用于各类以磨损及腐蚀为主要失效形式的钢铁材料及部分有色金属[1 -3 ] . 按照所用渗剂的物理状态, 渗硼方法可分为气体法、液体法和固体粉末法(简称粉末法). 其中, 粉末法渗硼由于对处理设备要求不高、工艺较简单、渗后表面质量良好等优点而被广泛采用[4 ,5 ] .
传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] .
本工作在粉末法渗硼过程中施加交流电场, 通过设计的一系列实验, 较系统地研究交流电场对中、低温粉末法渗硼的影响特性, 为深入探讨交流电场增强粉末法渗硼的作用机制、优化工艺奠定基础.
1 实验方法
实验材料选用热轧态45钢, 加工成直径10 mm, 长5 mm的表面磨制状态一致的试样. 渗剂由供硼剂硼铁、活化剂氟硼酸钾、疏松剂木炭以及填充剂绿碳化硅组成.
在常规渗罐内设置一对相互平行的平板电极, 以自行设计的可调节50 Hz交流电源在粉末法渗硼过程中对试样与渗剂施加交流电场, 实验工艺列于表1. 其中, ACFEPB代表交流电场增强粉末法渗硼, CPB代表常规粉末法渗硼. ACFEPB21~ ACFEPB26工艺是为研究交流电场对试样实际渗硼温度的影响而制定的, 电流分别为1, 2, 3, 4, 5和6 A. ACFEPB31~ACFEPB39工艺是为研究渗硼温度的影响而制定的, 温度分别为400, 450, 500, 550, 600, 650, 700, 750和800 ℃. 首先采用ACFEPB1工艺, 按如图1所示的位置布置试样, 研究交流电场对渗罐内不同位置处试样渗硼的影响. 图1a为对应于图1b的罐内俯视简图, 图1中位置3试样紧贴右侧平板电极, 位置1, 4, 5处试样位于同一水平线, 与两侧电极平行且等距, 其中位置4位于电场正中部, 位置5在电场内靠近平行电场边缘, 位置1在平行电场外侧边缘, 位置2为罐底. 位置2处试样仅研究背离罐底面的渗层, 位置3处试样仅研究背离电极面的渗层. 作为对比, 对所有同样位置的另一组试样以CPB1工艺进行常规粉末法渗硼. 通过在位置4放置装有热电偶的模拟试样, 采用工艺ACFEPB21~ ACFEPB26, 研究交流电场对试样实际渗硼温度的影响. 只在位置4布置试样, 采用表1所列其余工艺对交流电场增强中低温粉末法渗硼过程进行进一步研究.
图1 渗硼实验装置简图
Fig.1 Schematic of experimental apparatus for pack boriding (1~5: sample positions; 6: voltage-controllable alternating current supplier; 7: conducting line; 8: container; 9: powder boriding agent; 10: electrode: 11: clay sealing; 12: lid) (a) vertical view (b) principal view
所有渗硼实验均在SX2-2.5-12箱式电阻炉内进行, CPB与ACFEPB同炉处理. 渗罐随炉加热至设定温度后保温, 同时在ACFEPB的两极间施加交流电场. 保温结束后, 切断电源, 待渗罐随炉冷却至室温后取出试样.
采用4XBC型金相显微镜(OM)观察分析渗硼层组织及测定渗层厚度, 渗层厚度以从表面距硼化物齿尖高度的平均值来衡量; 采用D/max2500PC型X射线衍射仪(XRD)对渗层进行相结构分析; 采用HXD-1000TMC/LCD显微硬度计测量渗硼层沿渗层深度的显微硬度分布曲线(载荷0.98 N, 加载时间15 s).
2 实验结果
2.1 渗层厚度
图2给出了位于渗罐不同位置试样分别经ACFEPB1工艺和CPB1工艺渗硼后的渗层厚度. 由图可知, 经CPB1工艺渗硼后, 罐内各位置试样的渗层厚度基本一致, 约60 μm. 经ACFEPB1工艺渗硼后, 电极之间位置3, 4, 5处试样的渗层厚度基本一致, 约为120 μm, 相对于CPB工艺, 厚度增加一倍; 位置1和2处试样的渗层比电极间的薄, 约为80 μm, 表明交流电场对粉末法渗硼具有显著的促渗作用, 其中对平行电极间试样的促渗效果远强于对其它位置试样, 对平行电极间试样的促渗作用较为均匀. 这与直流电场对位于渗罐内不同位置试样的促渗作用存在很大差异[13 ] . 根据此结果, 以下实验皆以位置4处试样为研究对象.
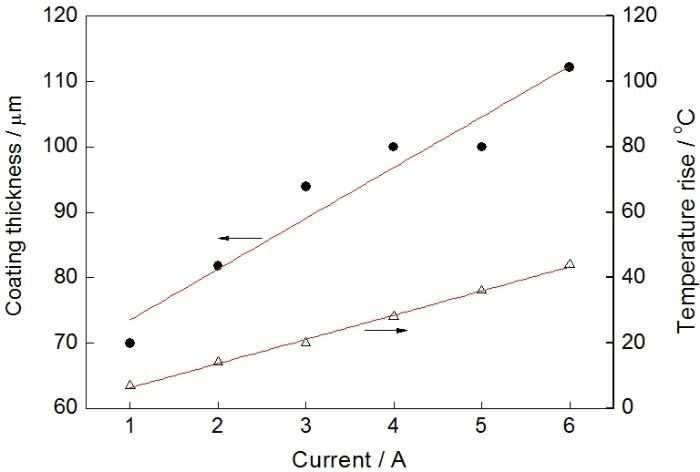
图3给出了经800 ℃ ACFEPB21~ACFEPB26工艺处理4 h后渗层厚度与交流电场电流之间的关系曲线以及交流电场电流与试样实际温升间的关系曲线. 由图可知, 随着电场电流的增加, 渗层厚度显著增加, 但试样温升并不大, 电场电流达6 A时, 温升也仅有40 ℃.
图2 试样经800 ℃渗硼4 h后渗层厚度与试样在渗罐内位置的关系
Fig.2 Coating thickness of samples borided at 800 ℃ for 4 h versus sample positions in the boriding container
图4为ACFEPB和CPB渗层厚度随渗硼温度的变化关系图. 在交流电场条件下, 经400 ℃渗硼4 h得到约1 μm的完整渗层, 450 ℃渗硼4 h可获得30 μm以上厚度渗硼层, 渗层厚度随渗硼温度升高而显著增加. 而常规渗硼在400~600 ℃温度范围内渗硼4 h, 试样表面基本无硼化物形成, 且只有当温度大于700 ℃时, 渗硼4 h才可获得20 μm以上的有效渗层.
图3 交流电场电流与渗层厚度和电场引起的试样温升的关系曲线
Fig.3 Alternating field current versus coating thickness and temperature rise caused by alternating current field after borided at 800 ℃ for 4 h
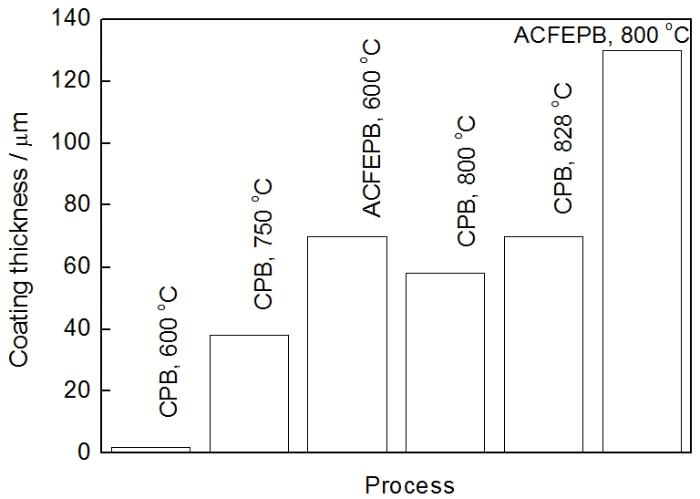
实际测温表明在600 ℃时, 4 A交流电场引起的试样温升为143 ℃, 远高于在800 ℃时引起的试样温升. 图5给出了600和800 ℃炉温时的ACFEPB和CPB工艺的渗硼层厚度及考虑交流电场引起的温升后750 和828 ℃炉温时的CPB渗硼层厚度, 渗硼保温时间均为4 h. 可见, 交流电场的加热作用对粉末法渗扩过程具有一定的影响, 在600 ℃炉温时进行电场渗硼, 由温升导致的渗层厚度增加约占总增加量的53%; 而在800 ℃炉温时进行电场渗硼, 由温升导致的渗层厚度增加仅占总增加量的17%左右, 表明在较低炉温时, 交流电场的热作用及其对渗层厚度增加的影响比在较高炉温时大, 并且除交流电场的热作用外, 还存在其它显著促进渗硼的因素.
图4 试样经400~800 ℃渗硼4 h后的渗硼层厚度
Fig.4 Coating thickness of samples borided for 4 h at temperatures from 400 to 800 ℃
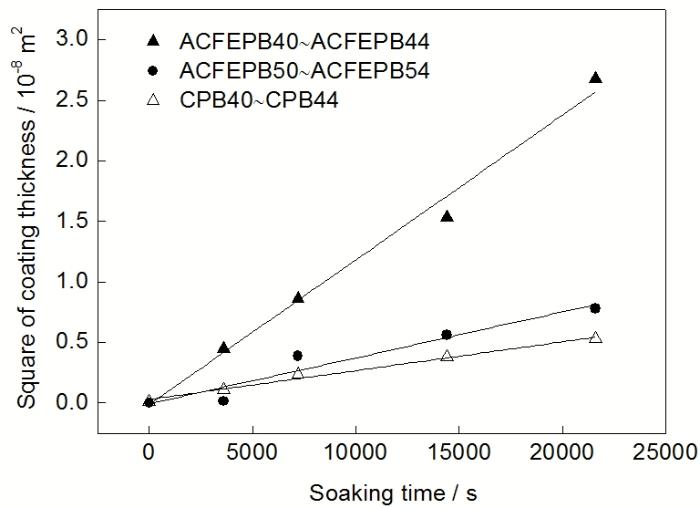
图6和7给出了ACFEPB和CPB工艺渗层生长动力学曲线, 工艺分别为ACFEPB40~ACFEPB44, ACFB50~ACFEPB54和 CPB40~CPB44. 与CPB工艺一致, 中低温ACFEPB工艺渗层生长曲线呈抛物线状, 且渗层厚度的平方与时间之间呈线性关系, 即交流电场条件下试样内B原子扩散仍满足Fick第一定律, 因此该直线斜率反映试样内原子扩散系数[20 ] . 图7中2条ACFEPB工艺的直线斜率均不同程度地大于CPB工艺, 说明交流电场显著提高试样内原子在中低温渗硼时的扩散系数.
图5 交流电场引起的温升对渗硼层厚度的影响
Fig.5 Effects of temperature rise caused by alternating current field on coating thickness of samples at position 4 after borided for 4 h
图6 渗层厚度与渗硼时间关系曲线
Fig.6 Coating thickness versus boriding soaking time
图7 渗层厚度的平方与渗硼时间关系
Fig.7 Square of coating thickness versus boriding soaking time
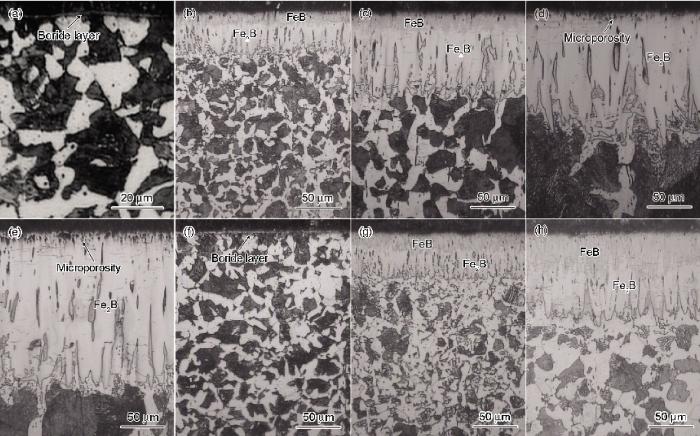
图8 不同工艺的渗硼层组织形貌
Fig.8 Microstructures of borided layer by processes of ACFEPB31 (a), ACFEPB32 (b), ACFEPB35 (c), ACFEPB36 (d), ACFEPB39 (e), CPB35 (f), CPB38 (g) and CPB39 (h)
2.2 渗层组织及物相
图8给出了45钢试样经ACFEPB及CPB工艺处理所得硼化物层的典型组织. 在施加交流电场条件下, 试样表面硼化物的基本形态与CPB工艺处理的类似, 呈锯齿状垂直楔入基体, 但与对应的CPB工艺处理的渗层相比, FeB相含量较少或完全消失, 即施加交流电场更易获得单一Fe2 B相. 当渗层仅由Fe2 B相组成时(图8d和e), 表层微孔显著增加. 在常规粉末法渗硼研究中, 一般认为这些孔洞最初是由过饱和空位在渗层表层聚集成核[21 ] . 因此, 可以推断试样在ACFEPB工艺过程中其空位浓度较CPB工艺中显著增加.
研究[22 ] 发现, ACFEPB工艺处理的硼化物层前端较CPB工艺更易出现典型的过渡区组织, 即渗层前端珠光体含量增加、晶粒异常长大, 而心部基体则仍为细小的珠光体+铁素体组织(图9), 因此过渡区出现粗大组织并不意味渗硼温度高. 一般认为, 在一定温度时, 渗层前端B原子浓度的增加以及由渗硼层排出的C在该区域的富集是渗硼过渡区形成的主要原因[22 ,23 ] . 由此可以推断, 交流电场条件下B原子在基体内的扩散深度以及扩散量较CPB工艺显著增加, 即交流电场可显著提高B原子在试样内部的扩散能力, 这与图7的实验结果一致.
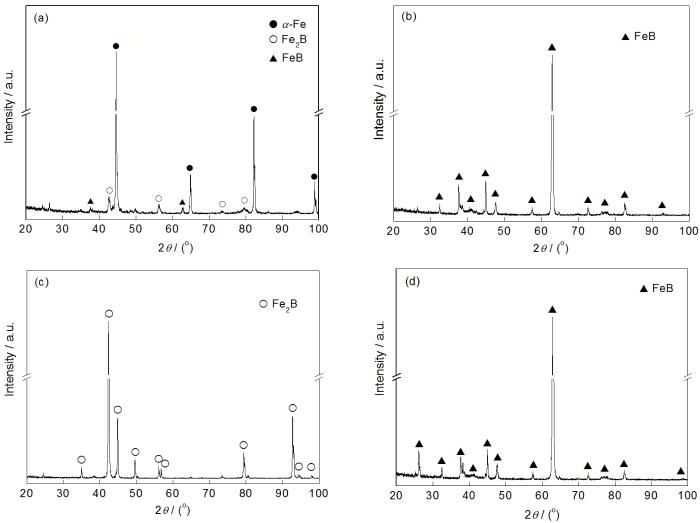
渗硼试样表面的XRD分析结果表明, 在400 ℃经ACFEPB工艺处理4 h后试样形成的渗层虽很薄, 但渗层由FeB和Fe2 B双相构成, 衍射谱中的α-Fe峰来自于渗层下的基体(图10a); 450 ℃ ACFEPB处理4 h试样表层的FeB相已足够厚, 以至于X射线无法探测到其下的Fe2 B相(图10b); 同样, 800 ℃经CPB处理4 h试样的FeB相也很厚, X射线无法探测到表层FeB下的Fe2 B相(图10d), 渗层也是由FeB和Fe2 B双相构成, 但其对应的800 ℃ ACFEPB工艺处理试样的渗层则是单相Fe2 B (图10c). XRD结果与金相观察结果一致.
图9 2种工艺渗硼层的扩散区形貌
Fig.9 Diffusion zone morphologies of borided samples by processes of ACFEPB53 (a) and CPB43 (b)
2.3 渗硼层硬度分布
图11给出了CPB工艺和2种ACFEPB工艺渗硼试样的渗硼层硬度沿层深的分布情况. 由图可知, 经工艺ACFEPB35 (低温, 600 ℃)处理后, 试样表层硬度与800 ℃的CPB工艺处理的相当, 可达1900 HV0.1 , 高于ACFEPB39 (中温, 800 ℃)处理后的硬度. 结合金相及XRD物相分析可知, 这种差别主要是由于不同渗硼工艺的渗硼层物相组成不同所造成的. 经ACFEPB35和CPB39工艺处理后, 渗硼层由FeB和Fe2 B 2相组成, 表层为硬度更高的FeB相(图8c和h); 而ACFEPB39工艺处理后, 渗硼层则由硬度相对较低的Fe2 B组成(图8e), 渗层硬度变化曲线较为平缓. 由于FeB相本身脆性远高于Fe2 B相, 且2相的热膨胀系数差异非常大, 双相渗硼层脆性较单相渗层大[3 ] . 因而, 获得单一Fe2 B相渗层是降低渗层脆性的主要措施之一. 通过施加适当强度的交流电场, 可获得具有较一般常规粉末法渗硼层更佳综合性能的渗硼层.
图10 不同工艺处理试样的XRD谱
Fig.10 XRD spectra of borided samples with processes of ACFEPB31 (a), ACFEPB32 (b), ACFEPB39 (c) and CPB39 (d)
3 分析讨论
一般认为, 化学热处理的过程主要包括渗剂反应、欲渗元素的扩散以及相界面反应等. 常规粉末法渗硼单纯依靠从外部热源吸收热量而完成这些过程; 但当在中低温渗硼时, 则难以实现渗剂的充分分解以及试样内B, Fe等原子的快速扩散. 因此, 常规粉末法渗硼往往须经高温、长时间处理才能获得足够厚度的渗层.
上述实验结果表明, 交流电场对粉末法渗硼过程具有显著的促渗作用, 可实现450~800 ℃的中低温快速渗硼, 此点与直流电场的效果类似[13 ] ; 交流电场对平行电极间试样的促渗作用较为均匀, 易获得单一的Fe2 B相渗层, 这与直流电场的不同. 直流电场对罐内不同位置试样及试样不同面的促渗效果不同, 位于负极试样的面向正极一侧的渗硼层最厚, 且其中FeB相占很大比例[13 ] .
图11 不同工艺处理渗硼层显微硬度分布曲线
Fig.11 Microhardness distributions of different borided samples
交流电场在粉末法渗硼方面表现出来的一系列特性, 实际是与交流电场在粉末法渗硼中的作用机制相关联. 对电场增强渗硼过程中试样实际温度的实时测温证实施加交流电场对渗硼过程具有加热作用, 这种加热实际是由电流流过渗剂的电阻加热作用和交变电场在试样上的感应加热作用2方面综合作用所致. 当施加相同电场电流时, 在较低炉温时的热效应高于较高炉温时的热效应, 这可能是由于一方面渗剂温度低, 其电阻相应高, 渗剂电阻发热量较大; 另一方面, 作为铁磁材料的45钢试样, 电场对其感应加热的功率在加热过程中会重新分布, 与随温度升高而有极大改变的磁导率、热容量、电阻率等相联系, 表面层中单位受能体积在低温时所得的功率很大, 但在Curie点或接近于Curie点的温度时却急剧地减小[24 ] . 因此, 交流电场在600 ℃引起的温升高于800 ℃引起的温升(图4). 温度的升高无疑会增强渗剂间的反应及与渗扩相关的各种扩散, 但图5的实验结果说明其并非是促渗主要因素.
交流电场应该还有其它更为重要的促渗作用机制, 这些机制应该与交流电场的电磁作用有关. 首先, 交流电场的电磁作用将加剧渗剂分子的热振动, 强化渗剂反应, 提高活性硼原子及含B活性基团的产率; 交流电场的电磁搅拌作用对渗剂中活性B原子及含B活性基团向试样表面的扩散也有一定的促进作用. 与直流电场的对含B带正电离子向负极的定向驱动、从而对罐内不同位置试样及试样不同面产生不同促渗效果所不同[6 ] , 交流电场的电磁搅拌作用使得渗罐内, 尤其是两平行电极间气氛浓度更为均匀; 两平行电极间均匀分布的交变电场和气氛使得位于其中各试样的渗硼效果也均匀一致(图2). 另外, 已有研究[25 -27 ] 表明, 直流电通过金属可以提高金属内部空位的浓度及其迁移能力. 可以推测在交流电场增强粉末法渗硼中, 感生交流电同样具有提高钢试样内部空位浓度及其迁移能力的作用, 从而降低B原子的扩散激活能, 加速B原子在试样基体内的扩散及基体中Fe向渗硼层内的扩散. 对中、低碳钢交流电场增强渗硼的动力学研究[28 ,29 ] 已证实, 交流电场条件下的B原子扩散激活能显著低于常规渗硼工艺. 交流电场的这种作用不仅可增加渗硼层厚度, 还可减少或消除渗硼层中含B量较高的脆性FeB相, 获得单一Fe2 B相渗硼层, 有利于提高渗硼层的耐磨性等性能.
4 结论
(1) 交流电场增强粉末法渗硼层形貌及生长规律与常规粉末法渗硼的基本一致.
(2) 在粉末法渗硼过程中施加适当强度的交流电场, 对450~800 ℃间的中低温渗硼具有显著的促渗作用.
(3) 交流电场对平行电极间各位置试样的促渗效果均匀, 且优于对其它位置试样的促渗效果.
(4) 施加交流电场更易获得具有单一Fe2 B相的渗层, 降低渗层脆性.
(5) 交流电场的促渗作用与交流电场促进试样内的扩散、增强渗剂中的反应与扩散及提高渗罐内的实际温度等作用有关.
The authors have declared that no competing interests exist.
作者已声明无竞争性利益关系。
参考文献
文献选项
[1]
Usta M Ozbek I Bindal C Ucisik A H Ingole S Liang H Vacuum , 2006 ; 80 : 1321
[本文引用: 1]
[2]
Oliveira C K N Casteletti L C Lombardi Neto A Totten G E Hech S C Vacuum , 2010 ; 84 : 792
[3]
Sinha A K Boriding (Boronizing) of Steels. Materials Park: ASM International , 1991 : 437
[本文引用: 2]
[4]
Yu L G Chen X J Khor K A Sundararajan G Acta Mater , 2005 ; 53 : 2361
[本文引用: 1]
[5]
Ipek M Celebi Efe G Ozbek I Zeythin S Bindal C J Mater Eng Perform , 2012 ; 21 : 733
[本文引用: 1]
[6]
Miyashita F Yokota K Surf Coat Technol , 1996 ; 84 : 334
[本文引用: 2]
[7]
Huang Z R Li P N Xie F Pan J W Rare Earth , 2000 ; 18 : 205
[本文引用: 1]
[8]
Lu X X Liang C Gao X X An J Yang X H ISIJ Int , 2011 ; 51 : 799
[本文引用: 1]
[9]
Anthymidis K G Stergiousdis E Tsipas D N Mater Res Bull , 2001 ; 51 : 156
[本文引用: 1]
[10]
Anthymidis K G Stergiousdis G Tsipas D N Sci Technol Adv Mater , 2002 ; 3 :303
[本文引用: 1]
[11]
Bartsch K Leonhardt A Surf Coat Technol, 1999; 116 -119 : 386
[本文引用: 1]
[12]
Gunes I Ulker S Taktak S Mater Des , 2011 ; 32 : 2380
[本文引用: 1]
[13]
Xie F Sun L Pan J W Surf Coat Technol , 2012 ; 206 : 2839
[本文引用: 4]
[14]
Angkurarach L Juijerm P Arch Metall Mater , 2012 ; 57 : 799
[15]
Xie F Zhu Q H Lu J J Solid State Phenom , 2006 ; 118 : 167
[本文引用: 1]
[16]
Xie F Zhou Z H Wang D L Acta Metall Sin , 2008 ; 44 : 810
[本文引用: 1]
(谢 飞 , 周正华 , 王大亮 . 金属学报 , 2008 ; 44 : 810 )
[本文引用: 1]
[17]
Xie F Hu J Zhou Z H Hu H B Li H J Pan J W Surf Eng , 2011 ; 27 : 134
[18]
Xie F Pan J W IHTSE , 2012 ; 6 (2 ): 80
[本文引用: 1]
[19]
Xie F Sun L Cheng J Surf Eng , 2013 ; 29 : 240
[本文引用: 1]
[20]
Chen F S Wang K L Surf Coat Technol , 1999 ; 115 : 239
[本文引用: 1]
[21]
Wu B S Xie Z J He L Trans Mater Heat Treat , 1985 ; 6 (2 ): 20
[本文引用: 1]
(吴宝善 , 谢泽嘉 , 何 力 . 金属热处理学报 , 1985 ; 6 (2 ): 20 )
[本文引用: 1]
[22]
Wang G Z Wang W Z Thermo-Chemical Treatment for Steels . Beijing : China Railway Press , 1980 : 293
[本文引用: 2]
(王国佐 ,王万智 . 钢的化学热处理 . 北京 : 中国铁道出版社 , 1980 : 293 )
[本文引用: 2]
[23]
Wuhan Research Institute of Materials Protection ,Shanghai Research Institute of Materials . Metallographic Maps of Thermo-Chemically Treated Irons and Steels . Beijing : Mechanical Industry Press , 1980 : 52
[本文引用: 1]
(武汉材料保护研究所 ,上海材料研究所 . 钢铁化学热处理金相图谱 . 北京 : 机械工业出版社 , 1980 : 52 )
[本文引用: 1]
[24]
КИЛИК И Н Li W Q Characteristics of Steels' Induction Heat Treatment . Beijing : Industry Press of China , 1962 : 3
[本文引用: 1]
(КИЛИК И Н 著,李文卿 译. 感应加热热处理工艺特点 . 北京 : 中国工业出版社 , 1962 : 3 )
[本文引用: 1]
[25]
Asoka-Kumar P O'Brien K Lynn K G Simpson P J Rodbell K P Appl Phys Lett , 1996 ; 68 : 406
[本文引用: 1]
[26]
Kondo T Yasuhara M Kuramoto T Kodera Y Ohyanagi M Munir Z A J Mater Sci , 2008 ; 43 : 6400
[27]
Zhou Y Wang Q Sun D L Han X L J Alloys Compd , 2011 ; 509 : 1201
[本文引用: 1]
[28]
Xie F Cheng J In: Chinese Heat Treatment Society ed., Proc 20th IFHTSE, Beijing: Chinese Heat Treatment Society , 2012 : 293
[本文引用: 1]
[29]
Cheng J Xie F Sun L Pan J W Sci Sin Technol , 2014 ; 44 : 315
[本文引用: 1]
1
2006
... 渗硼是一种将B渗入金属工件, 通过在工件表面形成一层高硬度硼化物而改善金属工件耐磨性、耐蚀性等性能的化学热处理技术, 适用于各类以磨损及腐蚀为主要失效形式的钢铁材料及部分有色金属[1 -3 ] . 按照所用渗剂的物理状态, 渗硼方法可分为气体法、液体法和固体粉末法(简称粉末法). 其中, 粉末法渗硼由于对处理设备要求不高、工艺较简单、渗后表面质量良好等优点而被广泛采用[4 ,5 ] . ...
2
1991
... 渗硼是一种将B渗入金属工件, 通过在工件表面形成一层高硬度硼化物而改善金属工件耐磨性、耐蚀性等性能的化学热处理技术, 适用于各类以磨损及腐蚀为主要失效形式的钢铁材料及部分有色金属[1 -3 ] . 按照所用渗剂的物理状态, 渗硼方法可分为气体法、液体法和固体粉末法(简称粉末法). 其中, 粉末法渗硼由于对处理设备要求不高、工艺较简单、渗后表面质量良好等优点而被广泛采用[4 ,5 ] . ...
... 图11给出了CPB工艺和2种ACFEPB工艺渗硼试样的渗硼层硬度沿层深的分布情况. 由图可知, 经工艺ACFEPB35 (低温, 600 ℃)处理后, 试样表层硬度与800 ℃的CPB工艺处理的相当, 可达1900 HV0.1 , 高于ACFEPB39 (中温, 800 ℃)处理后的硬度. 结合金相及XRD物相分析可知, 这种差别主要是由于不同渗硼工艺的渗硼层物相组成不同所造成的. 经ACFEPB35和CPB39工艺处理后, 渗硼层由FeB和Fe2 B 2相组成, 表层为硬度更高的FeB相(图8c和h); 而ACFEPB39工艺处理后, 渗硼层则由硬度相对较低的Fe2 B组成(图8e), 渗层硬度变化曲线较为平缓. 由于FeB相本身脆性远高于Fe2 B相, 且2相的热膨胀系数差异非常大, 双相渗硼层脆性较单相渗层大[3 ] . 因而, 获得单一Fe2 B相渗层是降低渗层脆性的主要措施之一. 通过施加适当强度的交流电场, 可获得具有较一般常规粉末法渗硼层更佳综合性能的渗硼层. ...
1
2005
... 渗硼是一种将B渗入金属工件, 通过在工件表面形成一层高硬度硼化物而改善金属工件耐磨性、耐蚀性等性能的化学热处理技术, 适用于各类以磨损及腐蚀为主要失效形式的钢铁材料及部分有色金属[1 -3 ] . 按照所用渗剂的物理状态, 渗硼方法可分为气体法、液体法和固体粉末法(简称粉末法). 其中, 粉末法渗硼由于对处理设备要求不高、工艺较简单、渗后表面质量良好等优点而被广泛采用[4 ,5 ] . ...
1
2012
... 渗硼是一种将B渗入金属工件, 通过在工件表面形成一层高硬度硼化物而改善金属工件耐磨性、耐蚀性等性能的化学热处理技术, 适用于各类以磨损及腐蚀为主要失效形式的钢铁材料及部分有色金属[1 -3 ] . 按照所用渗剂的物理状态, 渗硼方法可分为气体法、液体法和固体粉末法(简称粉末法). 其中, 粉末法渗硼由于对处理设备要求不高、工艺较简单、渗后表面质量良好等优点而被广泛采用[4 ,5 ] . ...
2
1996
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
... 交流电场应该还有其它更为重要的促渗作用机制, 这些机制应该与交流电场的电磁作用有关. 首先, 交流电场的电磁作用将加剧渗剂分子的热振动, 强化渗剂反应, 提高活性硼原子及含B活性基团的产率; 交流电场的电磁搅拌作用对渗剂中活性B原子及含B活性基团向试样表面的扩散也有一定的促进作用. 与直流电场的对含B带正电离子向负极的定向驱动、从而对罐内不同位置试样及试样不同面产生不同促渗效果所不同[6 ] , 交流电场的电磁搅拌作用使得渗罐内, 尤其是两平行电极间气氛浓度更为均匀; 两平行电极间均匀分布的交变电场和气氛使得位于其中各试样的渗硼效果也均匀一致(图2). 另外, 已有研究[25 -27 ] 表明, 直流电通过金属可以提高金属内部空位的浓度及其迁移能力. 可以推测在交流电场增强粉末法渗硼中, 感生交流电同样具有提高钢试样内部空位浓度及其迁移能力的作用, 从而降低B原子的扩散激活能, 加速B原子在试样基体内的扩散及基体中Fe向渗硼层内的扩散. 对中、低碳钢交流电场增强渗硼的动力学研究[28 ,29 ] 已证实, 交流电场条件下的B原子扩散激活能显著低于常规渗硼工艺. 交流电场的这种作用不仅可增加渗硼层厚度, 还可减少或消除渗硼层中含B量较高的脆性FeB相, 获得单一Fe2 B相渗硼层, 有利于提高渗硼层的耐磨性等性能. ...
1
2000
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
2011
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
2001
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
2002
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
2011
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
4
2012
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
... 图2给出了位于渗罐不同位置试样分别经ACFEPB1工艺和CPB1工艺渗硼后的渗层厚度. 由图可知, 经CPB1工艺渗硼后, 罐内各位置试样的渗层厚度基本一致, 约60 μm. 经ACFEPB1工艺渗硼后, 电极之间位置3, 4, 5处试样的渗层厚度基本一致, 约为120 μm, 相对于CPB工艺, 厚度增加一倍; 位置1和2处试样的渗层比电极间的薄, 约为80 μm, 表明交流电场对粉末法渗硼具有显著的促渗作用, 其中对平行电极间试样的促渗效果远强于对其它位置试样, 对平行电极间试样的促渗作用较为均匀. 这与直流电场对位于渗罐内不同位置试样的促渗作用存在很大差异[13 ] . 根据此结果, 以下实验皆以位置4处试样为研究对象. ...
... 上述实验结果表明, 交流电场对粉末法渗硼过程具有显著的促渗作用, 可实现450~800 ℃的中低温快速渗硼, 此点与直流电场的效果类似[13 ] ; 交流电场对平行电极间试样的促渗作用较为均匀, 易获得单一的Fe2 B相渗层, 这与直流电场的不同. 直流电场对罐内不同位置试样及试样不同面的促渗效果不同, 位于负极试样的面向正极一侧的渗硼层最厚, 且其中FeB相占很大比例[13 ] . ...
... [13 ]. ...
1
2006
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
2008
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
2008
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
2012
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
2013
... 传统粉末法渗硼的渗扩过程缓慢, 往往需经高温(850~1000 ℃)和长时间(3~16 h)处理后才能获得足够厚度的有效渗层(30~200 μm)[6 ] . 因此, 传统粉末法渗硼能耗大、成本高. 针对上述不足, 在渗硼剂中加入稀土, 通过稀土在渗硼过程中活化和净化工件表面、增加扩散通道, 促进B在工件表面的吸附、沉积、扩散, 具有一定的促渗作用[7 ,8 ] . 采用流态床技术促进粉末法渗硼主要是通过强化渗硼剂间的反应和促进含硼活性基团与工件表面的接触反应[9 ,10 ] . 利用等离子体的特殊能量特性, 采用辉光放电等离子技术强化渗剂反应、活化工件表面, 从而加速B向钢中的扩散, 渗硼温度可以降至500~600 ℃[11 ,12 ] . 直流电场增强粉末法渗硼是在粉末渗剂中以被渗工件作为直流电场负极, 面对被处理面平行放置一正极, 在渗硼过程中施加一定的直流电场, 主要通过直流电场对含硼活性基团的定向驱动、硼在工件内的电迁移及直流电场对渗剂反应的强化等因素, 来促进粉末法渗硼, 可实现中、低温快速渗硼[13 -15 ] . 直流电场增强粉末法渗扩技术在固体软氮化、粉末法渗铝等[16 -18 ] 过程中也取得了良好促渗效果. 在近期开展的交流电场增强粉末法渗硼中发现交流电场对粉末法渗硼也具有显著的促渗作用[19 ] . ...
1
1999
... 图6和7给出了ACFEPB和CPB工艺渗层生长动力学曲线, 工艺分别为ACFEPB40~ACFEPB44, ACFB50~ACFEPB54和 CPB40~CPB44. 与CPB工艺一致, 中低温ACFEPB工艺渗层生长曲线呈抛物线状, 且渗层厚度的平方与时间之间呈线性关系, 即交流电场条件下试样内B原子扩散仍满足Fick第一定律, 因此该直线斜率反映试样内原子扩散系数[20 ] . 图7中2条ACFEPB工艺的直线斜率均不同程度地大于CPB工艺, 说明交流电场显著提高试样内原子在中低温渗硼时的扩散系数. ...
1
1985
... 图8给出了45钢试样经ACFEPB及CPB工艺处理所得硼化物层的典型组织. 在施加交流电场条件下, 试样表面硼化物的基本形态与CPB工艺处理的类似, 呈锯齿状垂直楔入基体, 但与对应的CPB工艺处理的渗层相比, FeB相含量较少或完全消失, 即施加交流电场更易获得单一Fe2 B相. 当渗层仅由Fe2 B相组成时(图8d和e), 表层微孔显著增加. 在常规粉末法渗硼研究中, 一般认为这些孔洞最初是由过饱和空位在渗层表层聚集成核[21 ] . 因此, 可以推断试样在ACFEPB工艺过程中其空位浓度较CPB工艺中显著增加. ...
1
1985
... 图8给出了45钢试样经ACFEPB及CPB工艺处理所得硼化物层的典型组织. 在施加交流电场条件下, 试样表面硼化物的基本形态与CPB工艺处理的类似, 呈锯齿状垂直楔入基体, 但与对应的CPB工艺处理的渗层相比, FeB相含量较少或完全消失, 即施加交流电场更易获得单一Fe2 B相. 当渗层仅由Fe2 B相组成时(图8d和e), 表层微孔显著增加. 在常规粉末法渗硼研究中, 一般认为这些孔洞最初是由过饱和空位在渗层表层聚集成核[21 ] . 因此, 可以推断试样在ACFEPB工艺过程中其空位浓度较CPB工艺中显著增加. ...
2
1980
... 研究[22 ] 发现, ACFEPB工艺处理的硼化物层前端较CPB工艺更易出现典型的过渡区组织, 即渗层前端珠光体含量增加、晶粒异常长大, 而心部基体则仍为细小的珠光体+铁素体组织(图9), 因此过渡区出现粗大组织并不意味渗硼温度高. 一般认为, 在一定温度时, 渗层前端B原子浓度的增加以及由渗硼层排出的C在该区域的富集是渗硼过渡区形成的主要原因[22 ,23 ] . 由此可以推断, 交流电场条件下B原子在基体内的扩散深度以及扩散量较CPB工艺显著增加, 即交流电场可显著提高B原子在试样内部的扩散能力, 这与图7的实验结果一致. ...
... [22 ,23 ]. 由此可以推断, 交流电场条件下B原子在基体内的扩散深度以及扩散量较CPB工艺显著增加, 即交流电场可显著提高B原子在试样内部的扩散能力, 这与图7的实验结果一致. ...
2
1980
... 研究[22 ] 发现, ACFEPB工艺处理的硼化物层前端较CPB工艺更易出现典型的过渡区组织, 即渗层前端珠光体含量增加、晶粒异常长大, 而心部基体则仍为细小的珠光体+铁素体组织(图9), 因此过渡区出现粗大组织并不意味渗硼温度高. 一般认为, 在一定温度时, 渗层前端B原子浓度的增加以及由渗硼层排出的C在该区域的富集是渗硼过渡区形成的主要原因[22 ,23 ] . 由此可以推断, 交流电场条件下B原子在基体内的扩散深度以及扩散量较CPB工艺显著增加, 即交流电场可显著提高B原子在试样内部的扩散能力, 这与图7的实验结果一致. ...
... [22 ,23 ]. 由此可以推断, 交流电场条件下B原子在基体内的扩散深度以及扩散量较CPB工艺显著增加, 即交流电场可显著提高B原子在试样内部的扩散能力, 这与图7的实验结果一致. ...
1
1980
... 研究[22 ] 发现, ACFEPB工艺处理的硼化物层前端较CPB工艺更易出现典型的过渡区组织, 即渗层前端珠光体含量增加、晶粒异常长大, 而心部基体则仍为细小的珠光体+铁素体组织(图9), 因此过渡区出现粗大组织并不意味渗硼温度高. 一般认为, 在一定温度时, 渗层前端B原子浓度的增加以及由渗硼层排出的C在该区域的富集是渗硼过渡区形成的主要原因[22 ,23 ] . 由此可以推断, 交流电场条件下B原子在基体内的扩散深度以及扩散量较CPB工艺显著增加, 即交流电场可显著提高B原子在试样内部的扩散能力, 这与图7的实验结果一致. ...
1
1980
... 研究[22 ] 发现, ACFEPB工艺处理的硼化物层前端较CPB工艺更易出现典型的过渡区组织, 即渗层前端珠光体含量增加、晶粒异常长大, 而心部基体则仍为细小的珠光体+铁素体组织(图9), 因此过渡区出现粗大组织并不意味渗硼温度高. 一般认为, 在一定温度时, 渗层前端B原子浓度的增加以及由渗硼层排出的C在该区域的富集是渗硼过渡区形成的主要原因[22 ,23 ] . 由此可以推断, 交流电场条件下B原子在基体内的扩散深度以及扩散量较CPB工艺显著增加, 即交流电场可显著提高B原子在试样内部的扩散能力, 这与图7的实验结果一致. ...
1
1962
... 交流电场在粉末法渗硼方面表现出来的一系列特性, 实际是与交流电场在粉末法渗硼中的作用机制相关联. 对电场增强渗硼过程中试样实际温度的实时测温证实施加交流电场对渗硼过程具有加热作用, 这种加热实际是由电流流过渗剂的电阻加热作用和交变电场在试样上的感应加热作用2方面综合作用所致. 当施加相同电场电流时, 在较低炉温时的热效应高于较高炉温时的热效应, 这可能是由于一方面渗剂温度低, 其电阻相应高, 渗剂电阻发热量较大; 另一方面, 作为铁磁材料的45钢试样, 电场对其感应加热的功率在加热过程中会重新分布, 与随温度升高而有极大改变的磁导率、热容量、电阻率等相联系, 表面层中单位受能体积在低温时所得的功率很大, 但在Curie点或接近于Curie点的温度时却急剧地减小[24 ] . 因此, 交流电场在600 ℃引起的温升高于800 ℃引起的温升(图4). 温度的升高无疑会增强渗剂间的反应及与渗扩相关的各种扩散, 但图5的实验结果说明其并非是促渗主要因素. ...
1
1962
... 交流电场在粉末法渗硼方面表现出来的一系列特性, 实际是与交流电场在粉末法渗硼中的作用机制相关联. 对电场增强渗硼过程中试样实际温度的实时测温证实施加交流电场对渗硼过程具有加热作用, 这种加热实际是由电流流过渗剂的电阻加热作用和交变电场在试样上的感应加热作用2方面综合作用所致. 当施加相同电场电流时, 在较低炉温时的热效应高于较高炉温时的热效应, 这可能是由于一方面渗剂温度低, 其电阻相应高, 渗剂电阻发热量较大; 另一方面, 作为铁磁材料的45钢试样, 电场对其感应加热的功率在加热过程中会重新分布, 与随温度升高而有极大改变的磁导率、热容量、电阻率等相联系, 表面层中单位受能体积在低温时所得的功率很大, 但在Curie点或接近于Curie点的温度时却急剧地减小[24 ] . 因此, 交流电场在600 ℃引起的温升高于800 ℃引起的温升(图4). 温度的升高无疑会增强渗剂间的反应及与渗扩相关的各种扩散, 但图5的实验结果说明其并非是促渗主要因素. ...
1
1996
... 交流电场应该还有其它更为重要的促渗作用机制, 这些机制应该与交流电场的电磁作用有关. 首先, 交流电场的电磁作用将加剧渗剂分子的热振动, 强化渗剂反应, 提高活性硼原子及含B活性基团的产率; 交流电场的电磁搅拌作用对渗剂中活性B原子及含B活性基团向试样表面的扩散也有一定的促进作用. 与直流电场的对含B带正电离子向负极的定向驱动、从而对罐内不同位置试样及试样不同面产生不同促渗效果所不同[6 ] , 交流电场的电磁搅拌作用使得渗罐内, 尤其是两平行电极间气氛浓度更为均匀; 两平行电极间均匀分布的交变电场和气氛使得位于其中各试样的渗硼效果也均匀一致(图2). 另外, 已有研究[25 -27 ] 表明, 直流电通过金属可以提高金属内部空位的浓度及其迁移能力. 可以推测在交流电场增强粉末法渗硼中, 感生交流电同样具有提高钢试样内部空位浓度及其迁移能力的作用, 从而降低B原子的扩散激活能, 加速B原子在试样基体内的扩散及基体中Fe向渗硼层内的扩散. 对中、低碳钢交流电场增强渗硼的动力学研究[28 ,29 ] 已证实, 交流电场条件下的B原子扩散激活能显著低于常规渗硼工艺. 交流电场的这种作用不仅可增加渗硼层厚度, 还可减少或消除渗硼层中含B量较高的脆性FeB相, 获得单一Fe2 B相渗硼层, 有利于提高渗硼层的耐磨性等性能. ...
1
2011
... 交流电场应该还有其它更为重要的促渗作用机制, 这些机制应该与交流电场的电磁作用有关. 首先, 交流电场的电磁作用将加剧渗剂分子的热振动, 强化渗剂反应, 提高活性硼原子及含B活性基团的产率; 交流电场的电磁搅拌作用对渗剂中活性B原子及含B活性基团向试样表面的扩散也有一定的促进作用. 与直流电场的对含B带正电离子向负极的定向驱动、从而对罐内不同位置试样及试样不同面产生不同促渗效果所不同[6 ] , 交流电场的电磁搅拌作用使得渗罐内, 尤其是两平行电极间气氛浓度更为均匀; 两平行电极间均匀分布的交变电场和气氛使得位于其中各试样的渗硼效果也均匀一致(图2). 另外, 已有研究[25 -27 ] 表明, 直流电通过金属可以提高金属内部空位的浓度及其迁移能力. 可以推测在交流电场增强粉末法渗硼中, 感生交流电同样具有提高钢试样内部空位浓度及其迁移能力的作用, 从而降低B原子的扩散激活能, 加速B原子在试样基体内的扩散及基体中Fe向渗硼层内的扩散. 对中、低碳钢交流电场增强渗硼的动力学研究[28 ,29 ] 已证实, 交流电场条件下的B原子扩散激活能显著低于常规渗硼工艺. 交流电场的这种作用不仅可增加渗硼层厚度, 还可减少或消除渗硼层中含B量较高的脆性FeB相, 获得单一Fe2 B相渗硼层, 有利于提高渗硼层的耐磨性等性能. ...
1
2012
... 交流电场应该还有其它更为重要的促渗作用机制, 这些机制应该与交流电场的电磁作用有关. 首先, 交流电场的电磁作用将加剧渗剂分子的热振动, 强化渗剂反应, 提高活性硼原子及含B活性基团的产率; 交流电场的电磁搅拌作用对渗剂中活性B原子及含B活性基团向试样表面的扩散也有一定的促进作用. 与直流电场的对含B带正电离子向负极的定向驱动、从而对罐内不同位置试样及试样不同面产生不同促渗效果所不同[6 ] , 交流电场的电磁搅拌作用使得渗罐内, 尤其是两平行电极间气氛浓度更为均匀; 两平行电极间均匀分布的交变电场和气氛使得位于其中各试样的渗硼效果也均匀一致(图2). 另外, 已有研究[25 -27 ] 表明, 直流电通过金属可以提高金属内部空位的浓度及其迁移能力. 可以推测在交流电场增强粉末法渗硼中, 感生交流电同样具有提高钢试样内部空位浓度及其迁移能力的作用, 从而降低B原子的扩散激活能, 加速B原子在试样基体内的扩散及基体中Fe向渗硼层内的扩散. 对中、低碳钢交流电场增强渗硼的动力学研究[28 ,29 ] 已证实, 交流电场条件下的B原子扩散激活能显著低于常规渗硼工艺. 交流电场的这种作用不仅可增加渗硼层厚度, 还可减少或消除渗硼层中含B量较高的脆性FeB相, 获得单一Fe2 B相渗硼层, 有利于提高渗硼层的耐磨性等性能. ...
1
2014
... 交流电场应该还有其它更为重要的促渗作用机制, 这些机制应该与交流电场的电磁作用有关. 首先, 交流电场的电磁作用将加剧渗剂分子的热振动, 强化渗剂反应, 提高活性硼原子及含B活性基团的产率; 交流电场的电磁搅拌作用对渗剂中活性B原子及含B活性基团向试样表面的扩散也有一定的促进作用. 与直流电场的对含B带正电离子向负极的定向驱动、从而对罐内不同位置试样及试样不同面产生不同促渗效果所不同[6 ] , 交流电场的电磁搅拌作用使得渗罐内, 尤其是两平行电极间气氛浓度更为均匀; 两平行电极间均匀分布的交变电场和气氛使得位于其中各试样的渗硼效果也均匀一致(图2). 另外, 已有研究[25 -27 ] 表明, 直流电通过金属可以提高金属内部空位的浓度及其迁移能力. 可以推测在交流电场增强粉末法渗硼中, 感生交流电同样具有提高钢试样内部空位浓度及其迁移能力的作用, 从而降低B原子的扩散激活能, 加速B原子在试样基体内的扩散及基体中Fe向渗硼层内的扩散. 对中、低碳钢交流电场增强渗硼的动力学研究[28 ,29 ] 已证实, 交流电场条件下的B原子扩散激活能显著低于常规渗硼工艺. 交流电场的这种作用不仅可增加渗硼层厚度, 还可减少或消除渗硼层中含B量较高的脆性FeB相, 获得单一Fe2 B相渗硼层, 有利于提高渗硼层的耐磨性等性能. ...

 , 孙力
, 孙力






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}