镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金.
迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差.
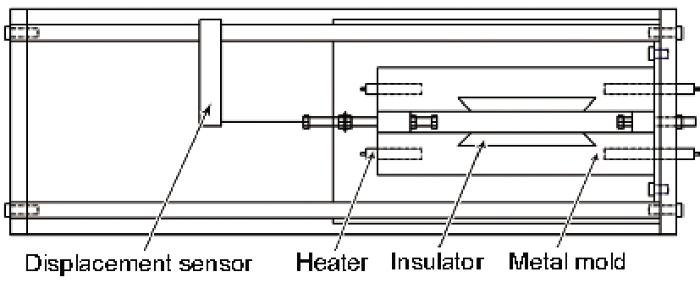
图1 自由收缩位移测试模块示意图
Fig.1 Schematic diagram of free contraction displacement tested module
本工作自行设计了适用于研究镁合金热裂行为的装置及数据采集系统, 精确记录合金凝固过程中的温度、自由收缩位移及受阻收缩应力变化, 并结合金相组织和断口扫描等手段研究了Mg-Zn-Mn系合金的热裂行为, 提出了评价镁合金热裂倾向性大小的指标, 探索出研究镁合金热裂行为和热裂机理的新途径.
1 实验方法
1.1 实验合金成分及熔炼和浇注工艺
为了研究Mn含量对Mg-6.5Zn合金热裂倾向性的影响, 设计了Mn含量不同的4种合金. 熔炼Mg-6.5Zn-xMn合金时, 首先将准确称重的工业纯Mg在井式电阻炉中熔化, 待熔体升温至700 ℃并稳定后, 加入Zn片, 并立即搅拌5 min, 使加入的Zn片完全熔化, 继续升温至720 ℃并稳定后, 将准确称重的MnCl2 颗粒和少许RJ-2熔剂一起加入, 并搅拌熔体至加入的MnCl2 完全熔化为止. 最后在熔体表面均匀覆盖一层RJ-2熔剂, 静置15 min后撇渣, 当熔体温度达到720 ℃时从炉膛中取出. 经实际测量, 熔体从提出炉膛到开始浇型腔时熔体降温在40 ℃左右, 所以实际浇注温度约为680 ℃. 刚开始浇注时坩埚倾角不能过大, 否则合金液易在型腔中流动过快而将滑块冲出, 浇注前要将SF6 和CO2 保护气(SF6 的体积分数处于0.1%~0.7%之间)通入型腔内, 防止镁合金铸件表面高温氧化. 经测试各实验合金的实际成分见表1.
本实验利用热力学软件JMatPro计算实验合金的固相率. 实验后, 取铸件中间部分或热裂断口附近样品, 应用标准金相试样制备方法磨制和抛光, 经4%的硝酸酒精腐蚀30 s后, 用Leica-MR金相显微镜(OM)采集合金微观组织照片. 用SSX-550扫描电镜(SEM)采集铸件热裂断口形貌照片.
1.2 实验数据采集
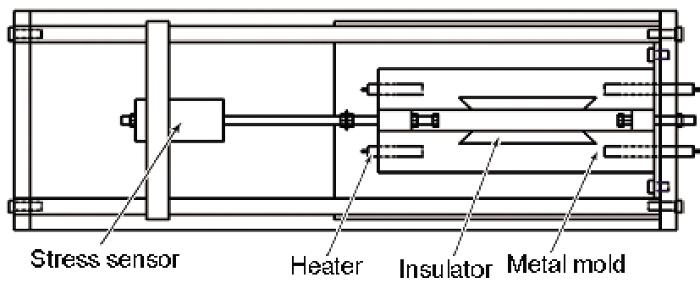
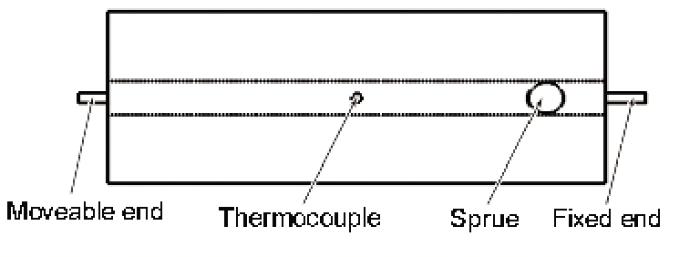
本实验采用的热裂装置分为2个模块, 分别为自由线收缩测试模块(图1)和受阻收缩应力测试模块(图2). 装置主要部分为一端固定, 一端为可动滑块的长方体浇槽, 尺寸为20 mm×20 mm×210 mm, 可动滑块后连接位移或应力传感器; 通过记录凝固过程中可动滑块的位移为收缩位移, 记录应力传感器的数值为收缩应力. 实验中通过插入铸件内部的镍铬-镍硅热电偶记录铸件温度的变化, 热电偶和浇口位置如图3所示.
图2 受阻收缩应力测试模块示意图
Fig.2 Schematic diagram of blocked contraction stress tested module
图3 浇注及温度采集点示意图
Fig.3 Schematic diagram of pouring and temperature collection
为了准确测量小位移量, 本实验选用了高灵敏度、高精度的采用LVDT(线性可变差分变压器)技术的Schavitz DC-SE-250位移传感器. 应力测量采用LRK-5KN应力传感器, 该传感器采用电阻应变片技术, 是一款小型、高精度、高出力的拉压两用型传感器. 实验过程中的数据通过高灵敏度、高精度的HIOKI数据采集器采集并记录.
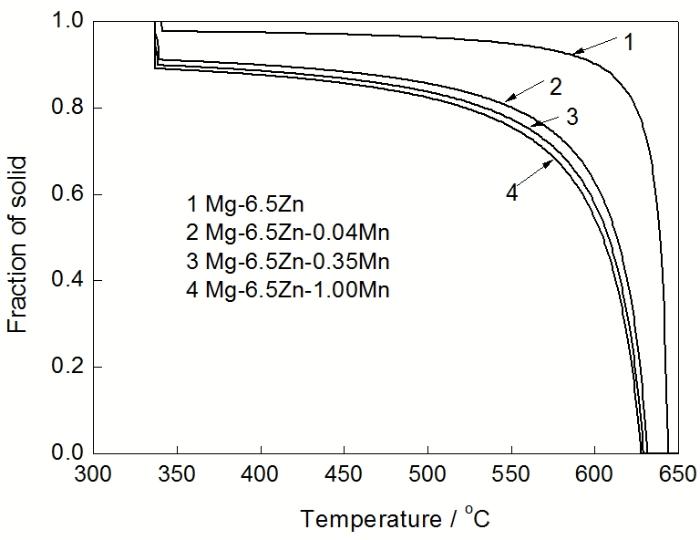
图4 实验合金温度-固相率曲线
Fig.4 Temperature-fraction of solid (fs ) curves of tested alloys
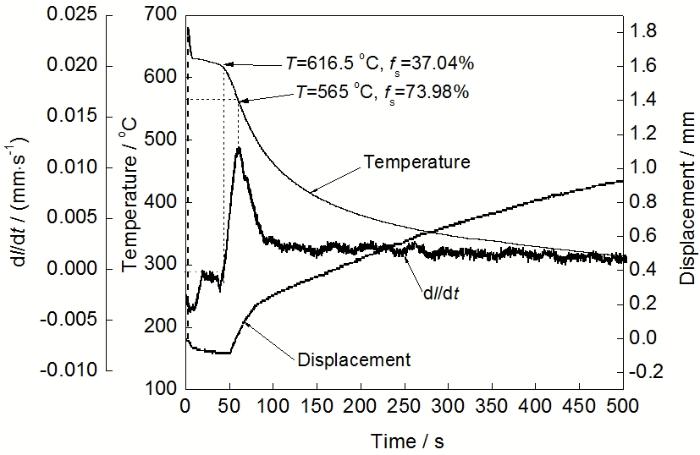
图5 Mg-6.5Zn-0.35Mn合金自由收缩时间-温度/位移/位移变化速率曲线
Fig.5 Free contraction time-temperature/displacement/displacement change rate (dl/dt) curves of Mg-6.5Zn-0.35Mn alloy (T—temperature)
2 实验结果与讨论
图4所示为热力学计算软件JMatPro算得的实验合金固相率随温度变化曲线. 可以看出, Mn的加入使合金凝固过程中固相率发生改变, 合金的凝固温度区间增加, 且合金中Mn含量越多, 合金凝固温度区间越大.
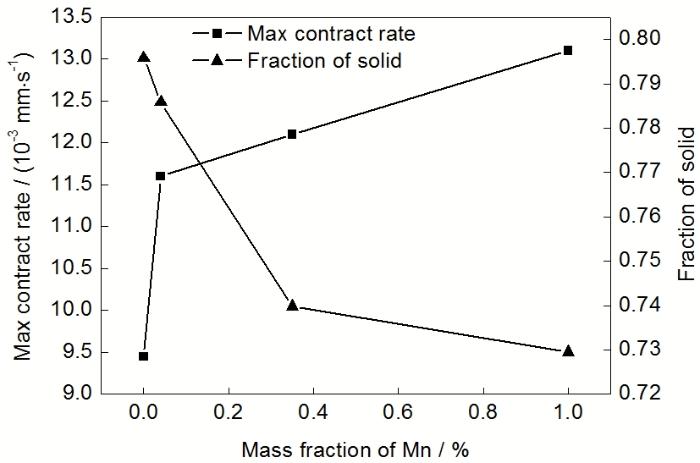
图6 实验合金最大收缩速率及固相率
Fig.6 Maximum contract rate (vmax ) and fraction of solid of tested alloys
2.1 Mn含量对自由收缩位移的影响
图5所示为自由收缩实验装置测得的数据作出的Mg-6.5Zn-0.35Mn合金自由收缩时间-温度/位移/位移变化速率曲线(图中 d l / d t s =37.04%(fs 为合金固相率, 下同)时开始有收缩位移, 当温度降为565 ℃, fs =73.98%时收缩速率达到最大值.
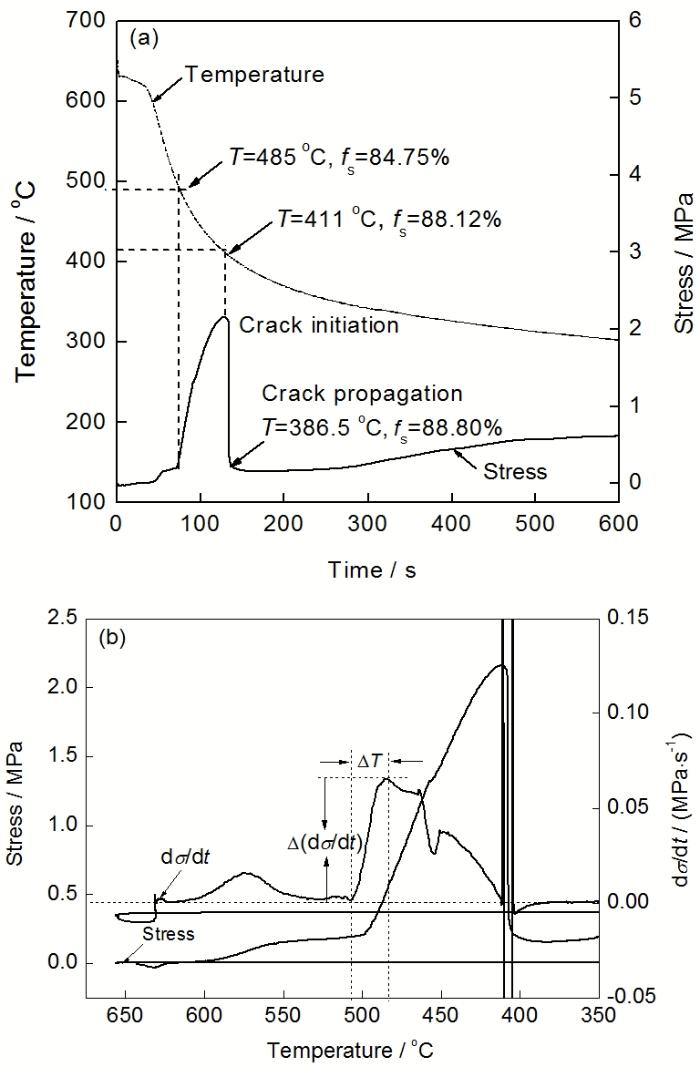
图7 Mg-6.5Zn-0.35Mn合金受阻收缩时间-温度/应力曲线和温度-应力/应力变化速率曲线
Fig.7 Blocked contraction time-temperature/stress curves (a) and temperature-stress/stress change rate (ds /dt) curves (b) of Mg-6.5Zn-0.35Mn alloy
图6所示为实验测试的4种合金凝固自由收缩过程中的最大收缩速率及对应的固相率大小曲线. 由图可看出, Mn的加入明显增大了合金凝固过程自由收缩时的最大收缩速率(vmax ), 且随Mn含量的增加, vmax 增大, 而对应的固相率呈下降趋势. 由此可知, 合金在凝固过程中从水平方向固态骨架建立起, 直到室温所进行的收缩并不是均匀线性的. 由于液体的线收缩系数比固体的线收缩系数大得多, 当合金铸件内部凝固组织建立起固相骨架时, 其在水平方向的线收缩即刻开始, 而这时尚存的液体部分仍在进行液态收缩, 正是这个液态收缩极大地影响了固相骨架的收缩. 如图6所示, 合金凝固固相率在70%~80%之间时, Mn的加入使得合金vmax 出现时的固相率下降约5%~6%, 增加了合金凝固温度区间, 推迟了凝固过程, 剩余较多的液相收缩, 导致Mn含量为0.35%和1.00%合金的vmax 明显大于未添加Mn和添加了微量Mn (0.04%)的2种合金. 另一方面, 凝固收缩的vmax 对铸件相当于一个“冲击收缩”, 若铸件处于受阻收缩条件下, “冲击收缩”相应产生一个“冲击拉力”, 而使铸件产生微裂纹. 如果固相骨架的微裂纹产生得非常早, 即尚存有较多的液相, 同时晶间液体尚能流动, 则微裂纹可以被补缩愈合, 否则将被明显保留下来, 进而产生热裂. 因此凝固后期较多液相的剩余既会增大合金的vmax , 又会对产生的微裂纹补缩, 两方面相互制约, 共同影响合金的热裂倾向.
图8 Mg-6.5Zn-0.35Mn合金铸件热裂断口宏观照片
Fig.8 Macrograph of hot cracking fracture of Mg-6.5Zn-0.35Mn alloy
2.2 Mn含量对受阻收缩应力的影响
图7a为Mg-6.5Zn-0.35Mn合金凝固受阻收缩过程的时间-温度-应力曲线. 可见, 应力值在485 ℃开始迅速增加, 温度降为411 ℃时应力值达到最大, 然后迅速减小. 结合实验现象分析, 此时铸件中间部位出现热裂纹并开始扩展, 最终形成宏观热裂纹, 如图8所示. 铸件内部应力迅速增加到最大再到应力完全释放的过程, 合金固相率约为84.75%~88.80%. 此时合金铸件内部处于凝固后期, 晶间结合力提高, 晶界处出现不连续的微裂纹. 同时, 相邻枝晶的迅速搭接使得铸件急剧收缩, 应力增加速率很大, 应力的迅速累积易导致铸件内部出现应力集中, 由于合金铸件内部的液相较少且被搭接的枝晶隔离成小区域, 进一部收缩便形成孔洞, 无法对因凝固受阻被拉断的枝晶形成有效的补缩, 在应力集中的作用下孔洞或微裂纹扩展成宏观热裂纹. 因此在枝晶凝固后期应力增加速率越大, 对应的固相率越高, 孔洞或微裂纹扩展的倾向性就越大, 热裂越容易发生.
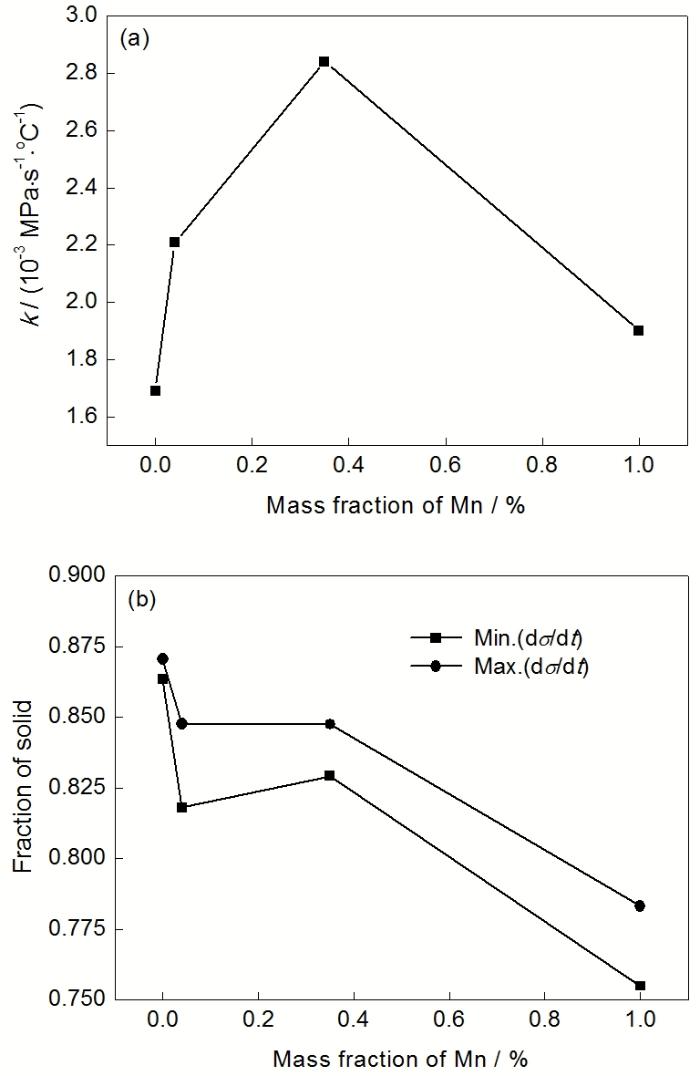
图9 Mn对合金凝固的应力累积系数和应力累积固相率的影响
Fig.9 Effects of Mn on stress accumulating coefficient (k)(a) and fraction of solid of stress accumulating (b)
由图7a中的应力值对时间求微分, 可得图7b所示的温度-应力/应力变化速率曲线(图中 d σ / d t
(1) k = ( σ ˙ 2 - σ ˙ 1 ) / T 1 - T 2 = Δ d σ / d t / Δ T
式中, k为应力累积系数; σ ˙ 2 σ ˙ 1 2 为波峰的最高点对应的温度值; T1 为波峰的最低点对应的温度值; σ
图9a所示为利用式(1)求出的不同Mn含量合金的应力累积系数(k)的变化情况. 可见, 随合金中Mn含量的增加, k值先增大后减小, Mn含量为0.35%时达到最大值. 图9b为应力累积对应的固相率区间. 合金在凝固后期应力的迅速累积导致铸件局部出现应力集中, 当此应力值超过铸件的抗拉极限时, 枝晶分离处的晶间搭桥会被拉断, 晶粒表面的液膜撕裂, 微裂纹开始在铸件内部萌生. 结合图9a和b, Mg-6.5Zn-0.35Mn合金应力迅速累积出现的温度区间较低, 对应的固相率较高, 在82.93%~84.75%之间, 晶间剩余的液相在晶界处形成的液膜较薄, 对分离的枝晶补缩能力较差, 微裂纹会继续扩展成为宏观热裂纹, 增加了合金的热裂倾向性. 实验中Mg-6.5Zn-0.35Mn合金出现热裂纹并扩展至铸件表面, 导致铸件完全断裂; 而Mg-6.5Zn-1.00Mn合金没有出现明显的外部热裂纹, 这与以上分析结果相符合. 综上所述, k及其出现的固相率可以准确地反映合金的热裂倾向性大小.
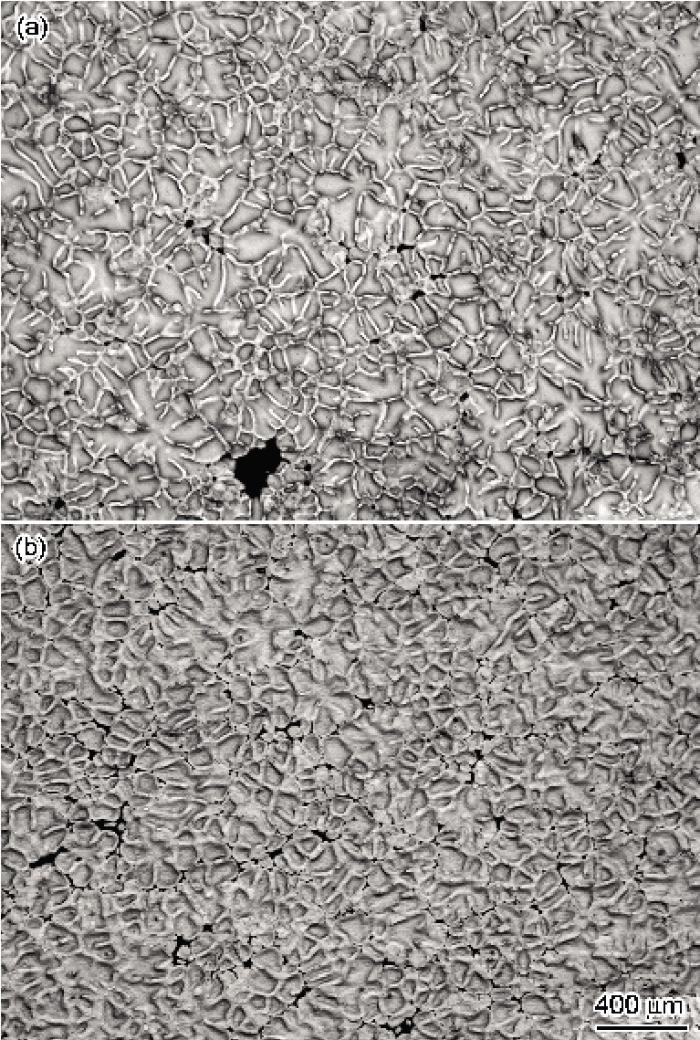
图10 Mg-6.5Zn-0.35Mn和Mg-6.5Zn-1.00Mn合金最后凝固部分的OM像
Fig.10 OM images of the last part of solidification of Mg-6.5Zn-0.35Mn alloy (a) and Mg-6.5Zn-1.00Mn alloy (b)
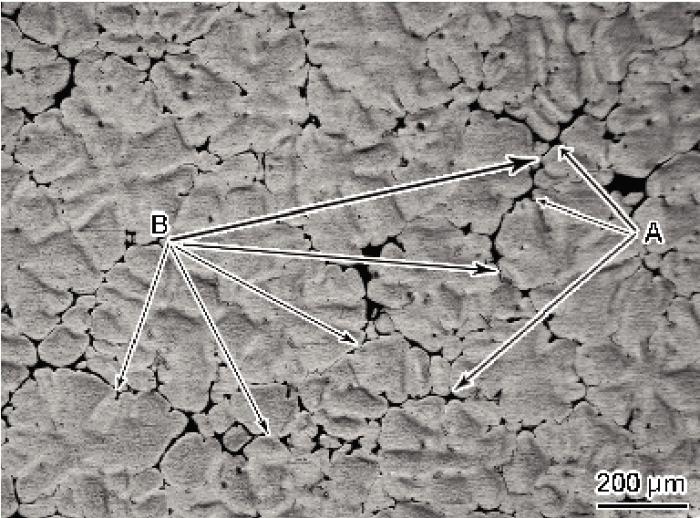
图11 Mg-6.5Zn-0.35Mn合金热裂断口附近的OM像
Fig.11 OM image of Mg-6.5Zn-0.35Mn alloy near the hot crack fracture (Arrows A show microcracking; arrows B show feeding channels)
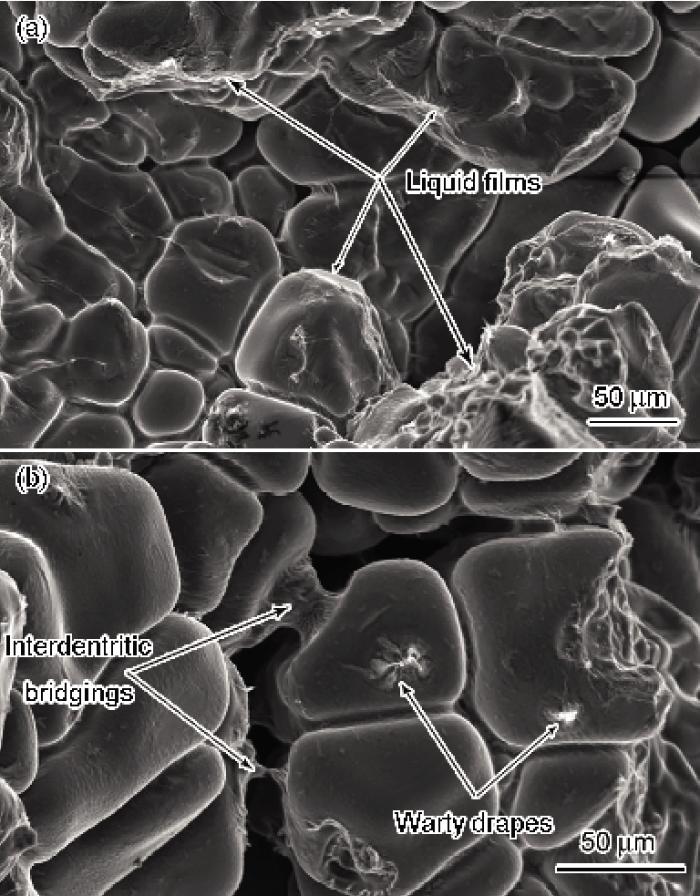
图12 Mg-6.5Zn-0.35Mn合金热裂断口SEM像
Fig.12 SEM images of hot crack fracture morphologies of Mg-6.5Zn-0.35Mn alloy(a) the liquid films(b) the interdendritic bridgings and warty drapes
2.3 合金最后凝固部分金相组织分析
图10a和b分别为实验条件下Mg-6.5Zn-0.35Mn和Mg-6.5Zn-1.00Mn合金的铸态显微组织. 可见, 随着Mn含量从0.35%提高到1.00%, 试样的晶粒尺寸变小, 形貌由树枝晶向等轴晶转变, 晶间结合力增加, 抑制了萌生的热裂纹的扩展, 降低了其热裂倾向性. 由于实验装置在型腔中间的两侧加有保温材料, 因此铸件的凝固顺序是由两端向中间凝固, 最后凝固部分容易形成缩孔等缺陷, 导致热裂纹形核扩展. 图11为Mg-6.5Zn-0.35Mn合金热裂纹断口附近金相组织. 图中A处箭头所指为萌生和扩展后的显微裂纹, 扩展方式主要是沿晶扩展. 图中B处存在明显的晶间补缩通道. 在凝固后期, 部分分离的枝晶被剩余液相或低熔点相重新补缩而重新搭接在一起, 抑制其持续扩展成为热裂纹.
2.4 合金热裂断口分析
图12为Mg-6.5Zn-0.35Mn合金在受阻收缩条件下形成的宏观热裂断口的SEM像. 从图12a中可以看到, 晶粒表面存在明显的液膜, 这是由低熔点相最后凝固在晶粒表面形成的. 液膜理论[15 ] 中, 热裂纹的形成是合金在凝固末期由于凝固收缩应力破坏了液膜作用在晶间的结合力而造成液膜开裂的结果. 晶间裂纹的形成是复杂的过程, 取决于很多因素. 其中, 枝晶间液膜的厚度以及晶粒的大小成为主要因素. 在凝固后期, 如果低熔点共晶相的含量能够形成一定厚度的液膜, 但是形成的液膜对枝晶间的结合力又低于迫使枝晶分离的收缩应力, 那么该合金的热裂敏感性就很大. 如果低熔点共晶相的含量不仅能够形成液膜, 并且液膜的厚度足够大时, 那么由于液膜作用在枝晶间的结合力远远大于凝固收缩应力, 即使枝晶在收缩应力作用下枝晶间的间距增大但是仍不足以破坏枝晶间的结合力, 那么该合金的热裂敏感性就大大降低. 在液膜厚度一定的情况下, 如果晶粒越细, 虽然作用在每个晶粒上的结合力会减少, 但是由于晶粒数量多, 必然增加总体的液膜作用在晶界间的结合力, 因此增加了合金的抗热裂性.
由图12b可见, 枝晶分离后枝晶臂搭接形成了晶间搭桥, 这些搭桥的存在降低了合金的裂纹扩展倾向性. 晶间搭桥理论[17 ] 认为, 晶间搭桥的存在加强了合金凝固后期晶间结合力, 使合金断裂应力远高于液膜理论的计算结果. 而热裂纹是晶间收缩受到阻碍时, 晶间搭桥被破坏而形成的. 如果晶间搭桥大量形成, 使晶间结合力提高到晶内水平, 则凝固收缩受阻产生的应力将可能造成晶粒变形, 而不是破坏晶间搭桥形成热裂纹. 此外, 被完全拉断的搭桥在晶粒表面留下瘤状褶皱, 说明该合金晶间的结合力不足以抵抗收缩应力, 最终形成热裂缺陷.
3 结论
(1) 镁合金铸件自由收缩最大收缩速率(vmax )和受阻收缩应力累积系数(k)越大, 合金的热裂倾向性越大, 且两者出现在高固相率时影响更显著.
(2) Mn含量对Mg-6.5Zn-xMn系合金的热裂倾向性有显著的影响. 添加Mn明显增大了Mg-6.5Zn-xMn系合金的vmax , 而其出现向低固相率迁移. vmax 越大, 对应的固相率越高, 热裂倾向性越大. 因此, 两方面对热裂的产生有制约作用.
(3) 随Mg-6.5Zn-xMn系合金中Mn含量的增加, k先增大后减小, Mn含量为0.35%时达到最大, 且其出现的固相率很高, 导致其热裂倾向性大于Mn含量为0, 0.04%和1.00%的其它3种合金.
(4) 对Mg-6.5Zn-xMn系合金热裂机理的研究表明: 其热裂纹在凝固后期(高固相率)萌生并扩展, 晶粒间存在明显的晶间补缩通道. 含1.00%Mn合金与含0.35%Mn合金相比, 晶粒细小, 晶间结合力大, 热裂倾向性小. Mg-6.5Zn-0.35Mn合金枝晶分离后相互接触的枝晶臂搭接形成的晶间搭桥加强了其凝固后期的晶间结合力, 晶粒收缩受阻拉断晶间搭桥导致热裂形成.
参考文献
文献选项
[1]
Luo A Renaud J Nakatsugawa J Plourde J JOM , 1995 ; 47 (7 ): 28
[本文引用: 1]
[2]
Luo Z P Zhang S Q Acta Metall Sin , 1993 ; 29 : A176
[本文引用: 1]
(罗治平 , 张少卿 . 金属学报 , 1993 ; 29 : A176 )
[本文引用: 1]
[3]
Li J H Jie W Q Yang G Y Rear Met Mater Eng , 2008 ; 37 : 1587
[本文引用: 1]
(李杰华 , 介万奇 , 杨光昱 . 稀有金属材料与工程 , 2008 ; 37 : 1587 )
[本文引用: 1]
[4]
Lee J Y Lim H K Kim D H Kim W T Kim D H Mater Sci Eng , ,2007 ; A449-451 : 987
[本文引用: 1]
[5]
Wang Y D Wu G H Liu W C Pang S Zhang Y Ding W J Trans Nonferrous Met Soc China , 2013 ; 23 : 3611
[本文引用: 1]
[6]
Li X Liu J W Luo C P Acta Metall Sin , 2006 ; 42 : 733
[本文引用: 1]
(李 萧 , 刘江文 , 罗承萍 . 金属学报 , 2006 ; 42 : 733 )
[本文引用: 1]
[7]
Li A W Liu J W Wu C L Luo C P Jiao D L Zhu H M Chin J Nonferrous Met , 2010 ; 20 : 1487
(李爱文 , 刘江文 , 伍翠兰 , 罗承萍 , 焦东玲 , 朱红梅 . 中国有色金属学报 , 2010 ; 20 : 1487 )
[8]
Zhu H M Luo C P Liu J W Jiao D L Trans Nonferrous Met Soc China , 2014 ; 24 : 316
[本文引用: 1]
[9]
Chen X Q Liu J W Luo C P Mater Rev , 2008 ; 22 (5 ): 58
[本文引用: 1]
(陈晓强 , 刘江文 , 罗承萍 . 材料导报 , 2008 ; 22 (5 ): 58 )
[本文引用: 1]
[10]
Rosalbino F Negri S D Scavino G J Biomed Mater Res , 2013 ; 101A : 704
[本文引用: 1]
[11]
Yuan J W Zhang K Zhang X H Li X G Li T Li Y J Ma M L Shi G L J Alloys Compd , 2013 ; 578 : 32
[12]
Zhang E L Yin D S Xu L P Yang L Yang K Mater Sci Eng , 2009 ; C29 : 987
[13]
Zhang D F Qi F G Shi G L Dai Q W Rare Met Mater Eng , 2010 ; 12 : 2205
[本文引用: 2]
(张丁非 , 齐福刚 , 石国梁 , 戴庆伟 . 稀有金属材料与工程 , 2010 ; 12 : 2205 )
[本文引用: 2]
[14]
Bai Q L Li H X Zhuang L Z Zhang J S Foundry , 2013 ; 62 : 25
[本文引用: 1]
(白清领 , 李宏祥 , 庄林忠 , 张济山 . 铸造 , 2013 ; 62 : 25 )
[本文引用: 1]
[15]
Borland J C Welding Met Fabr , 1979 ; 3 : 99
[本文引用: 2]
[16]
Li Q C Mechanism of Casting Formation . Beijing : China Machine Press , 1982 : 252
[本文引用: 1]
(李庆春 . 铸件形成理论基础 . 北京 : 机械工业出版社 , 1982 : 252 )
[本文引用: 1]
[17]
Clyne T W Davies G J Brit Found , 1981 ; 74 : 65
[本文引用: 3]
[18]
Ding H Fu H Z Liu Z Y Acta Metall Sin , 1997 ; 33 : 921
[本文引用: 1]
(丁 浩 , 傅恒志 , 刘忠元 . 金属学报 , 1997 ; 33 : 921 )
[本文引用: 1]
[19]
Suyitno S T Kool W Katgerman L Metall Mater Trans , 2009 ; 40A : 2388
[本文引用: 1]
[20]
Rappaz M Drezet J M Gremaud M Metall Mater Trans , 1999 ; 30A : 449
[本文引用: 1]
[21]
Novikov I I Novik F S Doklady Akademii Nauk SSSR , 1963 ; 7 : 1153
[本文引用: 1]
[22]
Novikov I I Grushko O E Mater Sci Technol , 1995 ; 11 : 926
[本文引用: 1]
[23]
Cao G Kou S Mater Sci Eng , 2006 ; A417 : 230
[本文引用: 1]
[24]
Ding H Fu H Z Rear Met Mater Eng , 2000 ; 9 : 228
[本文引用: 1]
(丁 浩 , 傅恒志 . 稀有金属材料与工程 , 2000 ; 9 : 228 )
[本文引用: 1]
1
1995
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
1993
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
1993
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2008
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2008
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2007
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2013
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2006
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2006
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2014
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2008
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2008
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2013
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
2
2010
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
... [13 ]研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
2
2010
... 镁合金具有密度低、比强度和比刚度高、减震性好、可回收等优点, 使其在汽车、航空航天等工程方面的应用越来越广泛[1 ] . Mg-Zn系合金具有固溶强化和时效强化效果明显的优点, 是新型高强度变形镁合金开发的重要体系, 包括Mg-Zn-Zr[2 ,3 ] , Mg-Zn-RE[4 ,5 ] 和Mg-Zn-Cu[6 -8 ] 系合金等. 添加Zr细化是包括Mg-Zn系合金在内的不含Al的镁合金的主要细化方法, 典型的ZK60合金具有高强度、高塑性及优良的耐蚀性能[9 ] . 然而Zr主要以Mg-Zr中间合金加入, 实收率很低(约30%~40%), 且其价格较高, 因此Zr的添加成本很高. 而Mn由于其能降低Fe含量, 提高耐蚀性, 同时又有细晶强化的作用, 所以近年来对以Mn代替Zr来开发低成本变形镁合金的研究很多[10 -13 ] . 张丁非等[13 ] 研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
... [13 ]研究发现, Mg-6Zn-1Mn新型变形镁合金可实现在310 ℃下挤压成型, 并在该温度下发生完全的动态再结晶. 固溶和时效处理, 特别是双级时效处理, 能够显著提高该合金的抗拉强度和屈服强度, 屈服强度的提高幅度最大达64%, 达到高强变形镁合金ZK60的强度水平. 但随着Zn和Mn含量的增加, 合金呈现非平衡凝固, 铸态组织出现晶界偏析, 含Zn化合物富集在枝晶边界并呈网状分布, 弥散的Mn单质颗粒增多, 导致其铸造工艺区间窄, 热裂倾向严重. 而目前缺少Mg-Zn-Mn合金热裂相关的基础研究, 限制了该系合金的开发与应用. 因此, 研究Mg-Zn-Mn系合金的热裂行为及机理, 可为工艺调整提供参考, 开发出具有优良铸造性能的合金. ...
1
2013
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
2013
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
2
1979
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
... 图12为Mg-6.5Zn-0.35Mn合金在受阻收缩条件下形成的宏观热裂断口的SEM像. 从图12a中可以看到, 晶粒表面存在明显的液膜, 这是由低熔点相最后凝固在晶粒表面形成的. 液膜理论[15 ] 中, 热裂纹的形成是合金在凝固末期由于凝固收缩应力破坏了液膜作用在晶间的结合力而造成液膜开裂的结果. 晶间裂纹的形成是复杂的过程, 取决于很多因素. 其中, 枝晶间液膜的厚度以及晶粒的大小成为主要因素. 在凝固后期, 如果低熔点共晶相的含量能够形成一定厚度的液膜, 但是形成的液膜对枝晶间的结合力又低于迫使枝晶分离的收缩应力, 那么该合金的热裂敏感性就很大. 如果低熔点共晶相的含量不仅能够形成液膜, 并且液膜的厚度足够大时, 那么由于液膜作用在枝晶间的结合力远远大于凝固收缩应力, 即使枝晶在收缩应力作用下枝晶间的间距增大但是仍不足以破坏枝晶间的结合力, 那么该合金的热裂敏感性就大大降低. 在液膜厚度一定的情况下, 如果晶粒越细, 虽然作用在每个晶粒上的结合力会减少, 但是由于晶粒数量多, 必然增加总体的液膜作用在晶界间的结合力, 因此增加了合金的抗热裂性. ...
1
1982
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
1982
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
3
1981
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
... [17 ]提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
... 由图12b可见, 枝晶分离后枝晶臂搭接形成了晶间搭桥, 这些搭桥的存在降低了合金的裂纹扩展倾向性. 晶间搭桥理论[17 ] 认为, 晶间搭桥的存在加强了合金凝固后期晶间结合力, 使合金断裂应力远高于液膜理论的计算结果. 而热裂纹是晶间收缩受到阻碍时, 晶间搭桥被破坏而形成的. 如果晶间搭桥大量形成, 使晶间结合力提高到晶内水平, 则凝固收缩受阻产生的应力将可能造成晶粒变形, 而不是破坏晶间搭桥形成热裂纹. 此外, 被完全拉断的搭桥在晶粒表面留下瘤状褶皱, 说明该合金晶间的结合力不足以抵抗收缩应力, 最终形成热裂缺陷. ...
1
1997
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
1997
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
2009
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
1999
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
1963
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
1995
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
2006
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
2000
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...
1
2000
... 迄今为止, 在大量研究钢和铝合金等金属的基础上, 经过总结得到的一致看法是: 热裂纹是在凝固温度范围内、临近固相线时形成的[14 ] . 目前较为成熟并被人们认可的热裂形成机理主要有: 液膜理论[15 ] 、强度理论[16 ] 、晶间搭桥理论[17 ] 和凝固收缩补偿理论[18 ] . 关于合金热裂倾向性的理论评定方法主要有Clyne和Davies[17 ] 提出的裂纹敏感系数(CSC)判据、Suyitno等[19 ] 提出的合金热裂敏感性(HCS)判据和Rappaz等[20 ] 提出的补缩受阻和形变(RDG)判据等. 热裂倾向性的实验评定方法主要有热裂环法[21 ] 、临界尺寸法(临界长度法[22 ] 和临界直径法[23 ] )和临界载荷法[24 ] . 理论判据虽可以判断合金热裂倾向性的大小, 但由于其计算过程的复杂性, 导致其在实际应用中存在很多局限性; 实验评定方法多采用定性指标, 部分方法重复性差. ...




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}