
鲁世强 , 王克鲁, 李鑫, 刘诗彪
, 王克鲁, 李鑫, 刘诗彪
南昌航空大学航空制造工程学院, 南昌 330063
LU Shiqiang, WANG Kelu, LI Xin, LIU Shibiao
中图分类号: TG316
通讯作者:
修回日期: 2014-03-27
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
鲁世强, 男, 1962年生, 教授, 博士
展开
摘要
提出了一种将功率耗散图预测的动态再结晶热力参数范围与有限元模拟相结合, 来模拟和预测金属锻造过程动态再结晶的方法. 该方法通过二次开发引入到Deform 3D有限元软件系统后, 利用该系统成功模拟和预测了TC11钛合金在工艺参数为(1020 ℃, 0.1 s-1), (1050 ℃, 0.1 s-1)和(1050 ℃, 10 s-1)时, 恒应变速率压缩过程中发生动态再结晶的区域及其变化规律, 模拟预测结果与实验结果吻合较好.
关键词:
Abstract
The window of thermomechanical parameters where dynamic recrystallization occurs can be predicted according to the power dissipation map based on dynamic materials model, and the distribution of thermomechanical parameters in metal forging can be calculated by using finite element (FE) simulation. Thus, the zone of dynamic recrystallization and its evolution in metal forging not only can be simulated and predicted, but also the forging process parameters where dynamic recrystallization occurs can be optimized by the combination of the window of thermomechanical parameters where dynamic recrystallization occurs and finite element simulaton, which provides a new way for realizing the control of microstructure and property of forging. A method for simulating and predicting dynamic recrystallization in metal forging is proposed based on the combination of the thermomechanical parameter window of dynamic recrystallization predicted by power dissipation map and finite element simulation, and the method is already integrated into the commercial FE software Deform 3D. The zone of dynamic recrystallization and its evolution in compression of titanium alloy TC11 at process parameters (1020 ℃, 0.1 s-1), (1050 ℃, 0.1 s-1), (1050 ℃, 10 s-1) and constant strain rate are successfully simulated and predicted by using the modified FE software Deform 3D. The simulated and predicted result is in good agreement with experiment.
Keywords:
随着现代工业, 特别是航空工业的发展, 对合金锻件的组织和性能提出了越来越高的要求. 通过多次工艺实验来获得具有优良组织和性能的锻件, 不仅成本高、耗时多, 而且很难优化出最佳的锻造工艺参数(指外部施加给坯料的加热温度和应变速率). 因此, 寻求新的锻造工艺参数优化方法显得非常必要和重要. 由于动态再结晶(dynamic recrystallization, 简称DRX)可以消除缺陷, 重建微观组织结构, 因此, 一般认为DRX是锻造过程中最好的变形机制, 而具有DRX组织的锻件往往具有优良的综合力学性能. 如何实现锻造过程DRX的模拟与预测是材料领域的研究热点之一, 它对优化锻造工艺参数, 实现锻件组织与性能的控制具有重要意义.
有限元模拟为计算锻造过程中变形体内部热力参数(指在外部工艺参数作用下变形体内部的温度、应变速率和应变)的分布及其变化提供了有效手段. 虽然锻造过程复杂, 受到材料性质、原始组织、变形工艺、摩擦条件、模具结构等诸多因素的影响, 但自1973年Lee和Kobayashi[1]首次提出刚塑性有限元的Lagrange算法以来, 有限元模拟得到了迅速发展. 目前, 采用有限元模拟来分析锻造过程热力参数的变化已非常成熟, 在此基础上, 不少学者通过将DRX模型引入到有限元模型中来实现DRX的数值模拟[2-7], 而将功率耗散图(power dissipation map, 简称PDM)预测出的DRX热力参数范围引入到有限元模型中来实现DRX的数值模拟目前尚未见到报道.
基于动态材料模型(dynamic materials model, 简称DMM)的PDM为预测和确定锻造过程中发生DRX的热力参数范围奠定了理论基础. Gegel[8]于1983年首次提出了DMM理论, 引出了一些重要概念和参数. 在此基础上, 研究者[9-12]对DMM理论又进行了完善和发展. 由于PDM可以清楚地预测和确定出不同塑性变形机制对应的热力参数范围, 而不同的塑性变形机制对应着不同的变形组织, 这为选择适宜的热力参数范围进行锻造, 从而获得具有优良组织和性能的锻件提供了可能. 目前, 在研究锻造过程中的DRX变形机制和优化发生DRX的热力参数方面, PDM得到了广泛应用[13-17]. 但遗憾的是, 在不少文献中存在着把工艺参数和热力参数等同起来的模糊认识, 误把由PDM优化出的发生DRX的热力参数当做工艺参数来指导实际的锻造生产. 本研究认为, 由于PDM优化出的DRX热力参数是指变形体内部的热力参数, 而变形体内部的热力参数往往是不均匀分布的, 因此, 由PDM优化出的DRX热力参数难于直接作为锻造工艺参数用来指导实际的锻造生产.
如上所述, 有限元模拟能计算变形体内部的热力参数, PDM能预测发生DRX的热力参数范围. 本工作提出了一种将两者有效结合起来以实现DRX数值模拟的新方法. 该方法可充分发挥有限元模拟和PDM的各自功能, 既可模拟和预测在给定锻造工艺参数下的DRX行为, 也可优化出发生DRX的锻造工艺参数. 如此优化的锻造工艺参数可用于指导实际的锻造生产. 利用所提方法, 模拟和分析了TC11钛合金恒应变速率热压缩过程的DRX行为, 验证了所提方法的正确性和可行性.
根据DMM理论, 热变形锻件被认为是非线性功率耗散体, 金属锻造过程可被看作是能量耗散系统. 金属在锻造过程中单位体积内所吸收的功率P被耗散为以下2部分[9]:
式中,
定义功率耗散系数
式中,
为了实现金属锻造过程中DRX的模拟与预测, 需将PDM预测出的DRX热力参数范围通过二次开发引入到有限元模型中. 其方法为: 当有限元模拟某一加载变形步计算收敛后, 将变形体内热力参数场变量(温度场、应变速率场和应变场)的计算值与DRX热力参数范围作比较, 若变形体内某一微小区域的热力参数场变量处于DRX热力参数范围内, 并且其应变大于DRX临界应变, 则判定该微小区域发生了DRX, 并以等高线图或云图形式显示该微小区域的范围, 类似的比较在所有其它微小区域逐个进行, 则可模拟和预测出该加载步变形后变形体内发生的DRX区范围. 以此类似, 将每一加载变形步计算收敛后的变形体内热力参数场变量计算值, 与DRX热力参数范围和DRX临界应变作比较, 并显示出变形体内的DRX区范围, 则可模拟和预测出DRX区域在整个锻造变形过程中的形成及其变化规律. 这种方法可充分发挥PDM和有限元的各自功能, 为预测某给定锻造工艺参数下是否会发生DRX或优化出能获得DRX组织的锻造工艺参数提供了一条有效途径. 本工作已将该方法通过二次开发成功地在Deform 3D 软件系统上得以实现. 经二次开发后的Deform 3D 软件系统既保留了软件系统原有的功能, 又新增了能模拟和预测金属锻造过程DRX行为的功能.
图1 TC11钛合金不同应变速率下的功率耗散图
Fig.1 Power dissipation maps (PDMs) of titanium alloy TC11 at the strains of 0.7 (a) and 0.9 (b) (Contour numbers represent the values of the efficiency of power dissipation h)
为检验上述金属锻造过程DRX模拟与预测方法的可行性和准确性, 现以TC11钛合金恒应变速率热压缩为例, 对其热压缩过程DRX行为进行模拟和预测.
为了确定出TC11钛合金DRX热力参数范围, 需构建该合金的PDM, 而构建PDM需通过恒应变速率热压缩实验采集不同热力参数下的流动应力数据.
压缩实验在Thermecmastor-Z型热力模拟实验机上进行, 压缩试样尺寸为直径8 mm, 长12 mm, 压缩实验的应变速率分别为0.001, 0.01, 0.1, 1, 10和70 s-1; 试样加热温度分别为990, 1020, 1050和1080 ℃; 最大高度压下率为70%. 试样升温速率为10 ℃/s, 加热到变形温度后保温150 s以使温度及组织均匀, 变形完成后立即喷氦气冷却.
利用热压缩实验采集的不同热力参数下的流动应力数据, 根据式(2)构建出TC11钛合金在不同应变下的PDM, 如图1所示. 图1中的曲线为h的等值线, 其上的数值为h值. 从图1可以看出, 不同应变下的PDM显示出大致相同的特征, 其h峰值区域变化不大. 在h峰值区域, h高达0.45以上, 这预示着h峰值区域对应的微观变形机制可能为DRX[20]; 结合文献[23]在该h峰值区域已观察到了DRX变形组织, 可进一步说明该h峰值区域的微观变形机制为DRX. 因此, 由图1的h≥0.45的峰值区域可确定出TC11钛合金的DRX热力参数范围, 如图2所示.
DRX临界应变是判断材料热变形过程中是否发生DRX的关键条件, 其值与变形温度和应变速率等有关. 本工作采用加工硬化率q (q=ds/de, 其中, e为应变)来确定TC11钛合金在不同热力参数下的DRX临界应变值.
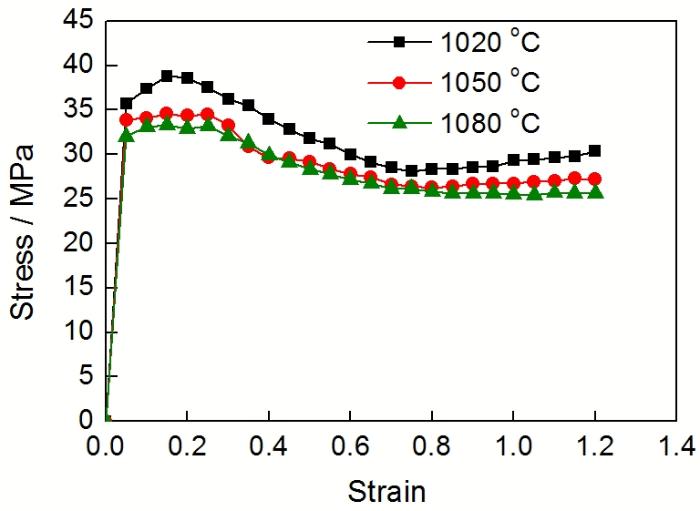
图3为TC11钛合金在应变速率为0.1 s-1时的恒应变速率压缩流动应力曲线. 从图3可以看出, 在应变速率为0.1 s-1时, 不同变形温度下的流动应力曲线均呈流动软化特征, 即变形开始时, 流动应力随应变的增大而迅速增大, 达到峰值后, 流动应力有所下降. 流动应力出现峰值意味着材料内部组织发生了DRX, 但流动应力曲线并不能直观反映发生DRX的临界条件. 基于流动应力曲线, 可得到加工硬化率曲线, 即q-s曲线和(
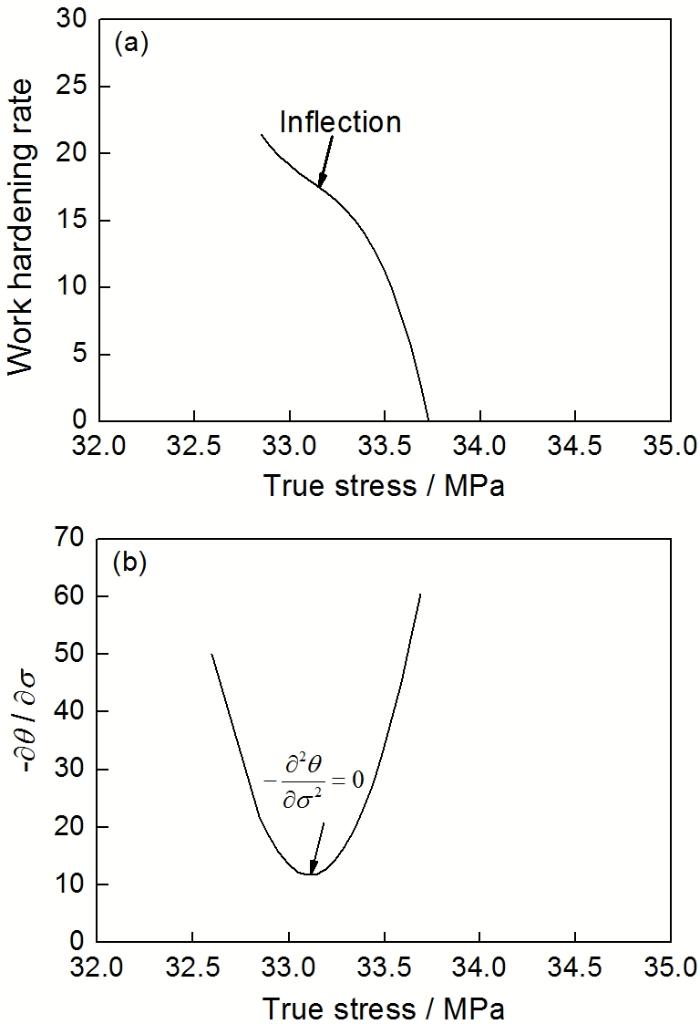
为得到加工硬化率与流动应力之间的关系曲线, 首先对流动应力曲线进行拟合, 获得拟合方程, 再对拟合方程进行求导, 可计算和绘制出加工硬化率-流动应力曲线, 从而确定出DRX临界条件. 现以(1050 ℃, 0.1 s-1) 流动应力曲线为例来具体说明DRX临界条件的确定方法.
图2 TC11钛合金动态再结晶的热力参数范围
Fig.2 Thermomechanical parameter window of dynamic recrystallization (DRX) for titanium alloy TC11
首先对(1050 ℃, 0.1 s-1)流动应力曲线进行拟合, 得到拟合方程为:
图3 应变速率为0.1 s-1时不同变形温度下的流动应力曲线
Fig.3 Flow stress curves at the strain rate of 0.1 s-1 at different temperatures
然后由式(3)可求得各应力下的加工硬化率, 进而可绘制出q-s曲线, 如图4a所示.
对图4a中的曲线进行三次方拟合, 得到拟合方程为:
对式(4)求导得:
根据式(5)可计算和绘制出(
采用上述方法, 可求得TC11钛合金在其它热力参数下的DRX临界应变. 这些不同热力参数下的临界应变, 在DRX行为有限元数值模拟时, 可作为判定是否发生DRX的条件之一.
图4 变形温度1050 ℃, 应变速率0.1 s-1时的加工硬化与流动应力之间的关系曲线
Fig.4 Relationship curves between working hardening and flow stress at 1050 ℃ and 0.1 s-1 (q—work hardening rate, s—stress)
将上面确定的TC11钛合金DRX热力参数范围及DRX临界应变输入二次开发后的Deform 3D软件系统, 利用该系统可对TC11钛合金恒应变速率热压缩过程的DRX行为进行模拟和预测. 根据钛合金b锻的温度范围并结合本工作压缩实验的工艺参数, 取模拟的工艺参数为(1020 ℃, 0.1 s-1), (1050 ℃, 0.1 s-1)和(1050 ℃, 10 s-1); 上、下压头的温度为980 ℃, 环境温度为25 ℃; 考虑到高温压缩时试样两端面放置了玻璃润滑剂, 故取试样与压头间的摩擦因子为0.2; 传热系数为1000 W/(m2·K), 试样与空气间的对流系数为20 W/(m2·K).
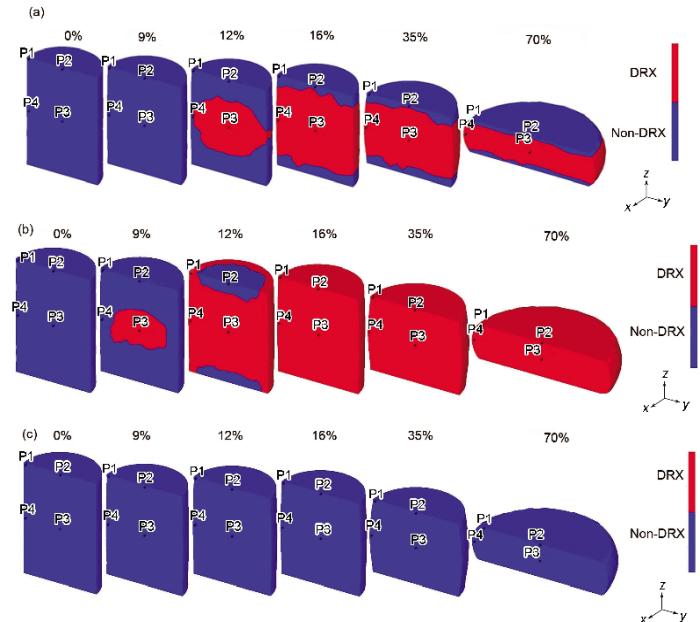
不同工艺参数条件下, TC11钛合金恒应变速率压缩过程中的DRX行为模拟结果如图5所示. 图5中上方的数据为试样的高度压下率, P1, P2, P3和P4为试样中的标示点. 从图5a可以看出, 在(1020 ℃, 0.1 s-1)条件下, 当高度压下率为12%时, 试样的中间区域(P3)开始发生DRX; 随着变形程度的增大, DRX区域增大, 当高度压下率为70%时, 除试样与压头接触的难变形区域(P2, P1)外, 其它区域均发生了DRX. 从图5b可以看出, 在(1050 ℃, 0.1 s-1)条件下, 当高度压下率为9%时, 试样中间区域(P3)已发生了DRX; 当高度压下率为12%时, 除P2点附近的难变形区域外, 其它部位发生了DRX; 随着变形程度的增大, DRX区域进一步增大, 当高度压下率达到16%时, 整个试样均发生了DRX. 从图5c可以看出, 在(1050 ℃, 10 s-1)条件下, 变形过程中整个试样均未发生DRX.
图5 不同工艺参数压缩时的动态再结晶行为模拟
Fig.5 Simulations of dynamic recrystallization behavior in compression at different process parameters (Numbers at the top are percents of reduction in height; P1, P2, P3, P4 are marked points)
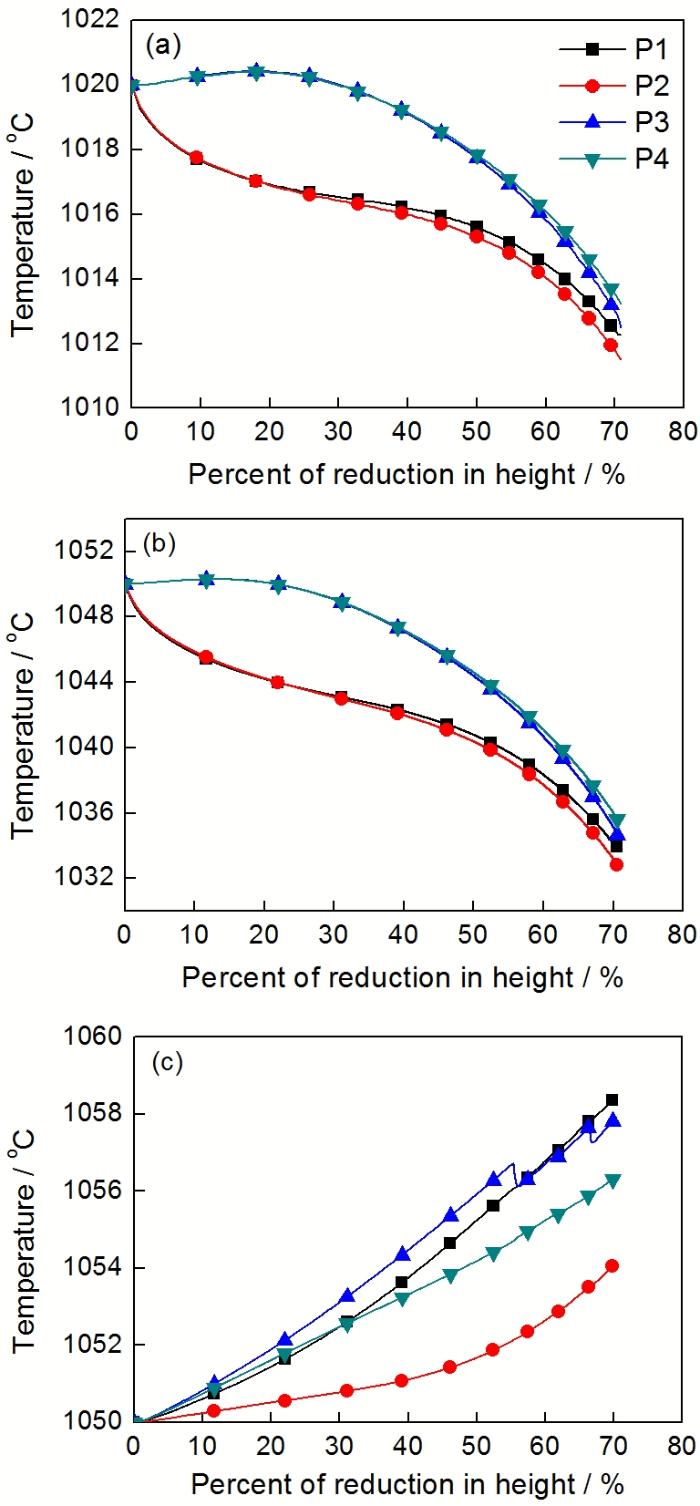
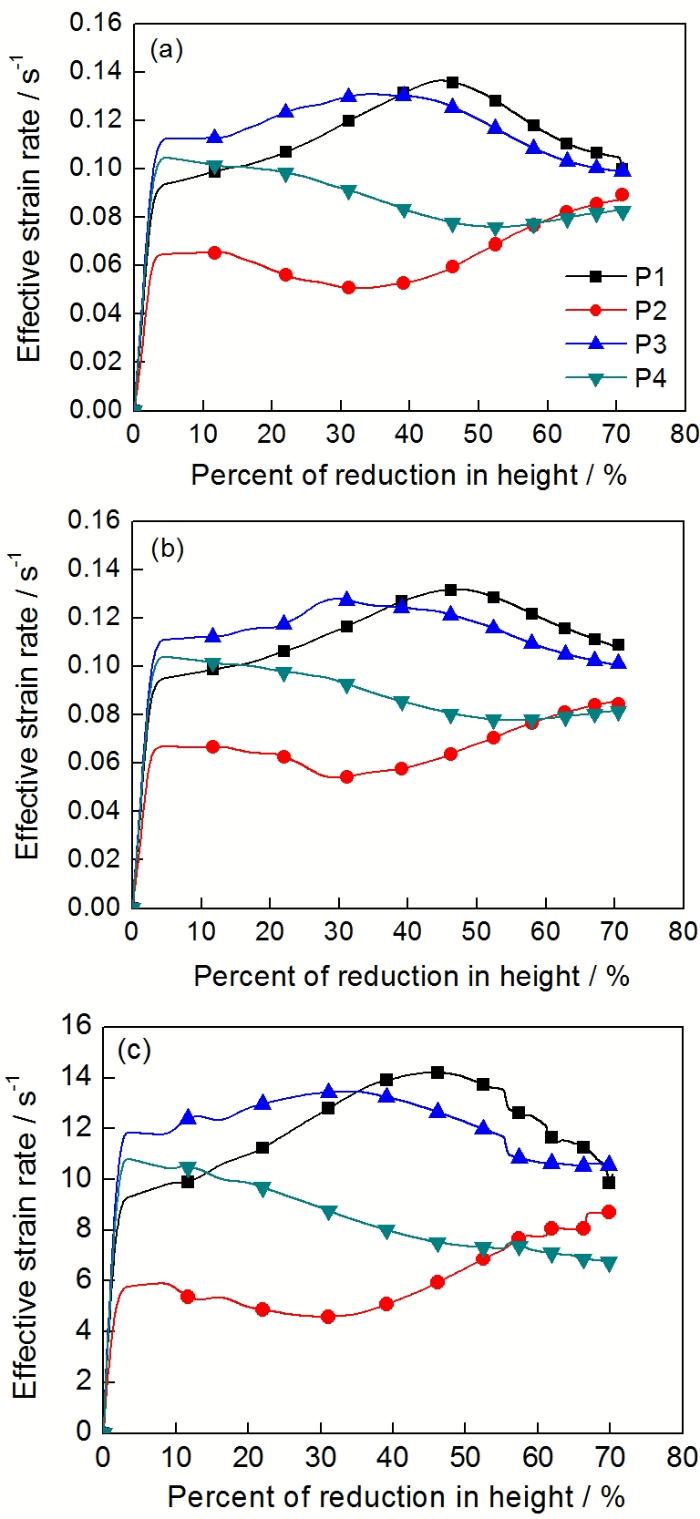
图6~8分别为图5中4个标示点的温度、等效应变速率及等效应变随压下率的变化规律. 从图6a可以看出, 在(1020 ℃, 0.1 s-1)压缩时, 试样难变形区的P2和P1点变形开始时的温度下降较为明显; 大变形区的P3及小变形区的P4点变形开始时温度略有上升, 当压下率大于20%后, 温度下降加快; 变形结束时, 试样不同位置处(P1~P4点)的温度相差不大; 整个变形过程中, 试样不同位置处的温度均在1012~1021℃之间. 从图7a可以看出, 在(1020 ℃, 0.1 s-1)压缩时, 试样不同部位的等效应变速率变化规律明显不同, P2和P4点的等效应变速率随压下率的增加先减少而后增大, 而P1和P3点的等效应变速率随压下率的增加先增大而后减小. 从图8a可以看出, 在(1020 ℃, 0.1 s-1)压缩时, 随着压下率的增大, 试样不同位置的等效应变均有所增加, 其中P1和P3点等效应变增大最为明显, P2和P4点增大相对缓慢. 综合图6a, 图7a和图2可知, 变形过程中, 试样中心大变形区域(P3)的热力参数值首先落在PDM预测的DRX热力参数范围内, 随着压下率的增大, 小变形区(P4)的热力参数值也开始落在DRX热力参数范围内; 在所研究的压下率范围内, 试样难变形区(P2和P1)的热力参数均未落在DRX热力参数范围内, 这与图5a模拟和预测出的该工艺条件下试样不同部位的DRX情况相一致.
图6 不同工艺参数压缩时标示点的温度变化规律
Fig.6 Temperature changes of the marked points in compression at the different process parameters(a) 1020 ℃, 0.1 s-1(b) 1050 ℃, 0.1 s-1(c) 1050 ℃, 10 s-1
从图6b, 7b和8b可以看出, (1050 ℃, 0.1 s-1)和(1020 ℃, 0.1 s-1)压缩时的温度、等效应变速率及等效应变的变化规律基本一致. 整个压缩过程中, 试样不同部位的温度均在1033~1051℃之间. 变形过程中, 试样中心大变形区域的P3点热力参数值首先落在PDM预测的DRX热力参数范围内, 随着压下率的增大, 落在DRX热力参数范围内的区域逐渐扩大, 当压下率达到16%后, 试样所有部位的热力参数值均处于DRX热力参数范围内, 这与图5b模拟和预测出的该工艺条件下试样不同部位的DRX情况相一致.
图7 不同工艺参数压缩时标示点的等效应变速率变化规律
Fig.7 Effective strain rate changes of the marked points in compression at the different process parameters(a) 1020 ℃, 0.1 s-1(b) 1050 ℃, 0.1 s-1(c) 1050 ℃, 10 s-1
从图6c可以看出, 在(1050 ℃, 10 s-1)压缩时, 由于应变速率较高, 受热效应的影响, 试样不同部位的温度随压下率的增大均有所上升, P1~P4点的温度处于1050~1059℃之间. 从图7c可以看出, 在(1050 ℃, 10 s-1)压缩时, P2点的等效应变速率随压下率的增大先减小而后增大, P1和P3点的等效应变速率随压下率的增加先增大而后减小, P4点的等效应变速率随压下率的增加一直减小, 反映出不同区域的等效应变速率相差较大. 从图8c可以看出, 在(1050 ℃, 10 s-1)压缩时, 随着压下率的增大, 试样不同位置的等效应变均有所增加, 其中P1和P3点的等效应变增大较显著. 综合图7c和图2可知, 变形过程中, 试样不同部位的等效应变速率均高于PDM预测的DRX热力参数范围, 因而均未能发生DRX, 这与图5c的模拟和预测结果一致.
图8 不同工艺参数压缩时标示点的等效应变变化规律
Fig.8 Effective strain changes of the marked points in compression at the different process parameters(a) 1020 ℃, 0.1 s-1(b) 1050 ℃, 0.1 s-1(c) 1050 ℃, 10 s-1
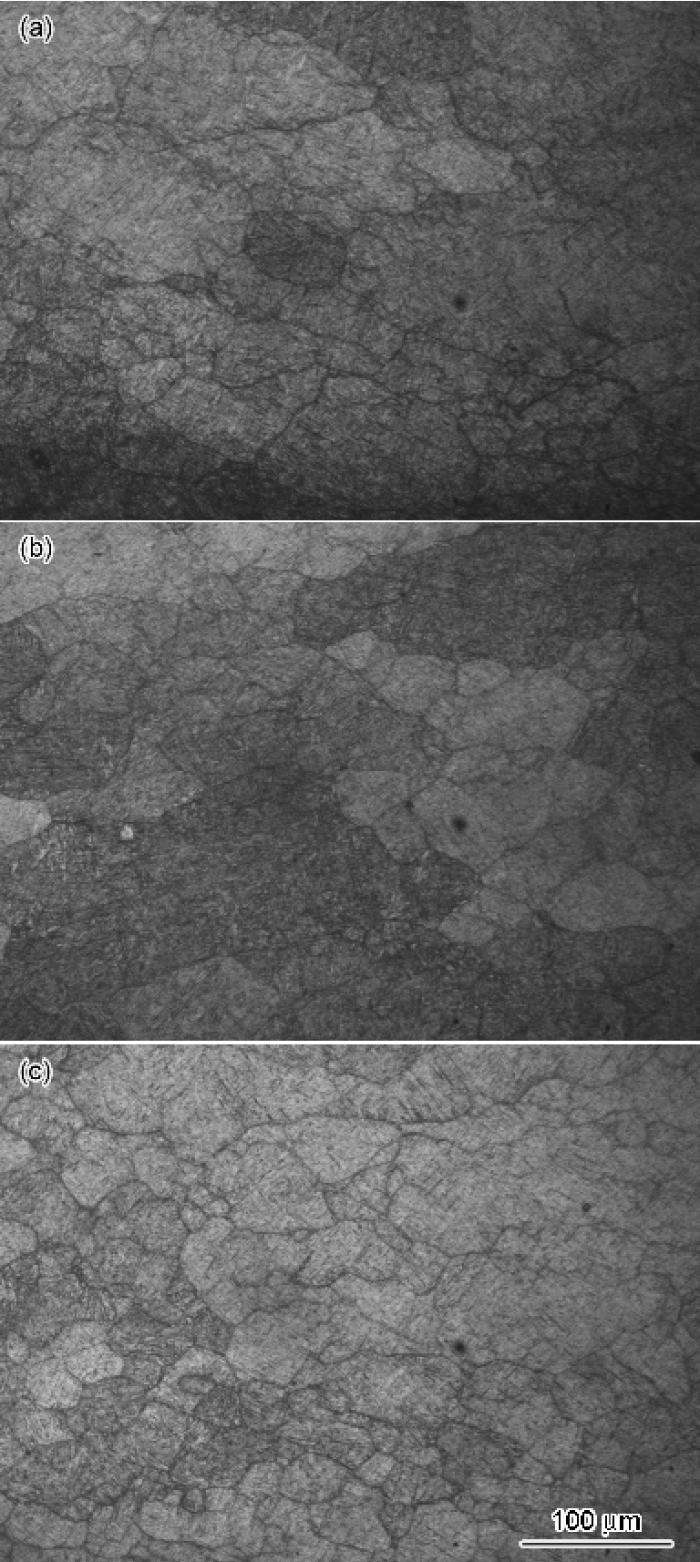
为验证模拟与预测结果的准确性, 对(1020 ℃, 0.1 s-1), (1050 ℃, 0.1 s-1)和(1050 ℃, 10 s-1)条件下热压缩70%试样的金相组织进行了观察, 结果分别如图9~11所示. 从图9可以看出, 在(1020 ℃, 0.1 s-1)压缩试样中, 难变形区(P2)的晶粒被拉长, 晶界弯曲, 呈动态回复特征, 未观察到DRX晶粒, 而在小变形区(P4)和大变形区(P3)可以观察到细小的DRX晶粒. 说明在此变形条件下, 难变形区(P2)未发生DRX, 而小变形区(P4)和大变形区(P3)均发生了DRX. 从图10可以看出, 在(1050 ℃, 0.1 s-1)压缩试样中, 试样难变形区(P2)、小变形区(P4)和大变形区(P3)均可以观察到细小的DRX晶粒, 说明在此变形条件下, 试样不同区域均发生了DRX. 从图11可以看出, 在(1050 ℃, 10 s-1)压缩试样中, 试样难变形区(P2)、小变形区(P4)和大变形区(P3)的晶粒均被拉长, 尤其是大变形区, 晶粒拉长更为明显, 观察不到DRX晶粒, 说明在此变形条件下, 试样不同区域均未发生DRX.
图9 工艺参数为( 1020 ℃, 0.1 s-1 )时压缩试样不同区域的变形微观组织
Fig.9 Microstructures at the different zones of the specimens compressed 70% in height reduction at 1020 ℃ and 0.1 s-1 (a) P2 zone (b) P4 zone (c) P3 zone
以上压缩试样微观组织的观察结果表明, 图5所示的DRX模拟结果与实验结果吻合良好, 这说明本工作提出的方法是正确可行的.
(1) 提出了一种将功率耗散图预测的动态再结晶区热力参数范围与有限元模拟相结合, 来模拟和预测金属锻造过程动态再结晶行为的方法. 该方法易于在商品化有限元软件系统中通过二次开发来实现.
(2) 利用二次开发后的Deform 3D软件系统, 模拟和预测了TC11钛合金在工艺参数为(1020 ℃, 0.1 s-1), (1050 ℃, 0.1 s-1)和(1050 ℃, 10 s-1)时的恒应变速率压缩过程中的动态再结晶行为, 模拟预测结果与实验结果吻合较好, 说明所提出的方法是正确可行的.
(3) 利用本工作提出的金属锻造过程动态再结晶模拟与预测方法, 不仅可以模拟和预测在给定工艺参数下的金属锻造过程的动态再结晶行为, 还可以确定发生动态再结晶的工艺参数范围, 用于指导实际的锻造生产.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}