新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义.
1 实验方法
按照名义成分Nb-22Ti-16Si-3Cr-3Al-2Hf (原子分数, %) 配制20 kg的Nb-Si合金原料. 针对Nb-Si合金高熔点和高热导率的特点, 先采用真空非自耗电弧炉制备出10个质量约为2 kg的饼状锭, 再采用真空感应熔炼炉把10个饼状锭熔炼成一个大锭. 以真空感应熔炼出的大锭为母料, 采用电磁冷坩埚定向凝固制备Nb-Si基合金. 电磁冷坩埚定向凝固设备的工作原理参考文献[23]和[24]. 该设备能够独立控制的工艺参数包括: 加热功率、抽拉速率和保温时间. 采用正交实验研究工艺参数对定向凝固Nb-Si基合金固液界面的影响规律. 正交实验的水平因素表和正交实验表分别如表1和2所示.
实验采用4匝感应线圈, 水冷Cu坩埚的内横截面尺寸为26 mm×26 mm. 采用电火花线切割出直径为22 mm, 长为170 mm的带燕尾和燕尾槽的原料棒. 多个原料棒首尾相连, 达到合适的长度后, 将原料棒、感应线圈和水冷Cu坩埚装入炉膛后, 关闭炉门, 开始抽真空. 当真空度达到10- 3 Pa时, 反冲Ar到300 Pa, 如此重复3次. 按照表1和2所示的工艺参数进行正交实验. 当实验结束后, 将定向凝固试样快速抽拉入Ga-In合金冷却剂, 以观察研究固液界面形貌.
对Nb-Si基合金定向凝固试样, 采用线切割的方式沿中轴线切开, 然后取其中一半试样用砂纸磨至1500号, 再用金刚石抛光剂抛光, 最后将抛光的试样进行电解腐蚀, 电解液成分为酒精∶水∶H3 PO4 =50∶10∶1, 直流电压80 V. 在DM-6000金相显微镜(OM)下对制备样品的固液界面附近进行连续拍照, 直到整个固液界面拍完为止. 用图像处理软件photoshop CS4把固液界面的所有金相照片拼接为一个整体, 然后进行固液界面宏观形态的研究. 利用软件Image-Pro Plus 6.0测量固液界面高度、固液界面处初生铌固溶体(Nbss)的一次枝晶臂间距d1 和二次枝晶臂间距d2 . 工艺参数对固液界面影响的分析采用正交实验的直观分析法[25 ] .
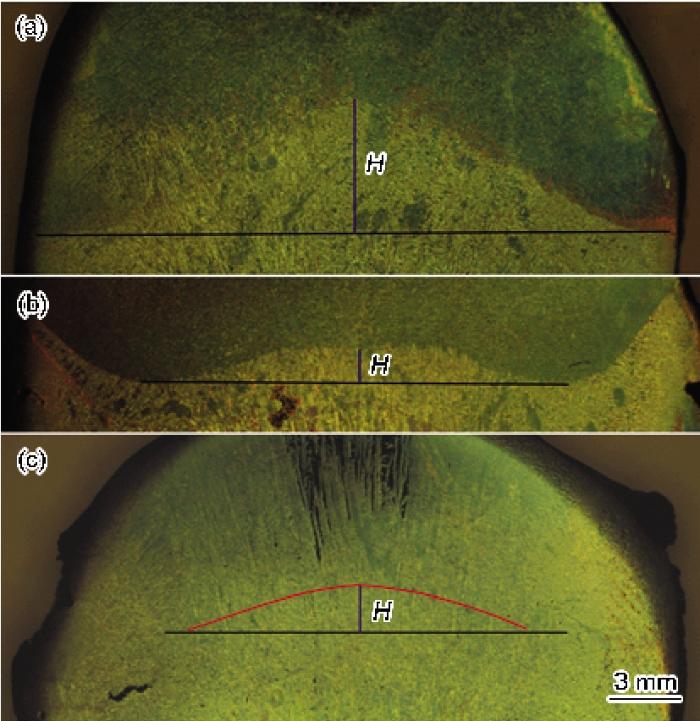
图1 3种固液界面宏观形态的OM像
Fig.1 OM images of S/L interface (H is the vertical distance from the highest point of the S/L interface to the straight line) (a) Oex-2 (b) Oex-4 (c) Oex-5
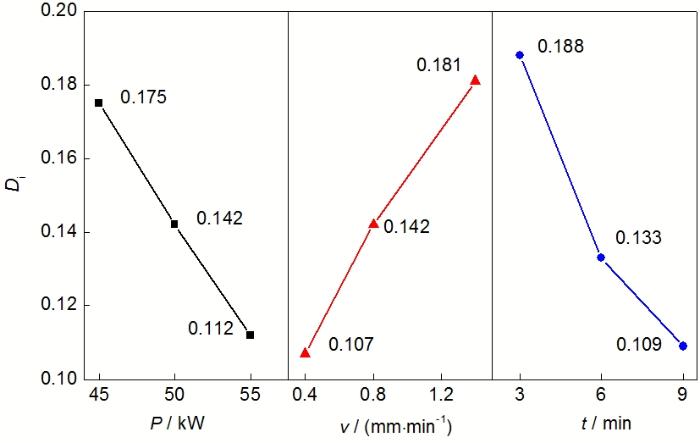
图2 固液界面失稳度趋势图
Fig.2 Tendency chart of the instability degree of S/L interface
2 实验结果
2.1 工艺参数对固液界面宏观形态
定向凝固试样固液界面宏观形态如图1所示. 可见, 定向凝固试样的固液界面存在3种形态: “八”字形(图1a), “ω ”字形(图1b)和定向生长耗尽熔体型(图1c). 为了定量描述工艺参数对固液界面宏观形态的影响, 定义固液界面宏观形态的失稳度Di , 其表达式如下:
(1) D i = H D
式中, H为宏观固液界面最高点到界面两端最低点连线的垂直距离; D为试样的轴截面宽度, 对于圆棒试样, 为圆棒的直径. 由式(1)可以看出, 失稳度是一个无量纲的量, 它消除了试样宽度的影响. 对于固液界面第3种形态, 可以采取作图法: 在试样的最后凝固区画垂直于组织的曲线, 曲线的最高点到底线的垂直距离即为H.
定向凝固试样固液界面宏观形态失稳度和直观分析分别如表2和3所示. 由表3可知, t极差最大; v的极差次之; P的极差最小. 这说明在这3因素中, 对失稳度影响最大的是t, 其次是v, 最小的是P.
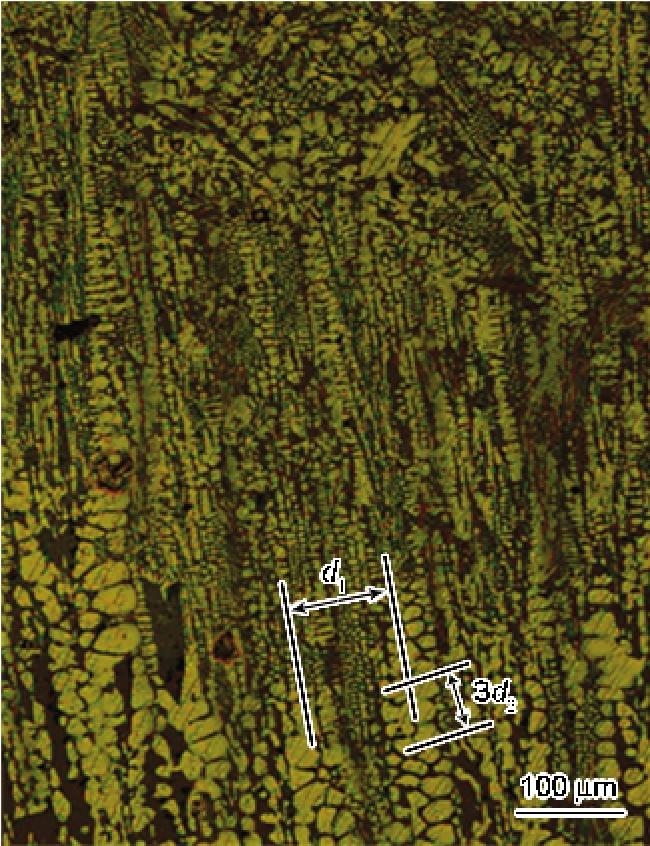
图3 Oex-4试样的固液界面微观形态的OM像
Fig.3 OM image of S/L interfaces of Oex-4 sample
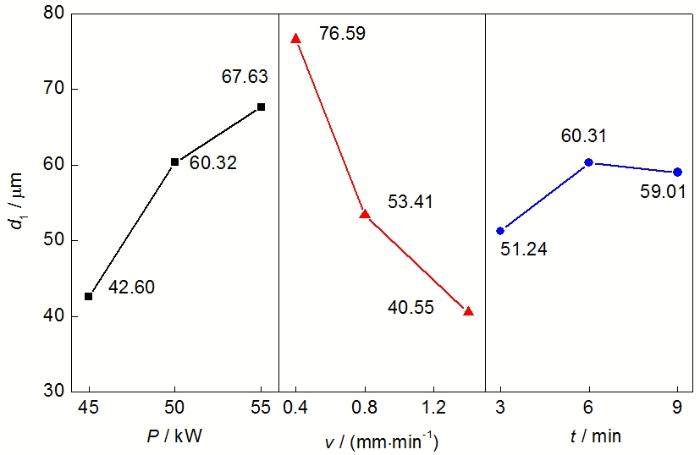
图4 固液界面初生Nbss一次枝晶臂间距趋势图
Fig.4 Tendency chart of the primary dendrite arm spacing of primary Nbss
把表3中不同水平下的k1 , k2 和k3 的值绘成关于P, v和t的Di 趋势图, 如图2所示. 可知, 当P从45 kW增加到55 kW时, Di 从0.175逐渐降低到0.112. v从0.4 mm/min增加到1.4 mm/min时, Di 从0.107逐渐增加到0.181. 当t从3 min延长到9 min时, Di 从0.188逐渐降低到0.109. 这表明增大加热功率、减小抽拉速率和延长保温时间有利于保持固液界面为平界面的宏观形态.
2.2 工艺参数对固液界面微观形态的影响
定向凝固试样的固液界面微观形态如图3所示. 可见, 初生Nbss的形貌为胞枝状. 定向凝固试样固液界面初生Nbss的d1 和d2 的直观分析结果如表4和5所示. 由表4可知, 对于d1 , v的极差最大, P的极差次之, t的极差最小, 这说明v对一次枝晶臂间距的影响最大, P对一次枝晶臂间距的影响次之, t对一次枝晶臂间距的影响最小. 对于d2 , v的极差最大, P的极差次之, t的极差最小, 这说明v对二次枝晶臂间距的影响最大, P对二次枝晶臂间距的影响次之, t对二次枝晶臂间距的影响最小. 可见, 加热功率、抽拉速率和保温时间对固液界面初生Nbss的一次枝晶臂间距和二次枝晶臂间距影响的主次顺序相同.
把表4中不同水平下的一次枝晶臂间距u1 , u2 和u3 的值绘成关于P, v和t的d1 趋势图, 如图4所示. 可见, 当P从45 kW增加到55 kW, d1 从42.60 μm逐渐增加到67.63 μm; v从0.4 mm/min增加到1.4 mm/min时, d1 从76.59 μm逐渐减小到40.55 μm; 当t从3 min延长到9 min时, d1 先从51.24 μm增加到60.31 μm, 然后从60.31 μm减小到59.01 μm. 这表明低的加热功率、高的抽拉速率和短的保温时间可以减小初生Nbss的一次枝晶臂间距.
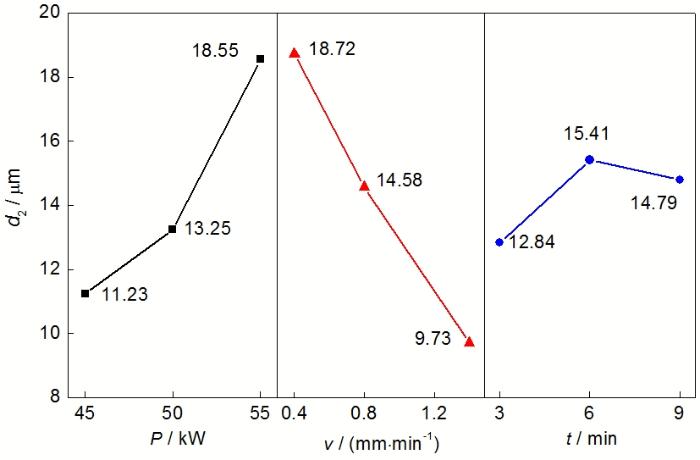
图5 固液界面初生Nbss二次枝晶臂间距趋势图
Fig.5 Tendency chart of the secondary dendrite arm spacing of primary Nbss
把表5中不同水平下的二次枝晶臂间距w1 , w2 和w3 的值绘成关于P, v和t的d2 趋势图, 如图5所示. 可见, 当P从45 kW增加到55 kW时, d2 从11.23 μm逐渐增加到18.55 μm; 当v从0.4 mm/min增大到1.4 mm/min时, d2 从18.72 μm逐渐减小到9.73 μm; 当t从3 min延长到9 min时, d2 先从12.84 μm增加到15.41 μm, 然后从15.41 μm减小到14.79 μm. 这表明低的加热功率、高的抽拉速率和短的保温时间可以减小初生Nbss的二次枝晶臂间距.
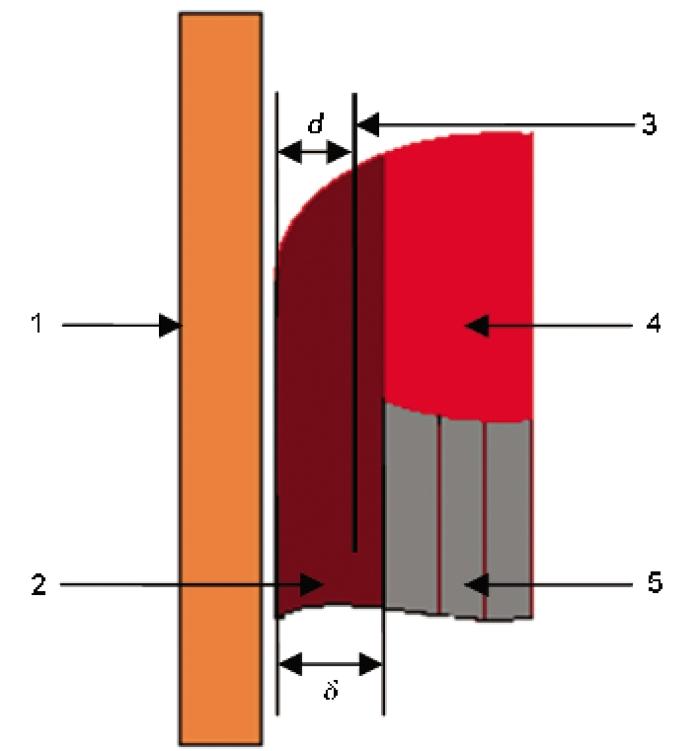
图6 电磁冷坩埚定向凝固侧向传热示意图
Fig.6 Lateral heat transfer schematic of electromagnetic cold crucible directional solidification (1—water-cooled copper crucible, 2—skin layer, 3—skull border determined by heat transfer, 4—molten pool, 5—directional solidification texture. d and d represent the depth of skin layer and the thickness of skull, respectively)
3 分析与讨论
王艳丽等[26 ] 对电磁冷坩埚定向凝固过程温度场进行了数值模拟, 结果表明固液界面的形状大致为“w ”字形, 这与图1b一致. 电磁冷坩埚定向凝固的热量来源于高频(50 kHZ) 交流感应在母材和熔体中产生的Joule热. 交流感应加热时, 存在感应电流的趋肤效应, 其趋肤层的深度d 为:
(2) δ = 2 ρ ω μ
式中, r 表示材料的电阻率, w 表示交流电的角频率, m 表示材料磁导率. 材料的电阻率随温度的变化而变化, 但是当熔池处于热平衡时, 认为电阻率不变化; 交流电的角频率为固定值; 材料的磁导率只与感应电流频率有关, 当感应电流频率一定时, 则磁导率为常数. 故趋肤层深度可以视为基本不变的常数. 电磁冷坩埚定向凝固的过程中存在熔体的侧向散热, 从而产生凝壳. 由于凝壳的存在阻碍了坩埚和熔体的直接接触, 从而达到避免坩埚污染熔体的目的.
电磁冷坩埚定向凝固的侧向散热示意图如图6所示. 除了材料的物性、坩埚传热条件和炉膛内的气氛外, 对熔体温度起控制作用的是P, v和t. P, v和t的耦合作用决定了凝壳的厚度d. 当d<d 时, 固液界面呈现“w ”字形; 当d≥d 时, 固液界面呈现“八”字形. 图1c所示的耗尽熔体型是第2种情况的特例, 在这种情况下, 熔体有很大的过冷度, 在切断电源后, 熔体在大的过冷度下, 沿固液界面迅速生长, 以至于熔体中游离的晶核来不及进行等轴晶长大, 熔体就基本消耗完毕.
固液界面形态主要受固液界面前沿的溶质扩散场、温度场和界面能效应控制, 固液界面前沿的温度梯度GL 和生长速率v (对于电磁冷坩埚定向凝固, 稳态生长时, 抽拉速率和生长速率相等)是2个重要的外在影响因素[27 ] . 当增大P时, 单位时间内向熔体输入的能量增加, 这表明增大P能够升高熔体温度, 熔体温度的升高意味着固液界面前沿的熔体实际温度梯度增加, 这样固液界面前沿就越不容易出现成分过冷. 故增大P有利于固液界面保持为平界面. 当减小v时, 熔体的过冷度减小, 也就表示熔体温度升高, 这和增大P的情况一样. 故减小v有利于固液界面保持为平界面. 当t延长时, 会影响到定向凝固实验开始时的熔体温度和熔体的物性参数以及以后的熔体的平衡温度等, 关于t对固液界面形态的影响所涉及的因素太多, 故目前尚不清楚延长t有利于固液界面保持为平界面的机制.
图3所示的初生Nbss为胞枝状, 表明生长速率大于包晶向枝晶生长转变的临界速率, 故d1 可由下式表示[28 ] :
(3) d 1 ∝ G L 1 2 v - 1 4
可见, 当增加P时, 熔体的温度梯度增加, 故d1 随P的增加而增大; 当v增大, d1 逐渐减小.
当合金成分一定时, d2 满足下式[28 ] :
(4) d 2 = β ( G v ) - 1 3
式中, b 为常数, Gv 表示冷却速度. 由式(4)可知, 当P增加时, 熔体的温度升高, Gv 就降低, 故随P的增加d2 逐渐增大; 当v增加时, 熔体的温度降低, Gv 增大, 故随v增大, d2 逐步减小. 关于t对一次枝晶臂间距和二次枝晶臂间距影响的具体原因尚不清楚.
4 结论
(1) 对固液界面失稳度影响因素的主次为: 保温时间>抽拉速率>加热功率. 随着保温时间的延长, 固液界面的失稳度逐渐减小; 随着抽拉速率的增加, 固液界面的失稳度逐渐增加; 随着加热功率的增加, 固液界面的失稳度逐渐减小. 延长保温时间、减小抽拉速率和提高加热功率有利于保持固液界面为平界面的宏观形态.
(2) 对初生Nbss一次枝晶臂间距和二次枝晶臂间距影响因素主次为: 抽拉速率>加热功率>保温时间. 随着抽拉速率的增加, 初生Nbss一次枝晶臂间距和二次枝晶臂间距逐渐减小; 随着加热功率的增加, 初生Nbss一次枝晶臂间距和二次枝晶臂间距逐渐增加; 随着保温时间的延长, 初生Nbss一次枝晶臂间距和二次枝晶臂间距先增大后减小. 这表明增大抽拉速率、减小加热功率和缩短保温时间有利于一次枝晶臂间距和二次枝晶臂间距的细化.
参考文献
文献选项
[1]
Bewlay B P Jackson M R Zhao J C Subramanian P R Mendiratta M G Lewandowski J J MRS Bull , 2003 ; 28 : 646
[本文引用: 2]
[2]
Bewlay B P Jackson M R Zhao J C Subramanian P R Metall Mater Trans , 2003 ; 34A : 2043
[本文引用: 2]
[3]
Subramanian P Mendiratta M Dimiduk D JOM , 1996 ; 48 : 33
[本文引用: 1]
[4]
Bewlay B P Jackson M R Lipsitt H A Metall Mater Trans , 1996 ; 27A : 3801
[本文引用: 2]
[5]
Mendiratta M G Lewandowski J J Dimiduk D M Metall Trans , 1991 ; 22 : 1573
[本文引用: 1]
[6]
Li Y L Ma C L Zhang H Miura S Mater Sci Eng , 2011 ; A528 : 5772
[本文引用: 1]
[7]
Tian Y X Guo J T Cheng G M Sheng L Y Zhou L Z He L L Ye H Q Mater Des , 2009 ; 30 : 2274
[本文引用: 1]
[8]
Sekido N Kimura Y Miura S Wei F G Mishima Y J Alloys Compd , 2006 ; 425 : 223
[本文引用: 2]
[9]
Sha J B Hirai H Tabaru T Kitahara A Ueno H Hanada S Metall Mater Trans , 2003 ; 34A : 85
[本文引用: 2]
[10]
Bewlay B P Jackson M R Lipsitt H A J Phase Equilib , 1997 ; 18 : 264
[本文引用: 1]
[11]
Guan P Guo X P Ding X Zhang J Gao L Kusabiraki K Acta Metall Sin (Engl Lett ), 2004 ; 17 : 450
[本文引用: 1]
[12]
Guo X P Gao L M J Aeron Mater , 2006 ; 26 (3 ): 47
[本文引用: 2]
(郭喜平 , 高丽梅 . 航空材料学报 , 2006 ; 26 (3 ): 47 )
[本文引用: 2]
[13]
Kang Y W PhD Dissertation, Beijing Institute of Aeronautical Materials , 2008
[本文引用: 1]
(康永旺 . 北京航空材料研究院博士学位论文 , 2008 )
[本文引用: 1]
[14]
Wu M L Wang Y Y Li S S Jiang L W Han Y F Int J Mod Phys , 2010 ; 24B : 2964
[15]
Kim W Y Tanaka H Kasama A Hanada S Intermetallics , 2001 ; 9 : 827
[16]
Sekito Y Miura S Ohkubo K Mohri T Sakaguchi N Watanabe S Kimura Y Mishima Y Mater Res Soc Symp Proc , 2009 ; 1128 : 38
[本文引用: 1]
[17]
Guo H S Guo X P Scr Mater , 2011 ; 64 : 637
[本文引用: 2]
[18]
Yao C F Guo X P Guo H S Acta Metall Sin , 2008 ; 44 : 579
(姚成方 , 郭喜平 , 郭海生 . 金属学报 , 2008 ; 44 : 579 )
[19]
He Y S Guo X P Guo H S Sun Z P Acta Metall Sin , 2009 ; 45 : 1035
(何永胜 , 郭喜平 , 郭海生 , 孙志平 . 金属学报 , 2009 ; 45 : 1035 )
[20]
Wang Y Guo X P Acta Metall Sin , 2010 ; 46 : 506
[本文引用: 1]
(王 勇 , 郭喜平 . 金属学报 , 2010 ; 46 : 506 )
[本文引用: 1]
[21]
Yan Y C Ding H S Kang Y W Song J X Mater Des , 2014 ; 55 : 450
[本文引用: 2]
[22]
Yan Y C Ding H S Song J X Proc Eng , 2012 ; 27 : 1033
[本文引用: 1]
[23]
Nie G Ding H S Chen R R Guo J J Fu H Z Mater Des , 2012 ; 39 : 350
[24]
Ding H S Nie G Chen R R Guo J J Fu H Z Mater Des , 2012 ; 41 : 108
[25]
Li Y Y Hu C R Experiment Design and Data Processing. 2nd Ed. , Beijing: Chemical Industry Press , 2008 : 124
[本文引用: 1]
(李云雁 ,胡传荣 . 试验设计与数据处理. 第二版 , 北京 : 化学工业出版社 , 2008 : 124 )
[本文引用: 1]
[26]
Wang Y L Guo J J Fu H Z J Harbin Inst Technol , 2008 ; 40 : 1808
[本文引用: 1]
(王艳丽 , 郭景杰 , 傅恒志 . 哈尔滨工业大学学报 , 2008 ; 40 : 1808 )
[本文引用: 1]
[27]
Zhou Y H Hu Z Q Jie W Q Solidification Technology. Beijing : Machinery Industry Press , 1998 : 155
[本文引用: 1]
(周尧和 ,胡壮麒 ,介万齐 . 凝固技术 . 北京 : 机械工业出版社 , 1998 : 155 )
[本文引用: 1]
[28]
Hu H Q Metal Solidification Principle. 2nd Ed. , Beijing: Machinery Industry Press , 2007 : 108
[本文引用: 2]
(胡汉起 . 金属凝固原理. 第二版 , 北京 : 机械工业出版社 , 2007 : 108 )
[本文引用: 2]
2
2003
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... [1 ,2 ]. 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
2
2003
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... ,2 ]. 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
1996
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
2
1996
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... [4 ,10 ], 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
1991
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2011
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2009
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
2
2006
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... [8 ]发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
2
2003
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... [9 ]发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
1997
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2004
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
2
2006
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... [12 ,21 ]表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
2
2006
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... [12 ,21 ]表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2008
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2008
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2009
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
2
2011
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... [17 ]发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2010
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2010
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
2
2014
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
... ,21 ]表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2012
... 新一代航空涡轮发动机的进口温度要求为1200~1400 ℃[1 ,2 ] . 然而, 目前涡轮发动机的工作叶片材料主要是镍基合金, 其最大工作温度为1100 ℃[3 ] , 超出了镍基合金的使用温度. Nb-Si基合金具有高熔点、低密度(6.6~7.2 g/cm3 )和优异的高温强度[1 ,2 ] . 但是低温力学性能和高温力学性能的不匹配是制约Nb-Si基合金走向工程应用的主要障碍[4 ,5 ] . 已有的研究[6 -9 ] 表明, 定向凝固能够同时提高Nb-Si基超高温合金的室温断裂韧性和高温强度. 用于Nb-Si基合金的定向凝固技术包括: 水冷Cu坩埚内的Czochralski定向凝固[4 ,10 ] , 电子束定向凝固[11 ,12 ] , 光学悬浮定向凝固[7 ,8 ,13 -16 ] , 整体定向凝固[17 -20 ] 和电磁冷坩埚定向凝固[21 ,22 ] . Sha等[9 ] 发现, 与铸态Nb-Si基合金相比, 定向凝固的Nb-Si基合金具有较高的硬度、屈服强度和高温压缩强度; Guo等[17 ] 发现, 与电弧态的Nb-Si 合金相比, 定向凝固的Nb-Si基合金有较高的室温断裂韧性; Sekido等[8 ] 发现, 与电弧态的Nb-Si合金试样相比, 定向凝固的Nb-Si基合金具有较高的室温断裂韧性和高温压缩强度. 本课题组前期的研究[12 ,21 ] 表明, 与电子束定向凝固相比, 利用电磁冷坩埚定向凝固技术制备的Nb-Si基合金具有较高的高温拉伸强度. 固液界面的形态决定凝固组织生长方向, 而工艺参数对固液界面形态有直接的影响. 然而目前尚未见工艺参数对Nb-Si基合金固液界面影响的报道. 在定向凝固的过程中, 热量的传导和组织的生长垂直于宏观固液界面, 而工艺参数对固液界面的宏观形态有影响; 固液界面的微观形态涉及组织的生长方式和力学性能, 而固液界面的微观形态与工艺参数有直接的关系. 因此, 研究工艺参数对电磁冷坩埚定向凝固Nb-Si基合金固液界面的影响有重要的意义. ...
1
2008
... 对Nb-Si基合金定向凝固试样, 采用线切割的方式沿中轴线切开, 然后取其中一半试样用砂纸磨至1500号, 再用金刚石抛光剂抛光, 最后将抛光的试样进行电解腐蚀, 电解液成分为酒精∶水∶H3 PO4 =50∶10∶1, 直流电压80 V. 在DM-6000金相显微镜(OM)下对制备样品的固液界面附近进行连续拍照, 直到整个固液界面拍完为止. 用图像处理软件photoshop CS4把固液界面的所有金相照片拼接为一个整体, 然后进行固液界面宏观形态的研究. 利用软件Image-Pro Plus 6.0测量固液界面高度、固液界面处初生铌固溶体(Nbss)的一次枝晶臂间距d1 和二次枝晶臂间距d2 . 工艺参数对固液界面影响的分析采用正交实验的直观分析法[25 ] . ...
1
2008
... 对Nb-Si基合金定向凝固试样, 采用线切割的方式沿中轴线切开, 然后取其中一半试样用砂纸磨至1500号, 再用金刚石抛光剂抛光, 最后将抛光的试样进行电解腐蚀, 电解液成分为酒精∶水∶H3 PO4 =50∶10∶1, 直流电压80 V. 在DM-6000金相显微镜(OM)下对制备样品的固液界面附近进行连续拍照, 直到整个固液界面拍完为止. 用图像处理软件photoshop CS4把固液界面的所有金相照片拼接为一个整体, 然后进行固液界面宏观形态的研究. 利用软件Image-Pro Plus 6.0测量固液界面高度、固液界面处初生铌固溶体(Nbss)的一次枝晶臂间距d1 和二次枝晶臂间距d2 . 工艺参数对固液界面影响的分析采用正交实验的直观分析法[25 ] . ...
1
2008
... 王艳丽等[26 ] 对电磁冷坩埚定向凝固过程温度场进行了数值模拟, 结果表明固液界面的形状大致为“w ”字形, 这与图1b一致. 电磁冷坩埚定向凝固的热量来源于高频(50 kHZ) 交流感应在母材和熔体中产生的Joule热. 交流感应加热时, 存在感应电流的趋肤效应, 其趋肤层的深度d 为: ...
1
2008
... 王艳丽等[26 ] 对电磁冷坩埚定向凝固过程温度场进行了数值模拟, 结果表明固液界面的形状大致为“w ”字形, 这与图1b一致. 电磁冷坩埚定向凝固的热量来源于高频(50 kHZ) 交流感应在母材和熔体中产生的Joule热. 交流感应加热时, 存在感应电流的趋肤效应, 其趋肤层的深度d 为: ...
1
1998
... 固液界面形态主要受固液界面前沿的溶质扩散场、温度场和界面能效应控制, 固液界面前沿的温度梯度GL 和生长速率v (对于电磁冷坩埚定向凝固, 稳态生长时, 抽拉速率和生长速率相等)是2个重要的外在影响因素[27 ] . 当增大P时, 单位时间内向熔体输入的能量增加, 这表明增大P能够升高熔体温度, 熔体温度的升高意味着固液界面前沿的熔体实际温度梯度增加, 这样固液界面前沿就越不容易出现成分过冷. 故增大P有利于固液界面保持为平界面. 当减小v时, 熔体的过冷度减小, 也就表示熔体温度升高, 这和增大P的情况一样. 故减小v有利于固液界面保持为平界面. 当t延长时, 会影响到定向凝固实验开始时的熔体温度和熔体的物性参数以及以后的熔体的平衡温度等, 关于t对固液界面形态的影响所涉及的因素太多, 故目前尚不清楚延长t有利于固液界面保持为平界面的机制. ...
1
1998
... 固液界面形态主要受固液界面前沿的溶质扩散场、温度场和界面能效应控制, 固液界面前沿的温度梯度GL 和生长速率v (对于电磁冷坩埚定向凝固, 稳态生长时, 抽拉速率和生长速率相等)是2个重要的外在影响因素[27 ] . 当增大P时, 单位时间内向熔体输入的能量增加, 这表明增大P能够升高熔体温度, 熔体温度的升高意味着固液界面前沿的熔体实际温度梯度增加, 这样固液界面前沿就越不容易出现成分过冷. 故增大P有利于固液界面保持为平界面. 当减小v时, 熔体的过冷度减小, 也就表示熔体温度升高, 这和增大P的情况一样. 故减小v有利于固液界面保持为平界面. 当t延长时, 会影响到定向凝固实验开始时的熔体温度和熔体的物性参数以及以后的熔体的平衡温度等, 关于t对固液界面形态的影响所涉及的因素太多, 故目前尚不清楚延长t有利于固液界面保持为平界面的机制. ...
2
2007
... 图3所示的初生Nbss为胞枝状, 表明生长速率大于包晶向枝晶生长转变的临界速率, 故d1 可由下式表示[28 ] : ...
... 当合金成分一定时, d2 满足下式[28 ] : ...
2
2007
... 图3所示的初生Nbss为胞枝状, 表明生长速率大于包晶向枝晶生长转变的临界速率, 故d1 可由下式表示[28 ] : ...
... 当合金成分一定时, d2 满足下式[28 ] : ...

 , 宋尽霞
, 宋尽霞
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}