
王鑫 , 汪爱英
, 汪爱英
WANG Xin, WANG Aiying
文献标识码: TB3
文章编号: 0412-1961(2017)06-0709-10
通讯作者:
收稿日期: 2016-11-21
网络出版日期: 2017-06-20
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 王 鑫,男,1991年生,硕士生
展开
摘要
采用磁控溅射技术在Si片(100)和高速钢上制备V-Al-C和V-Al-C-N涂层,利用XRD、XPS、SEM、纳米压痕仪和摩擦磨损试验机对比分析了涂层的相结构、化学组成、表面形貌、断面结构、力学性能以及不同介质中(大气、去离子水和海水)涂层的摩擦学性能。结果表明,V-Al-C涂层呈柱状晶结构生长,晶粒粗大;N的引入阻碍V-Al-C涂层的柱状晶结构生长,结构致密化,晶粒尺寸减小,形成非晶碳包裹纳米晶的纳米复合结构,使硬度从(14±0.48) GPa增加到(24.5±0.8) GPa,韧性得到大幅提高(H/E>0.1)。大气干摩擦条件下,V-Al-C涂层摩擦系数为0.70,引入N后摩擦系数降为0.42,这主要是由于在摩擦过程中V-Al-C-N涂层生成了具有润滑效果的V2O5,在非晶碳与V2O5耦合润滑作用下,涂层摩擦系数降低了40%;对于同一涂层,在去离子水和海水环境下的摩擦系数较大气干摩擦条件下降低,主要原因为:前者吸附的水分子可形成边界润滑作用。海水环境摩擦时,海水中Mg2+、Ca2+生成Mg(OH)2、CaCO3,均可提供进一步润滑效果,摩擦系数最低。3种环境摩擦过程中,30 min后V-Al-C涂层均因严重的磨粒磨损致磨穿而失效,且在腐蚀和磨损的协同作用下,海水环境中的磨损率最高。使用N掺杂制备的V-Al-C-N涂层均显示出良好的抗磨损性能,在干摩擦时磨损率为3.0×10-16 m3/(Nm),在海水中为1.4×10-15 m3/(Nm)。
关键词:
Abstract
The crises of resource shortage have prompted ocean exploitation to spring up all over the world. Some crucial frictional components of marine equipment have to be directly faced with the conjoint action of wear and corrosion. Transition metal nitrides or carbides hard coatings have been widely used to improve tribological performance in various applications. However, the poor toughness, wear and corrosion resistance of coatings cannot meet the harsher marine environment, which needs to obtain multi-functional hard coatings providing complex properties. The nanocomposite structure coatings containing nanocrystalline phase embedded in an amorphous matrix allow tailoring their properties to desired value by designing chemical composition and nanostructure. In this work, V-Al-C and V-Al-C-N coatings were deposited on silicon and high speed steel (HSS) substrates by magnetron sputtering. The crystal microstructure, chemical composition, surface morphology, cross-sectional structure, mechanical property and friction behavior of the coatings under different contact conditions (air, distilled water and artificial seawater) were studied by XRD, XPS, SEM, nano-indentation and ball-on-disc tribometer. The results showed that the V-Al-C coating displayed columnar structure with coarse grain. When the nitrogen was incorporated, the coating structure evolved into nanocomposite structure composed of nanocrystallite and amorphous carbon. The hardness increased from (14±0.48) GPa to (24.5±0.8) GPa, and the toughness was significantly improved (H/E>0.1). In air condition, the friction coefficient decreased from 0.70 to 0.42, owing to the synergy interaction between V2O5 and amorphous carbon during sliding. The friction coefficients of the both coatings in distilled water and artificial seawater were lower than those in air owing to the boundary lubrication forming lubricative film by absorbed water. The friction coefficient in seawater was lower than those in distilled water, resulting from the formation of Mg(OH)2 and CaCO3 during sliding. However, the wear rates of the both coatings in artificial seawater were larger than that in distilled water, which demonstrated a synergism between corrosion and wear in artificial water. The V-Al-C coating was all worn out under different contact conditions owing to severe abrasive wear, while the V-Al-C-N coating showed better wear resistance, with a wear rate of 3.0×10-16 m3/(Nm) in air and 1.4×10-15 m3/(Nm) in artificial water, respectively.
Keywords:
随着海洋资源的开发和利用,海洋装备关键部件长期在海水介质中服役,同时承受着摩擦腐蚀损伤,严重影响其高效、稳定、长寿命运行,而表面涂层强化技术是延长其使用寿命、安全可靠运行的切实可行途径之一。传统的二元硬质涂层如TiN、CrN等作为保护涂层广泛应用于工业领域[1~3]。然而由于其硬度、韧性和抗疲劳磨损性能不足,难以满足更为苛刻的服役条件。通过单一或多种元素的掺杂在传统二元硬质涂层基础上形成多元固溶体或纳米复合结构涂层,涂层的硬度、韧性和抗磨损性等均有很大程度提高[4,5],如Ti-Al-N[6]、Cr-C-N[7]、Ti-Al-C[8]、Ti-Si-N[9]和Cr-Si-N[10]涂层等。但钛基和铬基涂层摩擦系数相对较高,为了更大程度地降低摩擦磨损、提高使用寿命,需要发展新的具有自润滑特性的硬质抗磨涂层体系。
钒基硬质涂层在摩擦的过程中极易生成具有润滑效果的V2O5 Magnéli相,从而使其在较宽的温度范围内(293~993 K)具有较低的摩擦系数。Ge等[11]发现,通过调节VN涂层中掺杂Si的含量,可实现V-Si-N涂层在298 K、5 N载荷作用下摩擦系数变化在0.3~0.45之间,磨损率达10-16 m3/(Nm)数量级。Mu等[12]发现,VN/VN-Ag涂层在700 ℃高温环境下摩擦系数低至0.2。
Al为弱碳化物形成元素,在碳化物涂层中掺入Al,可以起到固溶强化的作用,并促进碳化物涂层中非晶碳的析出[13],在摩擦过程中起到润滑作用。目前还鲜见对V-Al-C涂层的相关报道。与C相比,N与V具有更好的化学亲和性,引入适量的N可进一步促进非晶碳的析出,形成硬且韧的非晶碳包裹纳米晶的复合结构涂层,实现非晶碳和摩擦过程中生成的V2O5 Magnéli相耦合润滑,起到减摩抗磨作用,并且纳米复合结构可进一步阻止海水服役环境下腐蚀离子的快速扩散。本工作制备了V-Al-C涂层,研究V-Al-C涂层的微观结构、力学性能及其在不同介质中的摩擦学性能,并分析N掺杂对V-Al-C涂层微观结构及力学和摩擦学性能的影响。
采用直流磁控溅射方法沉积V-Al-C和V-Al-C-N涂层。阴极靶材为V2AlC复合靶,基底为P-型Si片(100)和镜面抛光的高速钢(HSS),高速钢尺寸为15 mm×15 mm×3 mm。镀膜前,将基片分别在丙酮、酒精中超声清洗15 min,然后置于真空腔室。靶基距为160 mm,待腔体真空气压小于3.0×10-3 Pa时开始实验。首先通入一定量的Ar气(纯度为99.99%),同时基底施加-150 V偏压,利用离子束产生Ar离子对基底进行刻蚀清洗40 min。为提高涂层与基底的结合力,引入Ti过渡层,沉积时间为25 min,厚度约300 nm。最后通过控制N2的通入与否沉积V-Al-C和V-Al-C-N涂层,其中,Ar气流量为100 mL/min,N2气流量为40 mL/min,沉积时的气压分别为0.6和0.9 Pa,基底偏压-200 V,沉积时间180 min。
采用Axis Utltra DLD型X射线光电子能谱仪(XPS)分析涂层表面元素成分和价态信息;通过S-4800场发射扫描电镜(SEM)和TF20型高分辨透射电子显微镜(HRTEM)观察分析表面与截面微观形貌和涂层微观结构;采用Nano G200纳米压痕仪测试涂层硬度及弹性模量,采用动态实时加载卸载模式,为了减小基片对测量结果的影响,取压入深度为涂层厚度1/10处的4个测点的平均值;涂层韧性通过Vickers硬度仪施加1.98 N载荷,在S-4800 SEM下观察形貌;采用D8 Advance X射线衍射仪(XRD)测试涂层的相组成,CuKα (40 kV,40 mA),掠入角为1.5°,扫描范围25°~80°,步长0.02°;利用in Via Reflex Raman光谱仪分析涂层内物质及后续摩擦产物的微结构,Ar+激光光源,波长532 nm;通过球盘式摩擦磨损试验机测定涂层摩擦磨损性能,实验温度20 ℃,湿度50%~60%,滑动线速率为100 mm/s,恒定负载5 N,磨痕半径3 mm,V-Al-C和V-Al-C-N涂层不同介质中(大气、蒸馏水和海水)摩擦时间为30 min,摩擦副采用直径6 mm的Al2O3对磨球。磨痕深度剖面通过Alpha Step IQ 轮廓仪测试获得,涂层的磨损率W计算公式为:
式中,S为滑动距离,m;F为恒定负载,N;V为磨损量,m3。涂层磨痕形貌和化学成分通过S4800 FESEM和附带的能谱仪(EDS)分析。
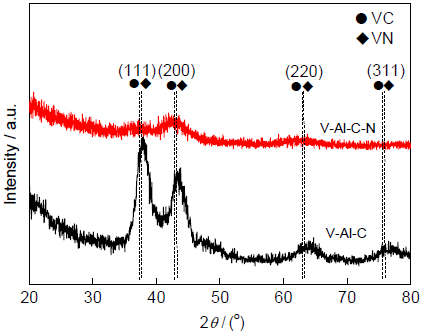
图1为V-Al-C和V-Al-C-N涂层的XRD谱。结果表明,V-Al-C和V-Al-C-N涂层均为典型的fcc结构,其中,V-Al-C涂层呈现(111)、(200)、(220)和(311)混合取向的多晶VC结构,与标准VC峰相比向高角度偏移,主要是因较小的Al原子取代部分V原子使晶格尺寸减小所致。当引入N后,V-Al-C-N涂层晶粒取向发生变化,呈(200)择优取向,同时峰的强度降低且呈现一种“馒头”峰,表明N引入一方面使涂层结晶度降低,另一方面使晶粒尺寸减小。根据文献[14,15]报道,织构演变总是向能量最小方向发展,能量包含应变能和表面能,两者形成竞争关系,在fcc结构中(200)为最低表面能面,(111)具有最低应变能,V-Al-C涂层晶粒粗大,应变能占主导,趋向于(111)生长,而引入N之后涂层厚度和晶粒减小,表面能占主导,发生(200)择优取向。由于VC与VN的标准峰位置接近,难以区分,较小的N原子可以取代部分C原子与V结合。
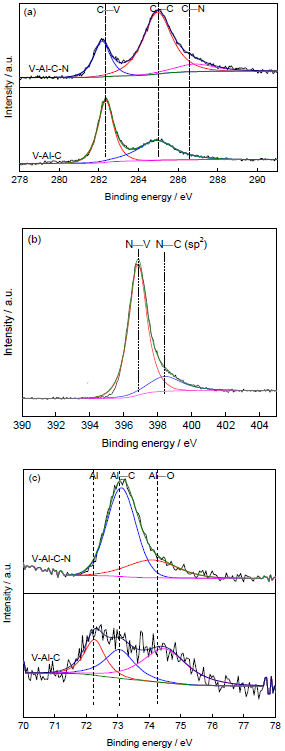
表1给出了XPS测得的涂层的化学成分。可以看出,N的引入使C含量明显下降,Al含量有所增加。图2给出了2种涂层的C1s、N1s和Al2p XPS谱。由图2a C1s图谱可以看出,V-Al-C涂层经Gaussian拟合后可分为2个峰,分别为282.3 eV的C—V键峰和284.8 eV的C—C键峰,表明大部分的C原子与V结合;对于V-Al-C-N涂层的C1s图谱,则可以拟合成3个峰281.8、284.7和286.6 eV,分别对应C—V、C—C和C—N键。对比2个C1s图谱,可见N引入使得C—V键相对含量减少,C—C键相对含量增加,可知N与V结合使非晶碳析出。图2b N1s能谱中分别在396.8和398.4 eV显示主峰和一个肩峰,分别对应N—V和N—C (sp2)键,表明N的引入取代了(V, Al)C中的部分C原子形成(V, Al)(C, N)晶粒。图2c中V-Al-C涂层Al2p谱拟合可分为3个峰72.3、73.1和和74.5 eV,分别对应Al、Al—C和Al—O键[8,16]。因Al为弱碳化合物,部分Al以单质形式存在。引入N后,使析出的C与Al的结合增多。
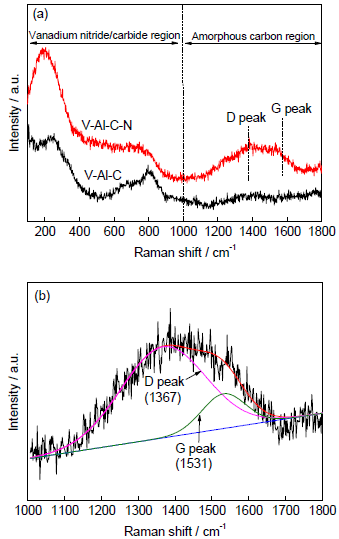
2种涂层更多相成分的信息可由Raman光谱获得,如图3所示。图3a中Raman光谱可分为2部分, 100~1000 cm-1区为V(C, N)复合物的区域,1000~1800 cm-1为非晶碳区域[17],其Raman光谱中存在位于1560 cm-1附近的G峰和1360 cm-1附近D峰,其中G峰对应于所有sp2 C原子(链状以及环状结构)的“伸缩振动”,D峰对应于环状结构中sp2 C原子的“呼吸振动”。在V-Al-C-N涂层的Raman光谱中出现D峰和G峰,说明有非晶碳的存在,而V-Al-C涂层中并未发现此现象。引入N后,N、C与V的结合形成竞争关系,使得多余的C以非晶形式析出,这与XPS结果相吻合。对V-Al-C-N涂层Raman谱的非晶碳区域进行双Gaussian拟合处理,结果如图3b所示。经计算,D峰和G峰的强度比ID/IG=5.17,ID/IG在一定程度上代表了涂层中碳杂化键的结构,当ID/IG>3.0时,表明涂层中大部分的非晶碳为sp2键[18]。
表1 V-Al-C和V-Al-C-N涂层元素含量
Table 1 Chemical compositions of as-deposited V-Al-C and V-Al-C-N coatings (atomic fraction / %)
| Coating | O | V | Al | C | N |
|---|---|---|---|---|---|
| V-Al-C | 6.34 | 37.94 | 8.71 | 47.01 | |
| V-Al-C-N | 5.81 | 23.64 | 11.62 | 25.65 | 33.28 |
图1 V-Al-C与V-Al-C-N涂层的XRD谱
Fig.1 XRD spectra of the V-Al-C and V-Al-C-N coatings
综上分析,V-Al-C涂层主要以(V, Al)C多晶形式存在,V-Al-C-N涂层为(V, Al)(C, N)晶体、sp2非晶碳以及少量CNx组成的纳米复合结构。
图2 V-Al-C与V-Al-C-N涂层的XPS谱
Fig.2 XPS of the V-Al-C and V-Al-C-N coatings(a) C1s (b) N1s (c) Al2p
图3 2种涂层的Raman谱及V-Al-C-N涂层非晶碳区Gaussian拟合
Fig.3 Raman spectra of the V-Al-C and V-Al-C-N coatings (a) and Gaussian fitting of two characteristic broad peaks of the V-Al-C-N coating (b)
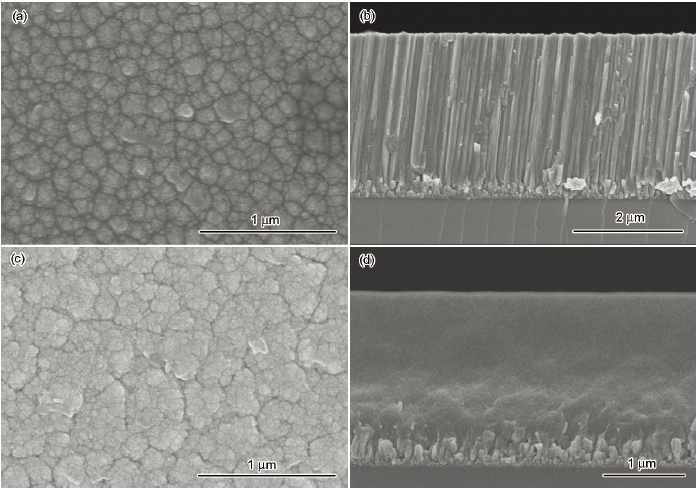
图4给出了V-Al-C和V-Al-C-N涂层的表面和截面形貌的SEM像。2者表面形貌均呈现一种类似菜花状团簇,这种团簇由细小的颗粒紧密排列组成。从其截面形貌可见,V-Al-C涂层为粗大且疏松的柱状晶结构贯穿整个涂层厚度,N的引入使得柱状晶结构打断消失,晶粒尺寸减小,表现出非常致密的无特征结构。V-Al-C和V-Al-C-N涂层厚度分别约为2.8和2.0 μm,对应沉积速率分别为15.5和11.1 nm/min。V-Al-C-N涂层相对低的沉积速率,可能是由于N2与靶面原子相碰撞发生化学反应引起轻微的“靶中毒”现象[9]所致。
图5给出了2种涂层的TEM和HRTEM像。V-Al-C涂层呈现清晰的柱状晶结构且沿着生长方向贯穿整个涂层厚度(图5a),晶粒宽度为30~50 nm,其选区衍射图与XRD结果相吻合,V-Al-C涂层有(111)、(200)和(220)晶面,呈(111)择优取向;图5b的晶格条纹显示出单晶特性;图5c中V-Al-C-N涂层柱状晶结构消失,表明非晶碳阻碍了柱状晶结构的生长,其选区衍射图包含强的(200)和弱的(111)、(220)环,呈现(200)择优取向,并且(V, Al)(C, N)纳米晶粒嵌在非晶碳基质中,形成纳米复合结构。
图4 2 种涂层表面和截面形貌的SEM像
Fig.4 Surface (a, c) and cross-section (b, d) SEM images of the V-Al-C (a, b) and V-Al-C-N (c, d) coatings
图5 V-Al-C 与V-Al-C-N 涂层的TEM和HRTEM像
Fig.5 Plan-view TEM (a, c) and HRTEM (b, d) images of the V-Al-C (a, b) and V-Al-C-N (c, d) coatings (Insets in Figs.5a and c show the corresponding SAED patterns)
表2给出了2种涂层的力学性能,V-Al-C涂层具有较低的硬度和弹性模量,测得结果分别为(14±0.48) GPa和(210±5.6) GPa。N的引入使V-Al-C-N涂层硬度和弹性模量提高,分别为(24.5±0.9) GPa和(246.8±8.1) GPa,硬度提高约70%。因涂层的相结构、晶粒尺寸及缺陷等因素都会影响涂层硬度[19],从涂层的微观结构分析可知,V-Al-C-N涂层的硬度增加一方面源于细晶强化作用,N引入使涂层形成了纳米复合结构,由XRD及TEM可知晶粒尺寸减小,根据Hall-Petch公式[20],晶粒尺寸减小,晶界面积增大,有效阻止了位错和晶间滑移,涂层硬度提高;另一方面源于Al的固溶强化作用,Al固溶在VC和VN晶格中,引起晶格畸变,导致硬度提高。
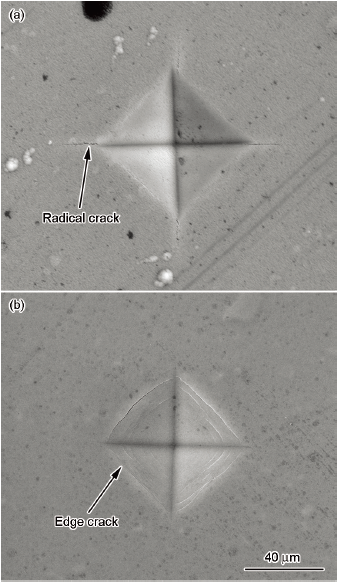
图6 V-Al-C和V-Al-C-N涂层Vickers压痕形貌SEM像
Fig.6 SEM images of the Vickers indents of V-Al-C (a) and V-Al-C-N (b) coatings
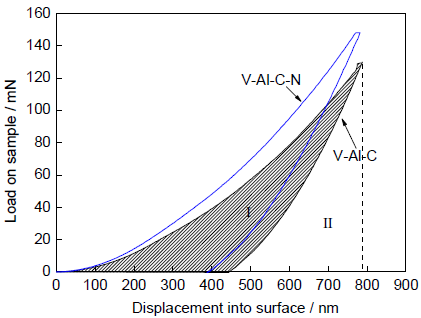
图7 V-Al-C和V-Al-C-N涂层的加载卸载曲线
Fig.7 Load-on curves of V-Al-C and V-Al-C-N coatings (Areas I and II represent plastic deformation and elastic recovery, respectively)
韧性是评价涂层质量的重要指标之一,反映了材料发生塑性变形到断裂过程中所吸收能量的能力。图6为V-Al-C和V-Al-C-N涂层在1.98 N载荷作用下的压痕SEM像。可以看到,V-Al-C涂层主要表现为径向裂纹,韧性较差[21];而V-Al-C-N涂层以周向裂纹为主,未发现径向裂纹。在某种程度上,H/E反映了失效时的弹性应变,H3/E2代表抗塑性变形能力[22] (H和E分别为涂层的硬度和弹性模量)。由表2可以看出,V-Al-C-N涂层具有更高的H/E和H3/E2,展现出优异的韧性。另外,使用弹性回复We的值也可以定性判断涂层韧性[23],图7为涂层加载卸载曲线,We=Areas II/(Areas I+Areas II),经计算V-Al-C-N涂层弹性回复大,同样表明V-Al-C-N涂层具有更好的韧性。
表2 V-Al-C和V-Al-C-N涂层的力学性能
Table 2 Mechanical properties of the V-Al-C and V-Al-C-N coatings
| Coating | H / GPa | E / GPa | H/E | H3/E2 |
|---|---|---|---|---|
| V-Al-C | 14.0 | 210.2 | 0.067 | 0.062 |
| V-Al-C-N | 25.1 | 245.8 | 0.102 | 0.262 |
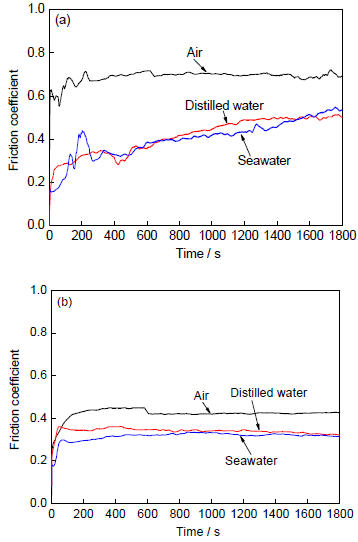
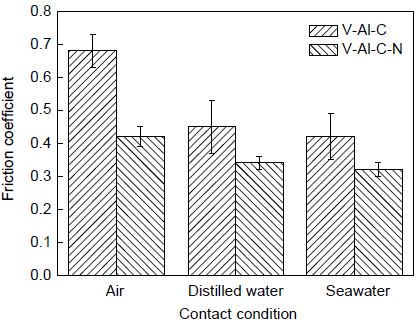
图8所示为2种涂层在大气干摩擦、去离子水和海水中的摩擦测试结果,所有介质中的摩擦曲线均可以分为2个阶段:磨合阶段和稳定阶段。V-Al-C涂层在去离子水和海水介质中的摩擦曲线波动较大,呈逐渐增大的趋势,这是由于柱状晶结构的V-Al-C涂层在滑动过程中接触应力和切向剪切力的作用下,涂层内部存在的孔隙和裂纹迅速连通形成腐蚀通道,使涂层更易剥落;而V-Al-C-N涂层在所有介质中经过100 s左右的磨合期后,摩擦系数稳定。图9为涂层在不同介质中的平均摩擦系数f,对于同一介质,V-Al-C-N涂层摩擦系数均比V-Al-C涂层低,表现出良好的摩擦性能;对于同一种涂层,摩擦系数呈fseawater<fdistilled water<fair的趋势,在去离子水和海水中的摩擦系数比干摩擦的低,这是由于在水环境下吸附的水分子形成吸附膜避免了涂层和对偶球的直接接触,提供了一种边界润滑的作用使摩擦系数降低;在海水中的摩擦系数比去离子水的低,主要是由于摩擦热的产生使海水组分发生一定反应生成Mg(OH)2、CaCO3等润滑相[24]提供良好的润滑效果,进一步使摩擦系数降低。
图8 涂层在不同介质中的摩擦行为
Fig.8 Friction behaviors of the V-Al-C (a) and V-Al-C-N (b) coatings sliding against Al2O3 in air, distilled water and seawater
图9 涂层在不同介质中的平均摩擦系数
Fig.9 Average friction coefficients of coatings sliding against Al2O3 in air, water and seawater
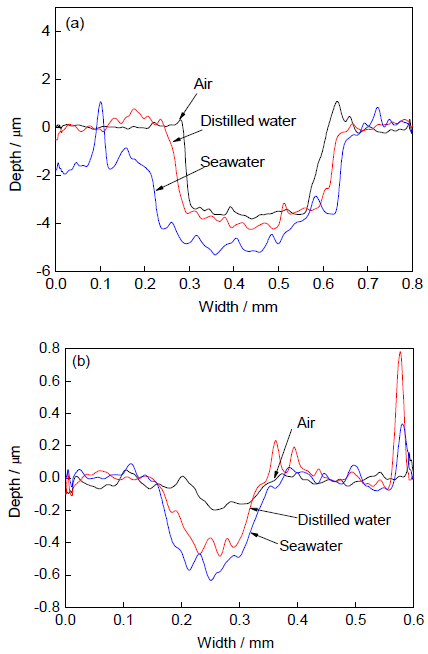
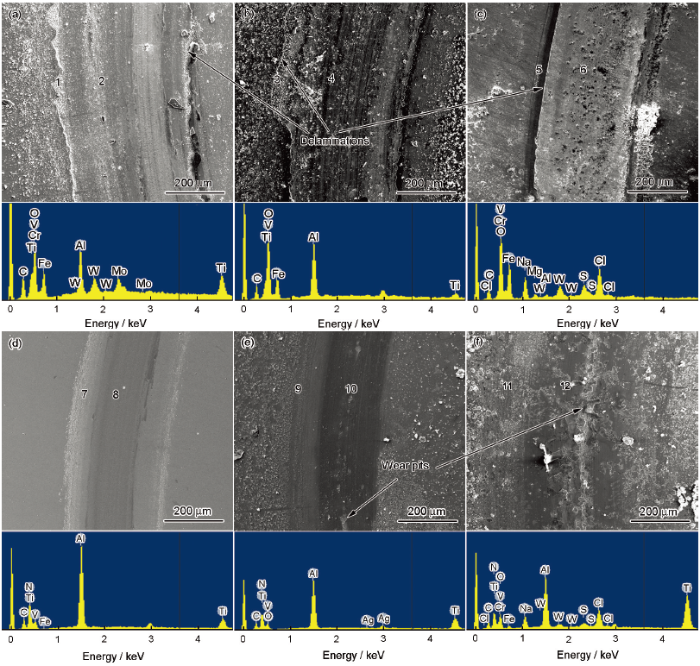
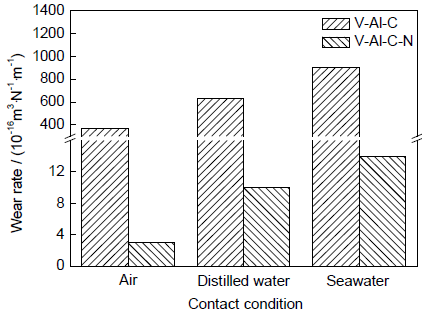
图10为2种涂层在不同介质中磨痕的截面轮廓。可以看出,V-Al-C涂层在大气干摩擦、去离子水和海水中磨痕最大深度分别为3.6、4.2和5.3 μm,表明涂层30 min后涂层已磨穿,而图10b中V-Al-C-N涂层在海水中深度最大为0.6 μm,没有磨穿。涂层磨痕形貌如图11所示,可以看到V-Al-C涂层剥落层,对磨痕中的颗粒进行EDS分析可知,除基体成分外还含有涂层本身成分,V-Al-C抗塑性变形能力差,在滑动过程中剪切力的作用下涂层很快剥落形成大颗粒,从而引起严重的磨粒磨损;在海水腐蚀和磨损的共同作用下,磨痕产生很多点蚀坑。对于V-Al-C-N涂层,干摩擦条件下磨痕表面非常光滑,磨屑均匀堆积在两侧;在去离子水中,由于水冲刷作用磨屑均匀分布在涂层表面,还可以看到少量剥落坑,主要是由于在摩擦过程中产生的磨粒在对偶球压力的作用下嵌入涂层,产生裂纹,裂纹进一步扩展,在剪切力的作用下剥离表面,形成大的剥落坑;在海水中,可以看到大量的磨粒以及剥落坑,这主要是由于Cl-对涂层有很强的破坏作用,使得涂层上的一些活性物质发生阳极溶解[25,26],加剧了磨损,因此比在去离子水中磨损严重。图12为V-Al-C和V-Al-C-N 2种涂层在不同介质中的磨损率W,Wseawater>Wdistilled water>Wair,V-Al-C-N涂层磨损率比V-Al-C涂层减小1~2个数量级,其中,V-Al-C-N涂层在干摩擦时磨损率为3.0×10-16 m3/(Nm),在海水中为1.4×10-15 m3/(Nm)。
图10 涂层磨痕的截面轮廓
Fig.10 Sectional profiles of wear tracks on V-Al-C (a) and V-Al-C-N (b) coatings
图11 V-Al-C和V-Al-C-N涂层磨痕形貌及对应的EDS分析
Fig.11 SEM images and corresponding EDS analyses of wear tracks on the V-Al-C (a~c) and V-Al-C-N (d~f) coatings (a, d) in air (b, e) in water (c, f) in seawater
图12 V-Al-C和V-Al-C-N涂层在不同介质中的磨损率
Fig.12 The wear rates of V-Al-C and V-Al-C-N coatings under different contact conditions
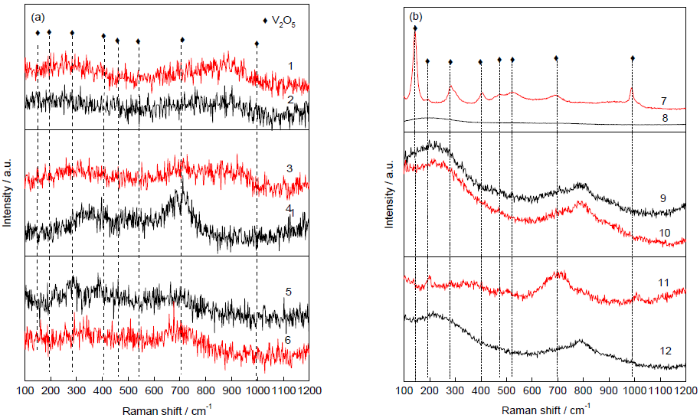
图13 V-Al-C和V-Al-C-N涂层在不同介质中磨痕的Raman谱
Fig.13 Raman spectra of wear tracks on the V-Al-C (a) and V-Al-C-N (b) coatings under different contact conditions (1~12 are showed in
为了进一步研究摩擦机理,分别对磨痕中间和两侧取点(图11)进行Raman光谱分析,结果如图13所示。可以看出,V-Al-C涂层所有磨痕均未出现V2O5峰[27],而V-Al-C-N涂层在大气干摩擦磨痕侧边的Raman谱中有明显的V2O5峰,表明在摩擦过程中V发生摩擦化学反应生成V2O5,V2O5具有易剪切的滑移平面[28],在摩擦过程中提供润滑作用,V2O5和非晶碳的耦合润滑作用使得摩擦系数和磨损降低;而在去离子水和海水中的Raman谱中发现微弱的V2O5峰,由于V在550 ℃开始发生氧化形成V2O5[29],在摩擦过程中可能由于介质的冷却作用,生成较少量V2O5,且V2O5微溶于水,故在水溶液中润滑作用减弱,使得磨损增加。
(1) V-Al-C涂层呈柱状晶结构生长,晶粒粗大,涂层硬度和弹性模量较低,分别为(14±0.48) GPa和(210±5.6) GPa,韧性较差。V-Al-C-N涂层由于N的引入打断柱状晶生长,结构致密,且有非晶碳的析出,形成纳米复合结构,晶粒尺寸减小,力学性能大幅度提高,硬度和弹性模量分别为(24.5±0.8) GPa和(246.8±8.1) GPa,韧性H/E=0.102。
(2) V-Al-C-N复合涂层在干摩擦过程中发生摩擦化学反应形成有润滑效果的V2O5,由于V2O5和非晶碳的耦合润滑作用使摩擦系数显著降低。2种涂层摩擦系数均呈现fseawater<fdistilled water<fair的趋势,去离子水和海水中摩擦系数比干摩擦低主要是由于水分子提供了边界润滑的作用,而在海水中形成CaCO3、Mg(OH)2等润滑相使摩擦系数进一步降低。
(3) V-Al-C涂层在所有介质中表现出差的抗磨损特性,30 min后均已磨穿,主要为磨粒磨损;而V-Al-C-N涂层抗磨损性能良好,磨损率呈现Wseawter>Wdistilled water>Wair,在腐蚀和磨损的协同作用下,海水环境中的磨损率最高。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}