
敬加强 , 郑思佳
, 郑思佳
JING Jiaqiang, ZHENG Sijia
中图分类号: TE832
通讯作者:
网络出版日期: --
版权声明: 2015 《腐蚀科学与防护技术》编辑部 版权所有 2014, 腐蚀科学与防护技术编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
作者简介:敬加强,男,1964年生,博士
展开
摘要
通过电火花数控线性切割机将弯头沿轴向剖开的实验方法,研究了SiO2颗粒对弯头冲蚀后的壁厚损失及微观形态,并分析了弯头磨损的分布与强度。结果表明,管流状态下颗粒对弯头的冲蚀主要集中于弯头外半圈,弯头外半圈质量损失与弯头内半圈质量损失比 (定义为α) 随着颗粒粒径增大而增大;小粒径颗粒对弯头冲蚀区域的影响较大而对壁厚损失影响相对较小,弯头 (R=1.5D) 最大冲蚀角为55°,此时颗粒对壁面的冲蚀作用最大,最容易造成磨损刺穿而导致弯头失效;冲蚀坑随着颗粒粒径增大而变大,但数量相对减少,颗粒对弯头的主要磨蚀机理是变形磨损,次要机理是低角度的微削磨损,它们的综合影响造成了弯头的穿孔刺漏。
关键词:
Abstract
Local erosion behavior of a square bend of 304SS steel induced by SiO2 sand blast was studied in terms of wall thickness loss along the band periphery and micro-morphology on the inner wall surface of the longitudinal section of a band after erosion test. The result shows that the erosion of the bend caused by sand particles is mainly concentrated on the outer half of the band and the ratio of the mass loss of the outer half to that of the inner half of a band, namely index α, increases with the increase of the particle size of the sand. Particles with small mean diameter have a greater effect on the dimension of eroded area, but less influence on the wall thickness loss. The maximum impact angle is 55° for a band with R=1.5D, where is apt to be suffered from perforation,leading to failure of the band. The size of pits induced by erosion increases but their quantity decreases with the increase of the sand particles size. The abrasion mechanism for particle impacting on the bend may mainly be ascribed to deformation wear,as well as to low angle microcutting wear, moreover, their comprehensive effect results in perforation and cut damage of the bend.
Keywords:
气体携砂广泛存在于陆上与海洋油气、煤层气及页岩气等气体开采、输送、处理等领域,砂粒通过流体的携流作用于弯头、阀门以及三通等流向突变的管件,导致严重的冲蚀甚至磨损穿孔,从而对人员安全、经济生产及周围环境造成极大威胁[1,2]。例如,气体钻井平均每钻进30 m,地面排屑管路弯头部位即发生一次刺漏,严重影响了钻井的工作效率,更不利于现场的安全生产[3]。
冲蚀磨损是一个具有复杂物理过程的恶性的材料磨损退化过程,其主要取决于环境条件、材料类型以及入射条件 (入射角、入射速度、颗粒粒径和形状、颗粒硬度)[4],至今国内外学者对冲蚀的机理还存在较大争议[5]-[10],仅能对冲蚀磨损的基本现象进行有限的理论解析,并提出了适用范围局限的冲蚀方程。弯头是管道系统的重要组成部分,由于其应用的广泛性和易受冲蚀性,早期被许多国外研究者实验分析[11]-[16],然而他们并没有深入研究弯头的不同位置冲蚀机理的异同性,以及冲蚀速率最大时冲蚀角的具体大小未知;近年来,随着应用计算流体动力学 (CFD) 技术的不断发展,CFD技术被广泛应用于弯头冲蚀的预测[3,17]-[25],但不同人基于不同的冲蚀模型得出的结论差异较大。
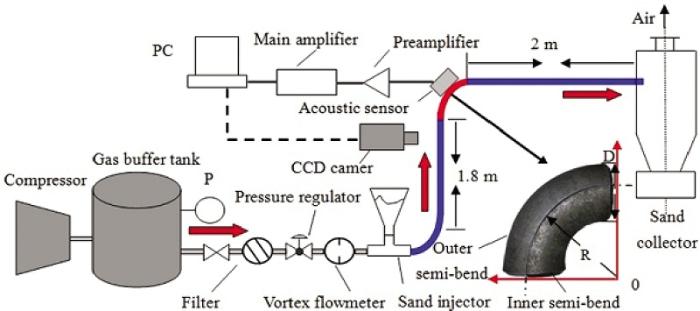
图1 透明管流式冲蚀磨损装置示意图
Fig.1 Schematic diagram of transparent erosion tester under pipe flow state
为了直观有效的观察弯头的冲蚀情况,以便探究弯头不同位置的冲蚀机理,本实验通过电火花数控线性切割机将弯头沿轴向剖开,采用OptimScan高精度蓝光3D扫描仪和XP300C偏光显微镜分别测出弯头冲蚀后的壁厚损失以及微观形态,分析弯头磨损的分布及强度,为改变弯头的结构并增大其使用寿命提供理论依据。
采用具有耐腐蚀性且力学性能良好的直角304不锈钢弯头 (Φ32 mm×3 mm,R=1.5D,其中R为曲率半径,D为弯头直径) 作为冲蚀研究的目标材料,其密度为7.92 g/m3,抗拉强度为522 MPa,以及硬度为HV200。
通过电火花数控线切割机 (精度0.01 mm) 将弯头从中部沿轴向切割,以便观察SiO2颗粒对弯头内部的冲蚀形态,并探索颗粒对弯头入口位置 (0°~15°)、弯头中心位置 (45°~60°) 和弯头出口位置(75°~90°) 的冲蚀机理。冲蚀颗粒选用35目、60目及80目的同种类型石英砂,密度与硬度分别为2.65 g/cm3、HV 700,这些颗粒基本都呈多棱角特征。
采用实验室自制的透明管流式冲蚀磨损装置测3种粒径下弯头的冲蚀磨损量,实验装置如图1所示。弯头外半圈与内半圈分别标定入口端,对齐安装后并用可松式尼龙扎带固定,由于外半圈与内半圈之间有0.02 mm左右的缝隙,为减少漏气采用胶带密封。空气经压缩机压缩后进入0.8 MPa的气体缓冲罐,压缩气体经调压后通过LUGB/E型气体涡街流量计计量后,经颗粒给料器携带砂粒进入材质为透明有机玻璃的直管段 (外径:32 mm,内径:26 mm,长:1.8 m),并采用3D-PIV测颗粒实际速率,直管段与弯头之间用内径为32 mm的波纹加强筋软管连接,并用碳钢喉箍固定以防止连接端滑脱;气固两相流经过弯头后进入水平管,通过颗粒集收器将气固两相分离后,将固体颗粒集收。
为了判断管道系统是否是均匀、连续性出砂,弯头处安装声波接收探头,以便接收颗粒撞击弯头产生的声波能量,分别经前置放大器与主放大器放大后,通过PC处理产生的电信号。通过分析出砂声波信号图,并结合Kuan等[26]与Christopher等[27]的弯头安装位置,颗粒满足在测试弯头处均匀且连续分布的条件。
调节阀门开度,控制不同粒径颗粒流速均为(25±1) m/s,同时保证颗粒喂料速率均为26.5 g/s,采用精度为0.1 mg的分析天平每隔2 min分别测弯头内外半圈在35目、60目及80目3种粒径下的冲蚀磨损量,每种粒径测试16组,出砂量约为50 kg。为了准确测出弯头的壁厚损失并表征弯头磨损的强度分布,采用OptimScan高精度蓝光3D扫描仪测量弯头外半圈冲蚀前后的壁厚,经Geomagic Qualify 11软件处理后,得出弯头的壁厚损失 (加测一组60目颗粒下出砂量为120 kg的壁厚损失)。采用XP300C偏光显微镜 (强光照射待测样品表面) 对不同粒径下弯头外半圈的冲蚀微观形态进行观察分析,探究颗粒对弯头不同位置的冲蚀机理。
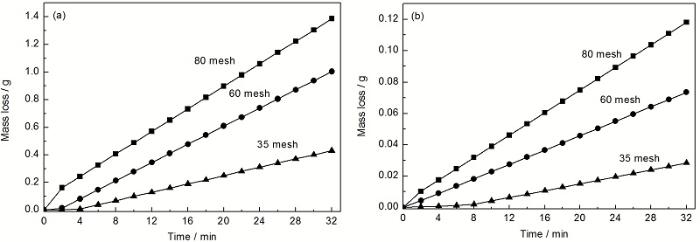
经过不同粒径SiO2颗粒冲蚀后,弯头外半圈与内半圈的质量损失与冲蚀时间的关系分别如图2a和b所示。一般情况下,对于相似的颗粒速度、形状、密度及硬度,颗粒粒径越大,颗粒所具有的动能与撞击力越大,造成的冲蚀越严重[28],但从图2可以看出,弯头外半圈与内半圈的质量损失在相同时间内随着颗粒粒径增大而减小,这是因为颗粒粒径越小,相同质量流量下颗粒数量越多,即SiO2颗粒撞击弯头壁面的总次数增大,且小颗粒易受气体湍流的影响,造成冲蚀区域较大,从而导致较大的材料质量损失。
图2 不同粒径下弯头质量损失随冲蚀时间变化的关系曲线
Fig.2 Mass loss of the outer semi-bend (a) and inner semi-bend (b) vs impact time for different particle size
对比图2a与b分析可知,经过32 min冲蚀后,不同粒径下弯头外半圈质量损失与弯头内半圈质量损失比 (用α表示) 分别为11.7、13.7、15.3,这说明随着颗粒粒径增大α也增大,具体原因可能是颗粒粒径越大,颗粒在气体湍流的作用下与弯头内半圈碰撞几率降低,弯头内半圈质量损失较小,从而导致α随着粒径的增大而增大;进一步分析α值,弯头外半圈质量损失较大于弯头内半圈质量损失,即管流状态下颗粒对弯头的冲蚀主要集中于弯头外半圈,这与黄勇等[3]的模拟结果一致。根据图2a具体分析弯头外半圈质量损失,经50 kgSiO2颗粒冲蚀后,随着颗粒粒径从35目到60目、60目到80目变化,弯头外半圈质量损失分别升高了0.6828和0.3818 g。
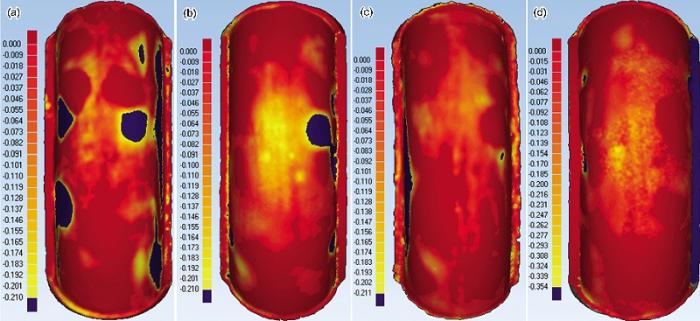
由于管流状态下颗粒对弯头的冲蚀主要集中于弯头外半圈,所以仅通过分析弯头外半圈的壁厚损失来表征颗粒对弯头的冲蚀的程度。通过3D扫描仪测量出弯头外半圈冲蚀前后的壁厚,经Geomagic Qualify 11软件处理后,得出弯头外半圈的壁厚损失与磨损强度分布,如图3所示,其中深蓝色区域为标定纸产生的不可消除误差,气流方向由下往上。对比分析图3a~c可知,随着颗粒粒径的减小,对应弯头的冲蚀区域逐渐增大,而冲蚀的最大壁厚损失有先增大 (35目至60目) 后减小 (60目至80目) 的趋势,这也能够解释经过50 kg颗粒冲蚀后,由于80目颗粒对弯头冲蚀的区域最大,但冲蚀最大壁厚损失相对较小,两者共同作用使弯头外半圈产生的质量损失最大。对比分析图3b和图3d可知,同种粒径下最大冲蚀厚度随着出砂量的增大而增大,而产生最大壁厚损失的位置基本不变,冲蚀区域大小基本相当。
图3 弯头外半圈的壁厚损失与磨损强度分布
Fig.3 Wall thickness loss and distribution of wear strength of the outer semi-bend (r=particle size, Qs=sand production): (a) r=80 mesh, Qs=50 kg; (b) r=60 mesh, Qs=50 kg; (c) r=35 mesh, Qs=50 kg; (d) r=60 mesh, Qs=120 kg
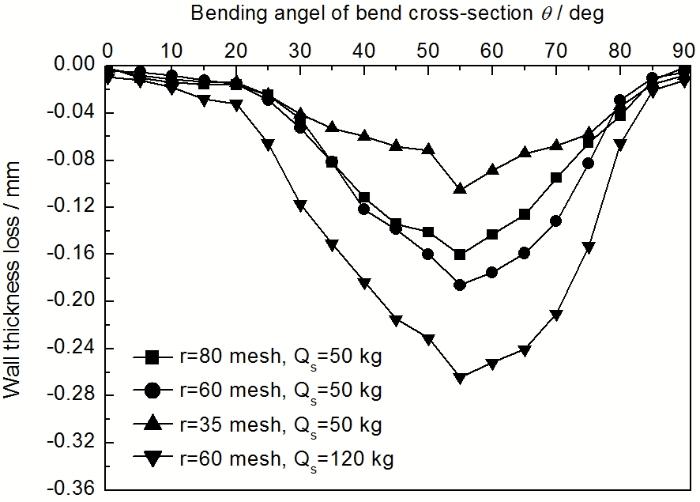
图6 不同粒径下弯头外半圈的壁厚损失随着弯头截面弯曲角θ的变化曲线
Fig.6 Wall thickness loss of the outer semi-bend vs bending angle θ for different particle size
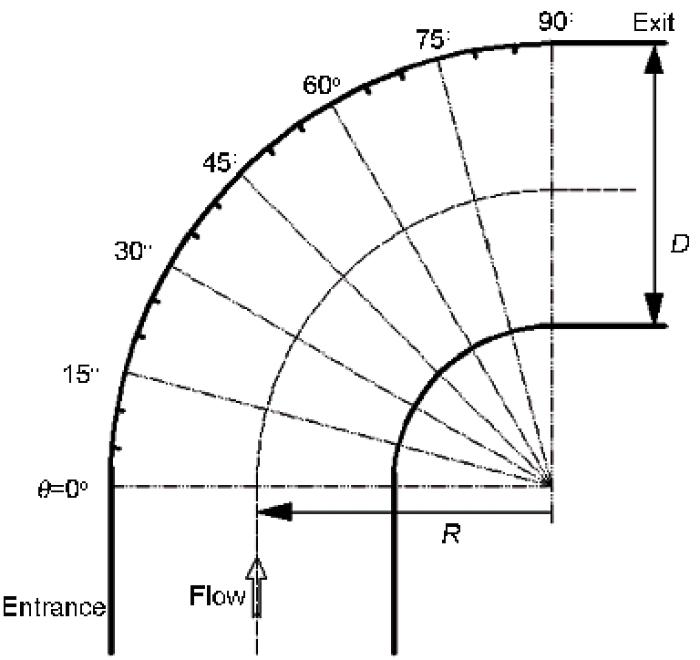
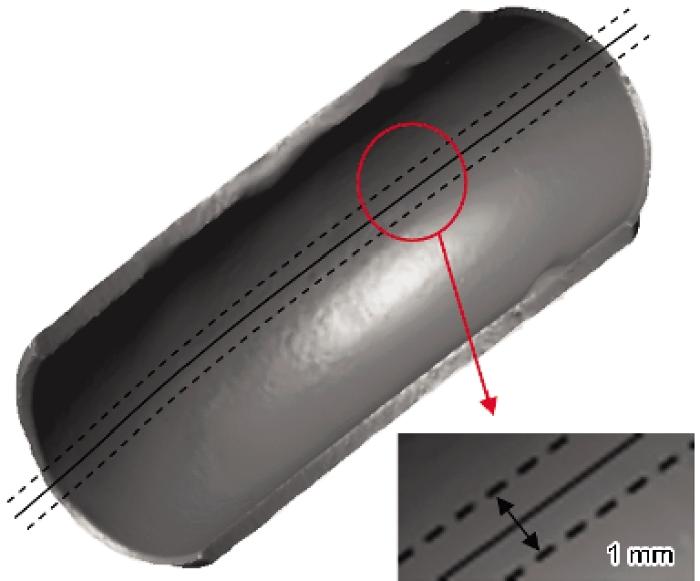
为了准确的反映出弯头在不同冲蚀角下的壁厚损失,并判断弯头最大的冲蚀角,将弯头按图4所示每隔5°读一组数据点,其中每组包含3个数据点,它们按照图5所示分布在实线与虚线上,且实线与虚线之间间隔0.5 mm,取这3个数据点的平均值作为该冲蚀角下的壁厚损失。
由不同颗粒粒径下弯头壁厚损失的数据点平均值,作出弯头外半圈的壁厚损失随着弯头截面弯曲角θ的变化曲线,如图6所示。根据图6可以看出,当0°<θ<30°以及75°<θ<90°时,弯头外半圈的壁厚损失较小,不同颗粒粒径对壁面的冲蚀作用基本一致;当30°<θ<55°时,随着θ的增大,弯头外半圈的壁厚损失越来越大,其中在50 kg出砂量下颗粒粒径对壁面的冲蚀作用的影响:60目>80目>35目;当θ=55°时,此时颗粒对壁面的冲蚀作用最大,最容易造成磨损刺穿而导致弯头磨损失效,其大冲蚀速率为0.00372 mm/kg,这与林楠等[29]仿真模拟弯头最大冲蚀磨损位置在50°附近的结果基本相符;而当55°<θ<75°时,弯头外半圈的壁厚损失随着θ的增大反而越来越小。对于相同粒径的颗粒,在不同出砂量下,弯头的最大壁厚损失并不是呈线性变化的,而是随着出砂量的增大缓慢增加,原因可能是材料在颗粒的连续撞击下,表现出一定的加工硬化现象,从而使材料耐磨性增强。
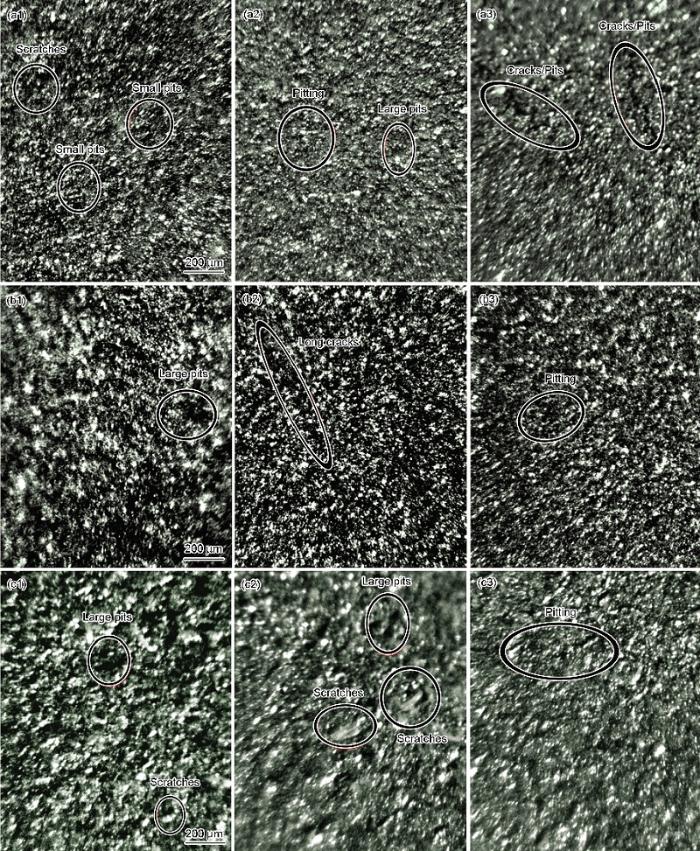
图7 不同粒径对不同弯头冲蚀区域的冲蚀微观形态的影响
Fig.7 Morphologies of impinged surface for 80 (a), 60 (b) and 35 (c) mesh particle in entrance (0o~15o) (a1, b1, c1), upper middle (45o~60o) (a2, b2, c2) and exit (75o~90o) (a3, b3, c3) of bend
从图6中还可以看出,弯头的主要磨损区域在30°<θ<75°,可以选以下方案增加弯头的使用寿命:(1) 弯头采用变壁厚,尤其增大主要磨损区域的壁厚或者强化处理;(2) 在主要磨损区涂耐冲蚀材料涂层;(3) 在主要磨损区设置耐冲蚀且可拆卸挡板,不但能增大弯头使用寿命,还能大大减小劳动强度;(4) 在主要冲蚀区布置抗磨损肋条,能大大减小颗粒对弯头的冲蚀效果。
图7是测试弯头在不同粒径颗粒下冲蚀32 min后不同磨损部位的冲蚀微观形态。可以明显看出,相同粒径下弯头不同磨损部位的冲蚀微观形态差别较大,这是因为弯头的冲蚀角随着冲蚀位置在0°~90°范围内变化,而在不同冲蚀角下颗粒对材料的冲蚀机理可能是不相同的。
图7a所示为80目颗粒冲蚀后弯头不同冲蚀区域的微观形态,其中入口位置与中间偏上位置布满小的划痕与凹坑,而出口位置有明显的裂纹并夹杂着凹坑,这是因为不规则砂粒在低角度下以一定的速度、低角度撞击材料表面,一方面在材料表面形成犁沟及划痕而造成使材料损失,另一方面促使材料表面变形,以“挤出唇”的形式使材料磨损,从而形成许多冲蚀坑,其中变形磨损是低角度冲蚀磨损的主要机理,微切割磨损是次要机理;当颗粒以高角度不断冲击、锻打材料表面,塑性变形不断积累,当塑性变形积累到一定程度时在金属表面出现裂纹,加速材料的冲蚀损失,其磨损机理为变形磨损。由于气体湍流的影响,小粒径颗粒对弯头冲蚀区域影响较大,但对壁厚影响相对较小,这是80目颗粒造成弯头质量损失最大,而壁厚损失不显著的原因。
对于图7b,弯头中间靠上位置 (45°~60°) 出现了长长的裂纹,加速了材料的磨蚀,这侧面解释了60目颗粒在55°时壁厚损失最大;对于图7c,可以明显看出冲蚀材料表面有面积较大但数量相对较少的冲蚀坑与划痕,与小粒径颗粒的冲蚀相比,大粒径颗粒对材料的影响较小,这也是大冲蚀后的弯头质量损失和壁厚损失都最小的原因。
综合分析图7a~c可知,随着颗粒粒径越大,冲蚀坑也就越大,但数量相对减少;颗粒对弯头的主要磨蚀机理是变形磨损,次要机理是低角度的微切削磨损,它们的综合影响造成了弯头的失效 (穿孔刺漏)。
(1) 颗粒对弯头的冲蚀主要集中于弯头外半圈,弯头外半圈质量损失与弯头内半圈质量损失比 (α) 随着颗粒粒径增大而增大。
(2) 小粒径颗粒对弯头冲蚀区域的影响较大而对壁厚损失影响相对较小,弯头最大冲蚀角为55°,此时颗粒对壁面的冲蚀作用最大,最容易造成磨损刺穿而导致弯头磨损失效。
(3) 颗粒粒径越大,冲蚀坑也就越大,但数量相对减少;颗粒对弯头的主要磨蚀机理是变形磨损,次要机理是低角度的微削割磨损,它们的共同影响造成了弯头的穿孔刺漏。

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}