


左勇, 男, 土家族, 1987年生, 博士生
在Sn, Sn-3.0Ag-0.5Cu和Sn42-Bi58钎料中添加具有纳米结构的笼形硅氧烷齐聚物(POSS)作为增强相, 研究了增强相在恒温恒湿(85 ℃, 相对湿度85%)条件下对锡基无Pb焊层晶须生长行为的影响. 结果表明, 在恒温恒湿条件下, 锡基无Pb焊层晶须生长的驱动力是Sn的氧化物生成引起体积膨胀从而对周围焊层产生的压应力; 添加POSS可以有效缓解金属Sn的氧化进程, 抑制Sn的氧化物生成, 从而减缓晶须生长; 在Sn, Sn3.0Ag0.5Cu和Sn58Bi焊层中, Sn焊层晶须生长能力最强, Sn58Bi焊层晶须生长能力最弱.
Whisker growth in Pb-free solder joints is one of the most reliability concerns in electronic industry. Several theories and models were developed to elaborate whisker growth, and many attempts were made to find solutions to solve this issue. Micro alloying, such as introducing Cu, Bi, Ag etc. into solders, is considered to be one of effective method to mitigate whisker growth. However, when alloying with these metal elements, the structure of solders will be changed, therefore the reliability of solders needs to be reevaluated. The purpose of this research is to explore the possibility to mitigate whisker growth by reinforce strategy without destroying the structure of solders. In this study, a novel reinforcement, nano-structured cage-type polyhedral oligomeric silsesquioxane (POSS), was employed and expected to mitigate whisker growth. POSS was added into Sn, Sn3.0Ag0.5Cu and Sn58Bi solders respectively. Whisker growth behaviors of these modified solders under high humidity and temperature environment (85 ℃, 85% relative humidity) were analyzed and discussed. The results indicated that, the driving force of whisker growth was compressive stress generated by the volume expanding of tin oxides. The high humidity and temperature condition facilitated the formation of tin oxides and therefore provided continuous driving force for whisker growth. POSS addition could inhibit oxidation process of metal tin effectively, and reduce the amount of tin oxides formation, consequently whisker growth was mitigated. Among Sn, Sn3.0Ag0.5Cu and Sn58Bi solders, Sn solders was the easiest one to grow whiskers, while Sn58Bi was at the lowest risk to grow whis-kers.
晶须生长是近年来封装领域的研究热点, 也是影响封装发展的重要可靠性问题之一[1,2,3,4,5]. 封装互连材料(焊点、镀层)是晶须生长的高发区域, 而全球无Pb化趋势更大大提高了晶须生长的可能性[6,7,8,9,10]. 在有限的封装空间中, 晶须极易搭接到邻近的导体上引起集成电路的失效, 造成电子设备的永久损坏[11,12]. 因此, 有效抑制晶须生长是提高电路可靠性的关键.
通常, 服役环境会影响晶须的生长, 而湿热是促进晶须生长的主要因素之一[13]. Osenbach等[14]发现, Sn在湿热条件下容易氧化, 氧化导致过量Sn原子被束缚在具有初始体积的焊层中, 引发了局部应力和过饱和的应变能, 从而促使晶须生长. Nakadaira等[15]认为, 随着腐蚀的继续发展, 腐蚀层会与晶须的根部接触, 并影响晶须的生长. 然而, 目前关于如何抑制湿热条件下晶须生长的报道较少. 通常认为在锡基钎料中加入Cu, Bi, Ag等元素可以抑制晶须的生长[16,17,18,19], 但是Hu等[19]发现, 过量添加Bi也可能引起Bi晶须的生长. 此外, 采用金属元素合金化的方法将会引起钎料显微结构的变化, 容易引起其他的可靠性问题.
为探索上述问题的解决方法, 本工作引入了一种具有纳米结构的笼形硅氧烷齐聚物(polyhedral oligomeric silsesquioxane, POSS)作为钎料基体的增强相. POSS不同于传统的金属合金元素, 它具有Si-O笼形结构和有机官能团. 笼形结构外围分布的羟基(-OH)可与金属发生化学反应, 在钎焊过程中与钎料基体形成良好结合, 从而在焊点中形成广泛分布的增强相. 而其余的惰性基团(-R)又可保证POSS弥散分布于钎料内部, 不会团聚和长大[20,21]. 研究[21,22,23]表明, 添加POSS能使无Pb钎料的强度、硬度、抗电迁移性能等显著提升, 是一种理想的增强相. 本工作采用颗粒添加的方法制备POSS增强型钎料, 研究POSS在湿热条件下对锡基无Pb焊层晶须生长的作用.
实验分别采用Sn-3.0Ag-0.5Cu (SAC305, 质量分数, %, 下同)焊膏、Sn42-Bi58 (Sn58Bi)焊膏和Sn金属颗粒作为基体材料, 分别向其中添加3% (质量分数)的环己基POSS颗粒制备POSS增强型钎料. 对于SAC305和Sn58Bi钎料, 采用机械搅拌的方法在焊膏中直接加入POSS颗粒, 搅拌时间在30 min以上, 确保POSS在焊膏中均匀分布, 将搅拌好的焊膏置于坩埚中加热至熔点以上脱去助焊剂, 并使POSS与钎料基体间形成良好结合, 冷却后得到钎料铸锭备用. 对于Sn金属颗粒, 在熔化的液态Sn中加入POSS颗粒. 在熔化Sn粒前, 首先按1.3∶1 (质量比)的比例分别称取KCl和LiCl制备熔盐, 充分混合后放入坩埚中, 置于450 ℃下充分熔化, 并将熔融的熔盐浇覆于固态Sn粒上防止其在熔化过程中氧化. 在加入POSS后, 每隔10 min搅拌一次液态Sn, 使POSS与液态Sn充分结合. 而后将坩埚取出, 空冷后洗掉熔盐, 得到钎料铸锭备用.
采用直径2 mm的Cu (纯度99.99%)线作为基材, 通过沾取熔融钎料的方式在Cu线表面制备钎焊层. 首先采用水磨方法对Cu线表面进行磨光至5000号, 而后切割为长5 cm的小段, 用无水乙醇清洗后烘干, 并在其表面均匀涂抹一层助焊剂. 将钎料铸锭放入坩埚中, 加热至钎料熔点以上使其熔化. 之后将Cu线浸入熔化的钎料中保持5 s后取出, 竖直放置在空气中冷却. 制备好的样品放入无水乙醇中清洗以去除残余助焊剂.
样品放置在恒温恒湿(85 ℃, 相对湿度85%)环境下进行晶须生长加速实验, 并分别在450和750 h后取出, 采用S-3400N型扫描电子显微镜(SEM)观察样品的显微组织形貌, 配合能谱(EDS)分析确定组织成分.
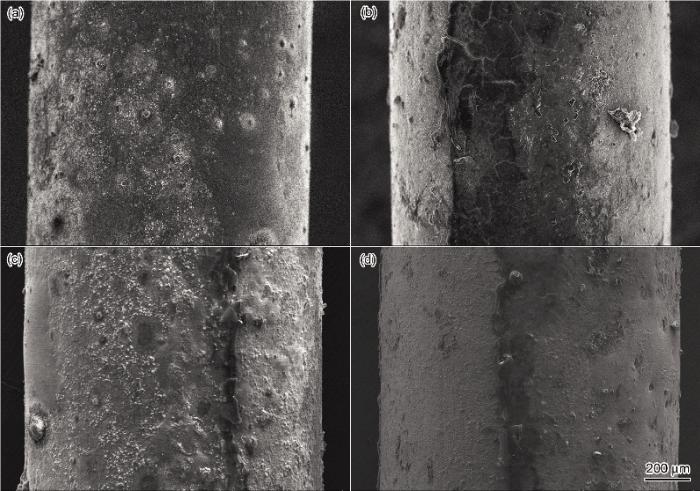
图1为Sn和Sn+POSS样品在85 ℃, 相对湿度85%条件下时效不同时间后焊层的表面形貌的SEM像. Sn焊层在时效450 h后, 焊层表面出现起伏和白亮斑点状形貌, 如图1a所示; 时效750 h后, 焊层表面起伏更加严重, 白亮斑点更加密集, 如图1c所示. 添加POSS后, Sn+POSS样品在时效450 h后焊层表面出现起伏, 但是没有观察到明显的白亮斑点, 如图1b所示; 时效750 h后, 焊层表面形貌与图1b相似, 没有进一步恶化, 如图1d所示. 该结果表明添加POSS使焊层结构更加稳定.
 | Fig.1 SEM images of surface morphologies of Sn and Sn+POSS aged for different times under 85 ℃ and 85% relative humidity(a) Sn for 450 h(b) Sn+POSS for 450 h(c) Sn for 750 h(d) Sn+POSS for 750 h图1 Sn和Sn+POSS样品在85 ℃, 相对湿度85%条件下时效不同时间后表面形貌的SEM像 |
{kind=link}
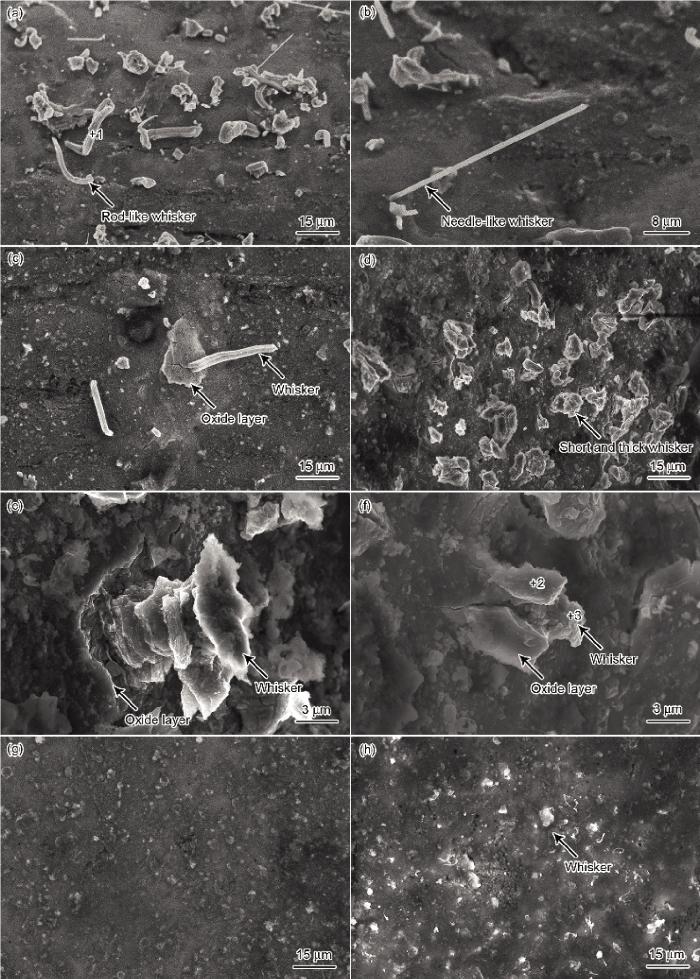
Sn焊层表面白亮斑点状形貌实际是焊层表面生长的不同形态的晶须. 图2a~c显示了Sn焊层时效450 h后晶须的尺寸和形态, 主要为棒状和针状. 棒状晶须通常会在生长过程中改变生长方向, 呈扭曲状生长, 如图2a所示; 针状晶须形貌笔直, 其长度可达到40~50 μm, 如图2b所示. 图2c中的晶须根部的氧化层已被拱起, 表明在焊层下部存在向上的应力驱使晶须生长. 当Sn焊层时效750 h后, 焊层表面晶须的形貌发生变化. 如图2d所示, 晶须变为短粗形状, 此时的焊层表面形貌变化较大, 除了已成形的晶须外, 还出现许多隆起的小丘. 图2e为图2d局部放大图, 该晶须在生长过程中顶破表面氧化层向上生长. 值得注意的是, 晶须根部破裂氧化层轮廓与晶须生长截面形状一致, 说明此晶须生长过程是以破裂氧化层轮廓为出口, 由氧化层底部的应力作用挤出. 图2f显示了晶须突破表面氧化层向外生长时的形貌, 晶须的周围仍包裹着表面氧化层, 只露出晶须的顶部. 相比之下, 图2g和h所示Sn+POSS在时效750 h后焊层表面并无大量晶须生长的现象, 仅在局部位置观察到小尺寸晶须. 表1列出了晶须表面和晶须根部包裹氧化层的成分.
 | Fig.2 SEM images of whisker morphologies of Sn and Sn+POSS aged for different times under 85 ℃ and 85% relative humidity(a~c) Sn for 450 h (d~f) Sn for 750 h (g, h) Sn+POSS for 750 h图2 Sn和Sn+POSS样品在85 ℃, 相对湿度85%条件下时效不同时间后晶须形貌的SEM像 |
{kind=link}
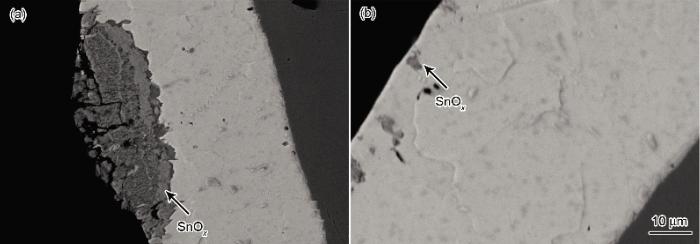
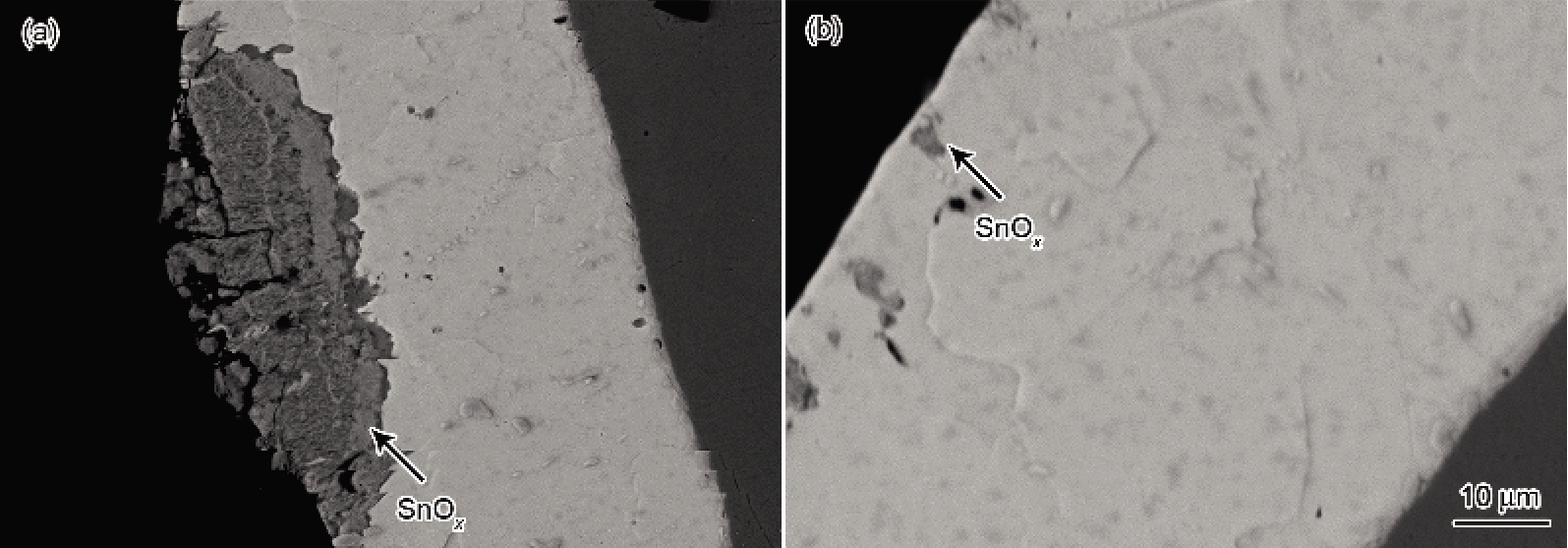
图3a为Sn焊层在恒温恒湿条件下时效750 h后的横截面显微组织的SEM像, 在表层区域可观察到深色块状的氧化物SnOx. 相比之下, 图3b所示的Sn+POSS焊层, 仅在其表层附近观察到少量的小块状氧化物SnOx.
对比Sn和Sn+POSS焊层晶须生长情况可以发现, 在Sn焊层中, 由于氧化物SnOx的形成造成体积膨胀, 对周围焊层基体产生压应力, 为晶须生长提供了驱动力; 当应力水平足以突破表面氧化层时, 晶须开始向外部生长. 添加POSS可以有效缓解焊层深度方向的氧化现象, 导致氧化物SnOx生成的数量和尺寸均减小, 从而减少由氧化物造成的压应力, 使晶须的生长得到抑制.
 | Fig.3 Cross-sectional SEM images of Sn (a) and Sn+POSS (b) aged for 750 h under 85 ℃ and 85% relative humidity图3 Sn和Sn+POSS样品在85 ℃, 相对湿度85%条件下时效750 h后横截面显微组织的SEM像 |
{kind=link}
| 表1 图2中点1~3的EDS分析结果 |
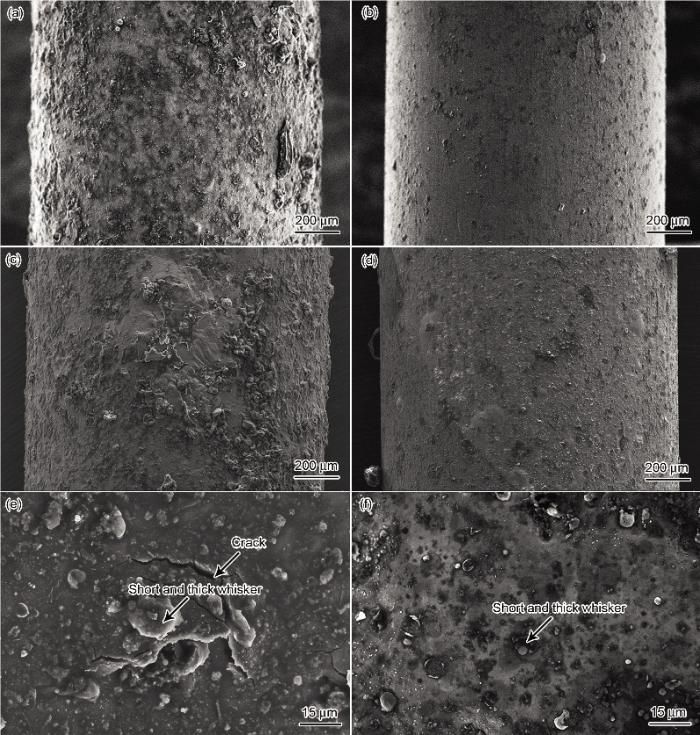
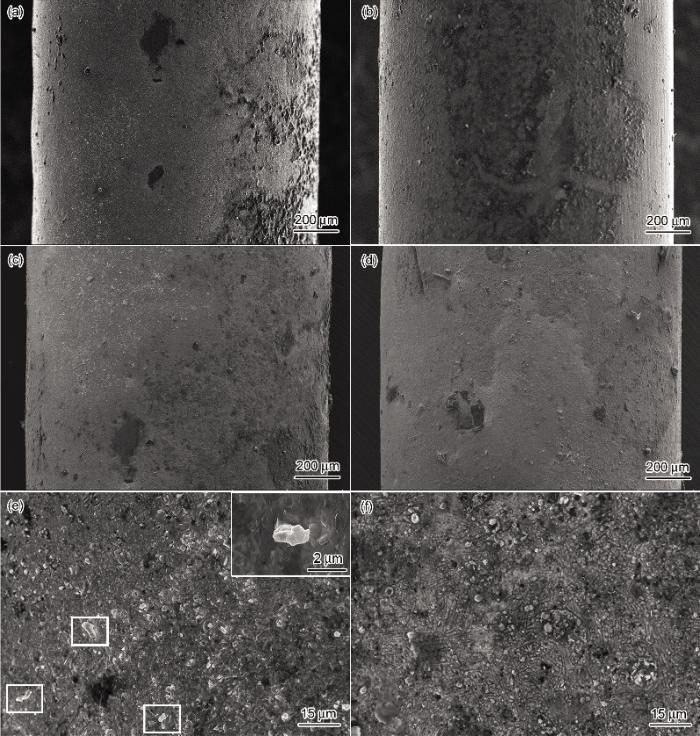
图4为SAC305和SAC305+POSS样品在85 ℃, 相对湿度85%条件下时效不同时间后焊层表面形貌的SEM像. 对于SAC305样品, 在恒温恒湿条件下时效450 h后, 如图4a所示, 焊层表面出现凹凸和起伏; 时效750 h后该现象更加突出, 如图4c所示. 由局部放大图4e可以看出, 该突起由短粗形状的晶须组成. 值得注意的是, 在图4e所示晶须附近区域观察到裂纹, 表明该区域遭受内应力而导致焊层基体开裂. 这一现象间接说明晶须生长的动力来源于内应力. 在添加POSS后, 晶须生长现象明显得到缓解. 如图4b所示, SAC305+POSS样品在恒温恒湿条件下时效450 h后, 焊层表面未见明显凹凸和起伏; 时效750 h之后, 从图4d可以观察到局部位置出现起伏. 对比图4e和f可以发现, 添加POSS后, 仅在局部位置观察到短粗的晶须, 且焊层表面损伤小, 晶须尺寸和分布密度均明显减小.
 | Fig.4 SEM images of surface morphologies of SAC305 and SAC305+POSS aged for different times under 85 ℃ and 85% relative humidity(a) SAC305 for 450 h (b) SAC305+POSS for 450 h (c) SAC305 for 750 h(d) SAC305+POSS for 750 h (e) magnified image of SAC305 for 750 h(f) magnified image of SAC305+POSS for 750 h图4 SAC305和SAC305+POSS样品在85 ℃, 相对湿度85%条件下时效不同时间后表面形貌的SEM像 |
{kind=link}
 | Fig.5 Cross-sectional SEM images of SAC305 (a) and SAC305+POSS (b) aged for 750 h under 85 ℃ and 85% relative humidity图5 SAC305和SAC305+POSS样品在85 ℃, 相对湿度85%条件下时效750 h后横截面显微组织的SEM像 |
{kind=link}
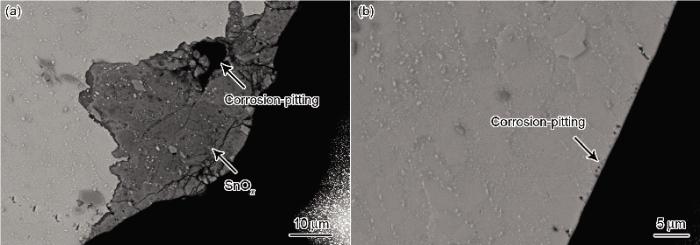
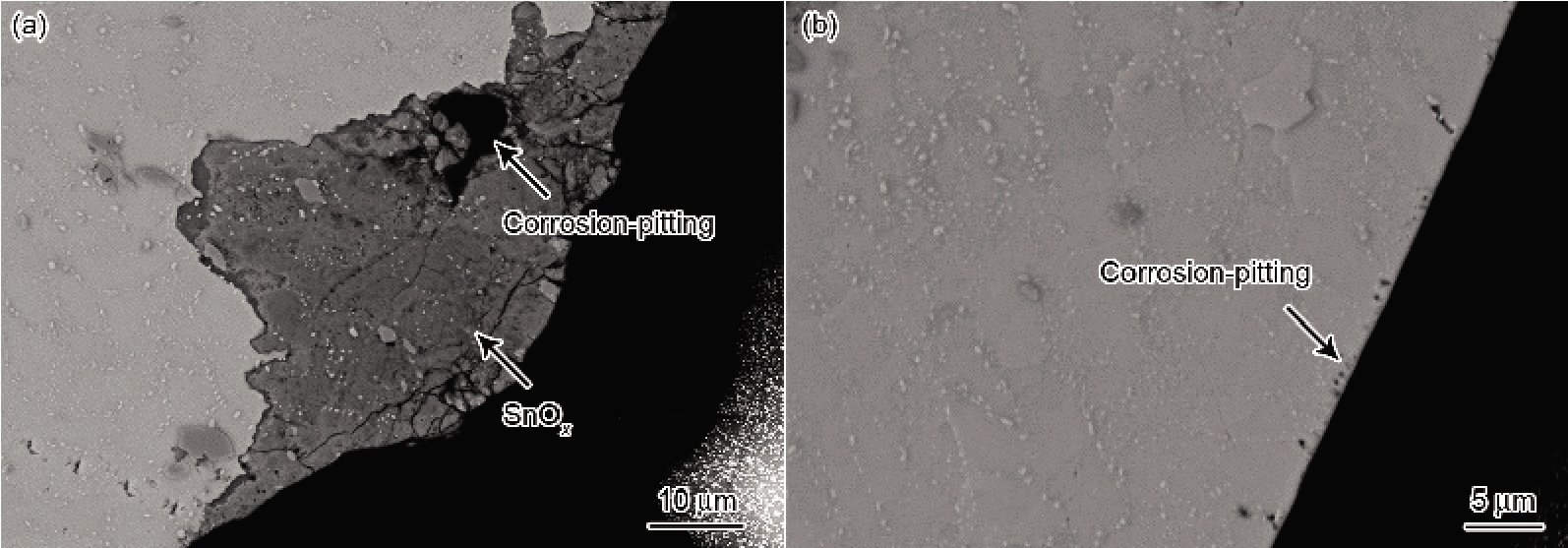
图5a为SAC305焊层在85 ℃, 相对湿度85%条件下时效750 h后起伏位置的横截面显微组织的SEM像. 可以看出, 浅色组织为焊层基体, 有大块深色氧化物SnOx形成, 氧化物和焊层基体界面处观察到明显的腐蚀点. 图4b为相同条件下SAC305+POSS焊层的横截面显微组织的SEM像, 未观察到块状氧化物形成, 但是在表面附近可以观察到明显的腐蚀点.
上述结果表明, SAC305样品在恒温恒湿条件下, Sn极易氧化; 在氧化形成SnOx的过程中造成体积膨胀, 对焊层基体产生压应力, 从而促使晶须生长. 添加POSS后, Sn的氧化作用被有效抑制, 减少了焊层内因氧化物的生成体积膨胀带来的压应力, 最终表现为抑制了晶须的生长.
图6为Sn58Bi和Sn58Bi+POSS样品在85 ℃, 相对湿度85%条件下时效不同时间后焊层表面形貌的SEM像. 可见, Sn58Bi和Sn58Bi+POSS焊层表面都出现了不同程度的凹凸和起伏, 且范围随着时效时间延长而扩大. Sn58Bi (图6a和c)和Sn58Bi+POSS (图6b和d)样品时效450和750 h后对比, 从表面宏观形貌上看并没有显现出明显的区别. 对比局部放大图6e和f可以发现, Sn58Bi焊层表面出现了小尺寸短棒状晶须, 如图6e中插图所示; 而Sn58Bi+POSS焊层表面没有观察到此类晶须.
 | Fig.6 SEM images of surface morphologies of Sn58Bi and Sn58Bi+POSS aged for different times under 85 ℃ and 85% relative humidity (Square areas in Fig.6e show short and thick whiskers and inset shows the magnified image)(a) Sn58Bi for 450 h (b) Sn58Bi+POSS for 450 h (c) Sn58Bi for 750 h (d) Sn58Bi+POSS for 750 h(e) magnified image of Sn58Bi for 750 h (f) magnified image of Sn58Bi+POSS for 750 h图6 Sn58Bi和Sn58Bi+POSS样品在85 ℃, 相对湿度85%条件下时效不同时间后表面形貌的SEM像 |
{kind=link}
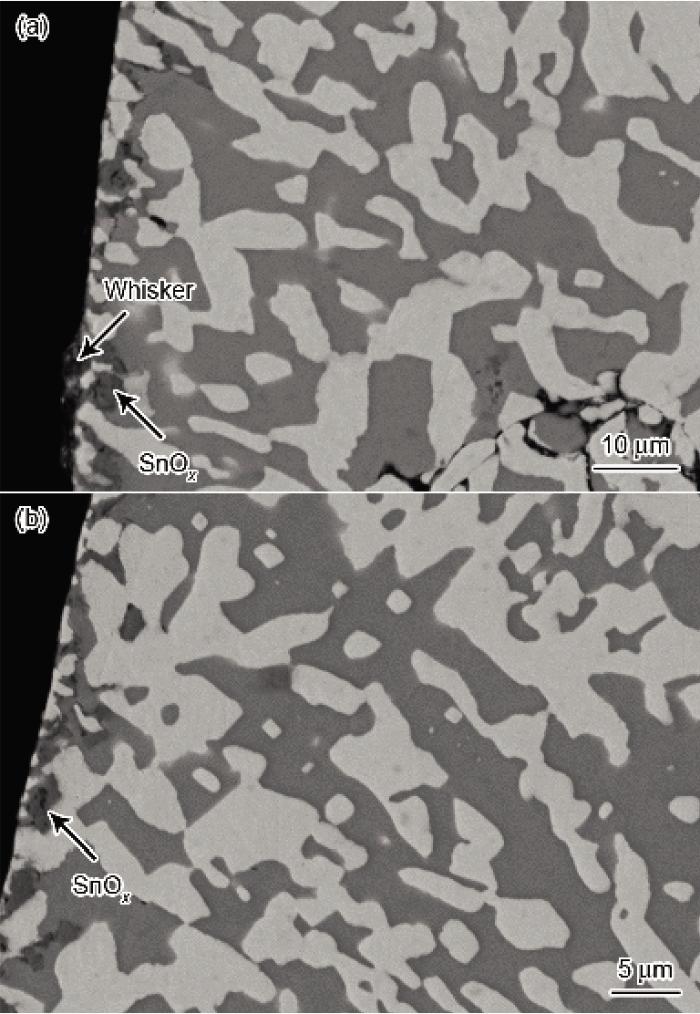
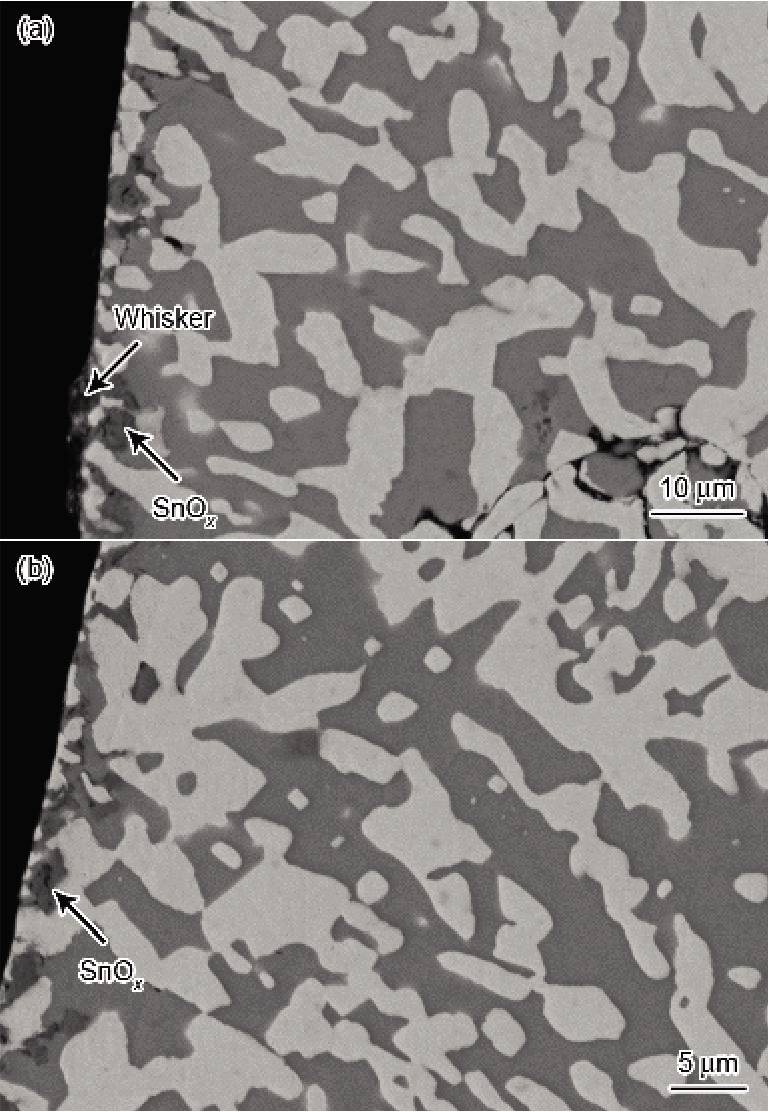
图7为Sn58Bi和Sn58Bi+POSS样品在85 ℃, 相对湿度85%条件下时效750 h后横截面显微组织的SEM像, 其中深色相为富Sn相, 白色相为富Bi相. 图7a中, 可以在Sn58Bi焊层表面观察到小尺寸晶须, 在晶须底部深色富Sn相内部, 有氧化物SnOx形成. 在Sn58Bi+POSS焊层表面附近区域也观察到氧化物SnOx, 但是没有观察到晶须生长.
 | Fig.7 Cross-sectional SEM images of Sn58Bi (a) and Sn58Bi+POSS (b) aged for 750 h under 85 ℃ and 85% relative humidity图7 Sn58Bi和Sn58Bi+POSS样品在85 ℃, 相对湿度85%条件下时效750 h后横截面显微组织的SEM像 |
{kind=link}
上述结果表明,相对于Sn和SAC305焊层, Sn58Bi焊层具有较强的抑制晶须生长的能力, 这可能是由于共晶层片状富Bi相对富Sn相的氧化进程起到了阻挡作用. Sn58Bi焊层晶须生长的驱动力为氧化物SnOx生成过程中体积膨胀所产生的内应力. 添加POSS可以有效减缓Sn58Bi焊层在恒温恒湿条件下的氧化现象, 阻止氧化过程沿深度方向进一步发展, 减缓钎料表层由氧化物膨胀带来的压应力, 抑制了晶须的生长.
研究了添加POSS对Sn, Sn3.0Ag0.5Cu和Sn58Bi焊层在恒温恒湿条件下晶须生长的影响, 在恒温恒湿条件下, 锡基无Pb焊层晶须生长的驱动力是Sn的氧化物生成引起体积膨胀, 对周围焊层产生的压应力; 添加POSS可以有效缓解金属Sn的氧化进程, 抑制Sn的氧化物生成, 从而减缓晶须生长; 在Sn, Sn3.0Ag0.5Cu和Sn58Bi焊层中, Sn焊层晶须生长能力最强, Sn58Bi焊层晶须生长能力最弱.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|