
陈树君 , 闫志鸿
, 闫志鸿
CHEN Shujun, YAN Zhihong
中图分类号: TG441.2
文章编号: 0412-1961(2018)09-1297-14
通讯作者:
收稿日期: 2018-01-19
网络出版日期: 2018-09-11
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 陈树君,1971年生,教授,博士
展开
摘要
根据电阻加热金属原理,提出了一种适用于空间环境的金属成形方法:电阻加热金属丝材熔敷成形技术。将金属丝材与基板短路,可编程电源输出的电流流过金属丝材与基板产生电阻热,金属丝材开始熔化与过渡。电压电流采集系统与高速摄像系统分别对电信号和图像实时同步采集,分析金属丝材熔化过程和过渡行为的电信号与图像的变化,研究电流波形和电流大小对金属熔体的影响,分析电阻加热金属丝材过程动态电阻的变化趋势,通过不同空间位置下金属熔体向基板过渡的行为,研究重力对金属熔体在过渡阶段的影响。结果表明,恒流电流加热金属丝材时,改变电流大小可以改变金属熔体的总热量,但无法精确控制加热速率和热量的输入;脉冲电流加热金属丝材时,通过脉冲个数精确控制加热速率和热量输入。在过渡阶段,当恒流电流工作时,熔体受到一个固定方向的力直至过渡;当脉冲电流工作时,熔体受力摆动过渡。2种电流分别加热金属丝材时,金属丝材的动态电阻变化趋势基本相同且与金属丝材的熔化状态对应。在地面环境下,金属熔体过渡阶段受到表面张力、电磁收缩力作用,使其可以克服重力过渡至基板,验证了电阻加热金属丝材熔敷成形技术在空间环境下的可行性。
关键词:
Abstract
With the development of space technology, the ability of manufacturing in space is a necessary guarantee for a long-term space mission. To achieve the repair and maintenance of spacecraft structure in space, a metal additive manufacturing method named resistance heating metal wire additive manufacturing process has been proposed in this work. During the experiments, the wire and the base plate are short-circuited, the current output from the programmable power source flows through the wire and the base plate to generate resistance heat, and then the wire begins to melt and transfer to the base plate. A real-time synchronization system has been used to record the current, voltage and image of metal wire synchronously, to study the melting process of metal wire by resistance heating. The direct current and pulse current with different amplitudes which were supplied by programmable power source have been used to study the effect of the current style and value on the melting process and transition behavior of metal wire. The change characteristic of the resistance in the wire and base plate has been analyzed during wire melting, to study the relationship between the current resistance and the wire state. The effect of gravity on the wire melting process has been studied by the wire transfer experiments at different space locations. The results show that when the metal wire was heated by the constant current, the total heat of metal melt could be controlled by controlling the current value, but it was difficult to precisely control the heating speed and the heat input. When using pulse current heating, both the heating speed and the heat input could be precisely controlled by pulse frequency and pick value. In the melt transfer stage, the constant current provides a fixed force on the molten wire, but the pulse current makes the molten wire swing by the intermittent force. The real-time resistance of metal wire during heating could be used to reflect the melting state of wire in both current styles. On the ground environment, the surface tension and electromagnetic contraction force make the melting wire against the gravity and transfer to the base plate, which illustrated the feasibility of using this process in space environment.
Keywords:
从美国国家航空航天局(NASA)研制月球勘测轨道器(LRO)开始,近几年国际上的航天机构将注意力重新集中到月球探测上[1]。根据国际空间站经验和火星任务情况[2,3],预计关键备件每年约为运载器净重的5%~6%[4],为此,太空原位制造和在轨修复技术是解决这个问题的最佳途径。太空原位制造和修复是指在空间环境中利用标准材料(如粉末或丝材)根据实际需求进行非标零件制造的一种工艺技术。随着航天技术的发展,太空原位制造和修复技术将会推动太空环境下航天器零件的制造、修复与替换,成为未来航天制造领域的一个重要研究方向[4,5,6]。目前,我国正在推进载人航天与空间站建设、月球探测等计划[7,8,9],因此具备“空间制造”能力对我国的空间探索具有十分重要的推动作用和战略意义[10]。在高真空、高辐射空间环境下,温度差变化范围处于-200~100 ℃之间,极端的温度差导致制造和修复过程中的温度场不稳定,因此,空间金属3D打印技术对传热系统的设计等提出了严峻挑战[11]。目前金属太空原位制造和在轨修复技术的初步研究方法主要有:空间3D打印技术和真空电子束钎焊技术(VEEB)[12]。空间3D打印技术,是指基于离散堆积的原理[13],根据材料的逐层累积实现空间环境零件制造的技术[14,15],主要以激光束、电子束为热源的快速成形技术,具有降低成本、缩短周期、提高零部件性能、提升设计空间等优势[16,17]。现阶段金属3D打印技术的填充物主要是以金属粉末和金属丝材为主,在空间环境下,若采用金属粉末为填充物则存在诸多困难[18,19],如固态金属粉末会漂浮在空中,金属粉末熔化后不能较好地附着在打印结构件的表面,导致材料的利用率低,严重影响金属零件的成形,金属粉末在空间环境中的贮存问题亦难以解决,若产生粉末泄露将对空间环境造成严重污染[20,21]。以激光束、电子束为热源,金属丝材为填充物的金属3D打印技术可以解决空间环境污染问题[22],以激光束为热源熔化金属的快速成形技术,其能量利用率较低,Pastras等[23]提到在工业制造过程中使用的激光束能量利用率约为20%~40%;Wei等[24]提到与冷丝激光焊接对比,热丝激光焊的能源利用率提高了约16%,但是该利用率依然比较低;陈君等[25]研究了Al、Cu、Pt、Fe 4种金属材料的激光吸收率,得出温度约900 K时激光吸收率约为0.21。与激光束相比,以电子束为热源熔化金属丝材的快速成形技术的能量利用率非常高(80%~90%),前苏联和美国都进行了电子束熔融成形的可行性研究,结果表明,316L、17-4PH不锈钢和625、718镍基合金等金属都具有非常好的电子束熔融成形性[26]。但是激光束和电子束的热源依然存在设备结构相对复杂、体积较大、激光束和电子束与金属丝材的对中要求比较严格等问题。电阻加热是利用电流的Joule效应将电能转变成热能。当有电流流过金属体时,金属利用本身的电阻发热[27],热量来源于金属体本身,加热效率高,具有较高的能源利用率,且设备结构简单,易于实现机械化和自动化生产,所适用的材料非常广泛[28]。
本工作提出了一种适用于空间环境的金属制造方法:电阻加热金属丝材熔敷成形技术,以电流流过金属丝材与基板产生的电阻热为热源,加热金属丝材熔化,使金属熔体涂敷至金属基板。该技术采用电阻直接加热的方法形成熔化金属丝材的温度场,具有成形时间短、热效率高、热量输入精确控制、成形设备简单等特点,更适用于空间环境的快速成形制造。本工作通过电阻加热金属丝材实验,验证电阻加热金属丝材熔化的可行性,研究恒流电流与脉冲电流加热金属丝材的过程,研究电流波形和电流大小对金属丝材熔化过程和熔体过渡的影响,分析金属熔体过渡时的作用力及其重力在熔滴过渡时的作用,以及金属丝材在熔化过程中动态电阻的变化规律,为实现真空环境下低能耗、小形变的金属零件快速成形工艺和满足空间飞行器结构的维护、修复和连接奠定基础,进一步推动我国航天事业的发展。
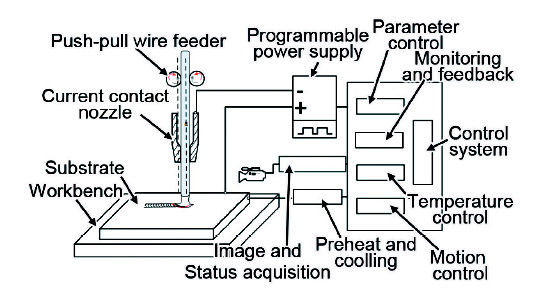
电阻加热金属丝材的实验系统如图1所示,可编程电源的正负电极分别连接金属丝材和基板。控制系统控制可编程电源的电流和金属丝材的送给速率相互协调,推拉送丝机构将金属丝材与基板短路后停止送给,金属丝材与基板之间存在压力F,使金属丝材压紧基板。
可编程电源输出的电流流过短路的金属丝材与基板,Ar气保护金属丝材熔化。电阻加热金属丝材的工作原理如图2所示。金属丝材在加热过程的电阻(R)为:
图2 电阻加热金属丝材原理示意图
Fig.2 The principle of the resistance heating wire
(a) there are sharp edges and burrs between the wire and the substrate
(b) the contact area between the wire and the substrate increases
(c) the wire melts and forms a necking
(d) droplet transition
式中,ρ为金属丝材Q235的电阻率,L为加热金属丝材的长度,S为加热金属丝材的横截面积。加热初期,金属丝材与基板的接触位置处存在锐边和毛刺(图2a),接触面积最小,在金属丝材尖端与基板接触位置处将产生大量的电阻热,金属丝材尖端和基板之间的毛刺与锐边逐渐熔化。金属丝材与基板之间的压力逐渐减小,金属丝材与基板接触面积增大(图2b)。在电阻热和热传导的作用下,热量累积,金属丝材开始熔化,当金属丝材尖端产生的颈缩直径小于金属丝材直径时(图2c),金属丝材端部形成熔体,颈缩处横截面积逐渐减小,电阻增大,热量增加,金属熔体涂敷至金属基板上(图2d)。实验采用四电极测量电阻法对金属丝材与基板之间的电阻进行测量[29,30],并反馈于控制器。金属丝材与基板短路后,电压的下降沿触发监测系统,电压电流传感器和高速摄像机开始同步采集金属丝材熔化时的电信号和图像。
可编程电源输出的电流通过金属丝材与基板产生Joule热(W)[31],由Joule定律得到:
式中,i(t)为通电阶段的瞬时电流,R(t)为通电阶段金属丝材与基板之间的电阻,tw为金属丝材的通电时间。可以看出,影响金属丝材热量的主要因素是电流和电阻。电流与电阻热量呈二次函数关系,电阻与热量呈线性关系。
另一部分热量由导电嘴与金属丝材接触面存在的接触电阻所产生,当电流流过金属体时,在接触面产生Joule热,部分热量传导至金属丝材中,导电嘴与金属丝材接触面产生的Joule热与其接触面的热传导率成正比。导电嘴与金属丝材的接触电阻产生的电阻热传导至金属丝材的热量(Qc)为:
式中,Rc(t)为导电嘴与金属丝材的接触电阻,K1和K2为导电嘴与金属丝材的热传导率。
金属丝材的热量由热传导散失到导电嘴的热量(Qh)[32]为:
式中,hc为金属丝材与导电嘴接触面的热导率,Ac为金属丝材与导电嘴的接触面积,T2和T1分别为金属丝材的接触温度与导电嘴的接触温度。
Ar气保护金属丝材加热时,金属丝材外表面通过热辐射方式散失的热量(Q1)为[32]:
式中,
综上所述,根据能量守恒定律得到金属丝材在加热过程中的热量,即金属丝材加热至熔体过渡阶段,金属丝材的热量(Q)可表示为:
金属丝材与基板短路后,控制电流波形改变金属丝材的Q。为保证金属丝材加热熔化,金属丝材与基板之间需达到熔化金属丝材的温度。
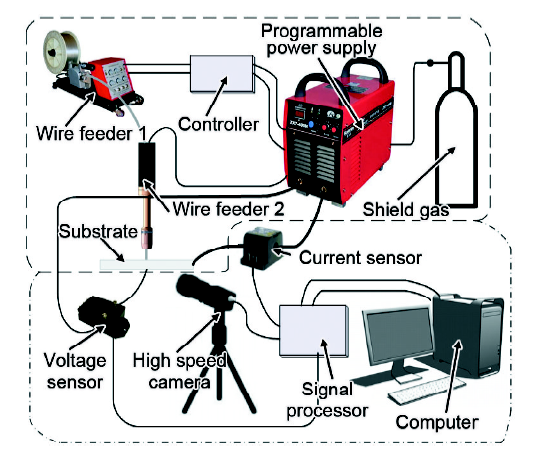
电阻加热金属丝材的实验装置由金属丝材加热实验系统和金属丝材加热过程监测系统组成,具体如图3所示。
图3上部分为金属丝材加热实验系统,下部分为金属丝材加热过程监测系统。实验系统包括:STM32F107单片机微控制器,输出电流为(0~500 A)的可编程电源,采用松勒(SOONREE)单驱送丝机构NBC-250与BLS40的交流伺服电机组成推拉丝脉动送丝机构,基板(12 mm×5 mm×3 mm)和填充丝材(直径1.2 mm)均采用Q235低碳钢,保护气体为Ar气。监测系统为以Y4S1高速摄像机为核心的电压电流传感器和高速摄像机同步采集系统,采用高速摄像机拍摄的帧率为1000 frame/s,使用宇波模块CHB-500S和CHV-25P对金属丝材熔化过程的电流电压进行采集,通过采集卡PCI6023将电信号数据传输至计算机。
脉动送丝机构以3 mm/s的送给速率将金属丝材与基板短路,可编程电源分别输出130、155和180 A的恒流电流流过金属体,采用电流传感器宇波模块CHB-500S与Y4S1高速摄像机同步系统实时采集金属丝材的电信号和图像,通过结合采集的图像和电流波形研究恒流电流加热金属丝材熔化的过程。
脉冲电流具有精确控制热输入、能耗低的优点[33,34]。脉冲电流加热金属丝材的热量与有效电流(数值上等于脉冲峰-基值电流之和与脉冲占空比的乘积)密度成正比。以3 mm/s的送给速率将金属丝材与基板短路。为了精确控制金属丝材的热输入,可编程电源分别输出216 A-0 A、258 A-0 A、300 A-0 A,周期为20 ms,占空比为60%的脉冲电流(与130、155和180 A的恒流电流等效)流过短路的金属丝材与基板。通过控制脉冲电流精确地控制对金属丝材的热量输入,结合高速摄像机的图像和电流波形研究脉冲电流加热金属丝材熔化的过程。对比恒流电流加热金属丝材熔化过程,分析电流波形和电流大小对金属丝材加热的熔化过程和过渡行为的影响。恒流电流和脉冲电流加热金属丝材的具体工艺参数如表1所示。其中,恒流电流和脉冲电流加热金属丝材时,所采集的图片的时间间隔均为10 ms。
表1 电阻加热金属丝材工艺参数表
Table 1 Resistive heating wire material process parameters
| Current waveform | Current / A | Pulse period / ms | Duty cycle / % |
|---|---|---|---|
| Constant | 130 | - | - |
| 155 | - | - | |
| 180 | - | - | |
| Pulse | 216-0 | 20 | 60 |
| 258-0 | 20 | 60 | |
| 300-0 | 20 | 60 |
电阻加热金属丝材熔化,形成熔体,金属熔体受到一定的作用力过渡,对比恒流电流和脉冲电流驱动金属熔体过渡阶段的图像,分析金属熔体在过渡阶段受到的作用力。对比不同空间位置下金属熔体向基板过渡的行为,即金属丝材在垂直于地平线和平行于地平线(金属丝材与基板始终保持垂直) 2种位置,分析重力在金属熔体过渡阶段的作用。对比观察恒流电流和脉冲电流驱动金属熔体的过渡行为,分析电流波形和电流大小对熔体过渡阶段的影响。
在电阻加热金属丝材的过程中,动态电阻是影响Joule热的重要因素之一。通过动态电阻的变化趋势,不仅可以了解金属丝材在加热过程中电阻的变化,还可以根据动态电阻的变化趋势判断金属丝材的熔化状态。实验对130、155、180 A的恒流电流和216 A-0 A、258 A-0 A、300 A-0 A的脉冲电流加热金属丝材的动态电阻进行测量,研究不同电流波形和电流大小加热金属丝材时动态电阻的变化趋势,并分析动态电阻变化趋势对应的金属丝材的熔化状态。
金属丝材加热过程可分为3个阶段,分别为去毛刺和锐边阶段、金属丝材熔化阶段和熔体过渡阶段。编程电源输出130 A恒流电流时,金属丝材加热过程的图像与电流波形如图4和5所示。
图4 130 A恒流电阻加热金属丝材熔化与过渡过程
Fig.4 130 A constant current resistance heating metal wire melting and transition process
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
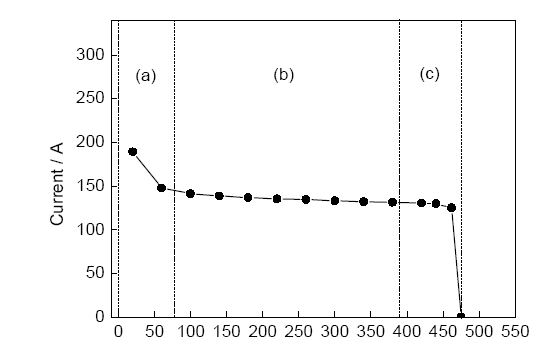
图5 130 A恒流电流大小与时间的变化曲线
Fig.5 The curve of 130 A constant current with time
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
去毛刺和锐边阶段(图4a和图5中a区),接触初期,金属丝材与基板表面存在毛刺和锐边,导致接触面积远小于金属丝材的横截面积,因此瞬时产热高于稳定阶段的产热,随着毛刺和锐边的消除,此处的产热逐渐降低。由图5和图4a中1~7所示,0~70 ms时间段内,可编程电源的电流由180 A递减至130 A,金属丝材的亮度由微光逐渐变暗,金属丝材端部的温度瞬时升高,然后逐渐降低,电阻产生热量与散失热量同时变化的差异不大,金属丝材与基板之间的毛刺和锐边消除。
金属丝材熔化阶段(图4b和图5中b区),加热时间为70~390 ms。在70~180 ms时间段,如图4b中8~18所示,金属丝材端部的亮度逐渐增强,总热量(Q)逐渐增加,金属丝材端部的温度开始升高;如图4b中19~32所示,随着时间的变化,热量累积,金属丝材端部的热量向垂直方向传导,加热金属丝材的干伸长部分,金属丝材开始熔化,熔化的金属在外力F的作用下在端部产生塑性变形,如图4b中33~39,金属丝材的亮度逐渐加强,金属丝材端部熔体的体积逐渐增大。此阶段金属丝材温度升高并逐渐熔化。
熔体过渡阶段(图4c和图5中c区),加热时间为390~470 ms,金属丝材的热量持续增加,如图4c中40~47所示,随着时间的增加,金属丝材的亮度加强,金属丝材温度继续升高。在金属熔体的中间偏下位置产生颈缩,颈缩尺寸逐渐减小,当颈缩尺寸足够小时,熔体受力过渡,如图4c中46~47所示。
当可编程电源输出电流为155 A的恒流电流时,去毛刺和锐边阶段(图6a和图7中a区),在0~50 ms时间段,由电流波形可以看出,可编程电源输出的电流由215 A递减至155 A (0~30 ms)后保持稳定。图6a中1~4金属丝材的亮度保持不变,电阻产生热量与散失热量同时变化的差异不大,金属丝材与基板之间的毛刺和锐边消除。
图6 155 A恒流电阻加热金属丝材熔化与过渡过程
Fig.6 155 A constant current resistance heating metal wire melting and transition process
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
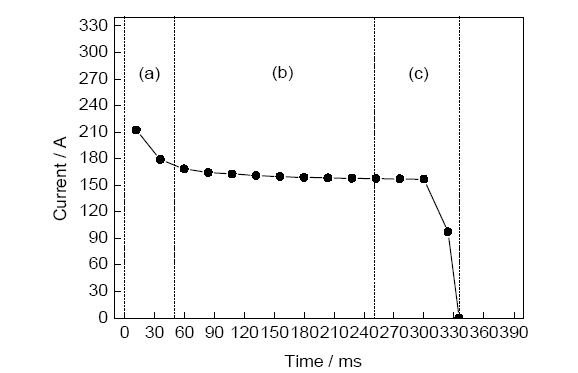
图7 155 A恒流电流大小与时间的变化曲线
Fig.7 The curve of 155 A constant current and time
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
金属丝材熔化阶段(图6b和图7中b区),金属丝材熔化过程与130 A恒流电流熔化过程类似,图6b中6~25中的金属丝材端部亮度区域逐渐增大,金属丝材温度升高。热量由金属丝材的端部向垂直方向传导,将干伸长部分的金属丝材熔化,其加热时间为50~250 ms。此阶段金属丝材温度升高,金属丝材逐渐熔化。
熔体过渡阶段(图6c和图7中c区),在250~330 ms内,熔体开始产生颈缩,熔体受力右偏,颈缩尺寸逐渐减小,熔体受力过渡。
当可编程电源输出电流为180 A的恒流电流时,去毛刺和锐边阶段(图8a和图9中a区),根据电流波形发现,在0~30 ms内,可编程电源输出的电流由254 A递减至180 A。如图8a中1~3所示,金属丝材端部的亮度较大,金属丝材端部温度较高,毛刺及锐边较快地消除。
图8 180 A恒流电阻加热金属丝材熔化与过渡过程
Fig.8 180 A constant current resistance heating metal wire melting and transition process
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
图9 180 A恒流电流大小与时间的变化曲线
Fig.9 The curve of 180 A constant current and time
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
金属丝材熔化阶段(图8b和图9中b区),加热时间为30~230 ms,如图8b中4~23所示,金属丝材的亮度由两端向中间逐渐变亮,金属丝材的热量由两端向中间传导,即电阻热量与金属丝材和导电嘴的热量向金属丝材中间传导,金属丝材的熔化速率快,提高了金属丝材的熔化效率。
熔体过渡阶段(图8c和图9中c区),在230~260 ms内,热量继续增加,熔体开始产生颈缩,且向右受到一个较大的力,导致熔体向右偏移,颈缩尺寸逐渐减小,熔体受力过渡,熔体过渡时产生较大的飞溅。
综上分析可知,130 A的恒流电流加热金属丝材,电流能量较低,去毛刺和锐边阶段时间较长,金属丝材熔化的速率较慢;180 A恒流电流加热金属丝材,电流能量较大,金属丝材熔化速率较快,在熔体过渡阶段导致熔体产生较大的飞溅;当恒流电流为155 A时,去毛刺和锐边阶段速率较快,金属丝材熔化速率较快,熔体过渡飞溅较小。
可编程电源输出的电流为脉冲电流时,金属丝材的加热熔化过程和过渡行为与恒流电流存在一定差异。
电流为216 A-0 A的脉冲电流,时去毛刺和锐边阶段(图10a和图11中a区),在0~80 ms内,如图10a中1~8所示,由4个脉冲电流加载至金属丝材,当峰值电流加载金属丝材时,在金属丝材端部的亮度呈微弱状态,基值电流加载金属丝材时,金属丝材端部的亮度变暗,金属丝材端部亮度逐渐减小,毛刺和锐边在脉冲电流的作用下逐渐消除。
图10 216 A-0 A脉冲电流电阻加热金属丝材熔化与过渡过程
Fig.10 216 A-0 A pulse current resistance heating wire melting and transition metal process
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
图11 216 A-0 A脉冲电流大小与时间的变化曲线
Fig.11 The curve of 216 A-0 A pulse current and time
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
金属丝材熔化阶段(图10b和图11中b区),在80~320 ms内,12个脉冲电流加载至金属丝材,图10b中16~20的金属丝材的亮度逐渐增强,金属丝材开始熔化。图10b中21~30,金属丝材的亮度逐渐增强,温度逐步升高,其加热方式为先加热金属丝材的干伸长整体部分,之后温度再逐渐升高;在脉冲电流的作用下,金属丝材的亮度继续增加,金属丝材熔化后,在压力(F)的作用下,产生较小的塑性变形。
熔体过渡阶段(图10c和图11中c区),在330~490 ms内,如图10c中33~48与电流波形所示,熔体在8个脉冲电流的作用下产生颈缩与摆动,当峰值加载金属丝材时,熔体向右偏移;电流波形为处于基值时,熔体向左侧摆动,脉冲电流的峰-基值变化导致金属熔体产生左右摆动,随着能量的输入,颈缩尺寸逐渐减小,熔体摆动幅度逐渐增大,熔体受力,与金属丝材分离并涂敷至基板上。
当可编程电源输出电流为258 A-0 A的脉冲电流时,去毛刺和锐边阶段(图12a和图13中a区),在0~60 ms内,3个脉冲电流加载至金属丝材,如图12a中1~6所示,金属丝材的亮度由亮到暗交替闪烁,毛刺与锐边逐渐消除。
图12 258 A-0 A脉冲电流电阻加热金属丝材熔化与过渡过程
Fig.12 258 A-0 A pulse current resistance heating wire melting and transition metal process
(a) eliminate burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
图13 258 A-0 A脉冲电流大小与时间的变化曲线
Fig.13 The curve of 258 A-0 A pulse current and time
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
金属丝材熔化阶段(图12b和图13中b区),60~140 ms内,金属丝材的亮度逐渐增强,金属丝材开始熔化。140~270 ms内,在脉冲电流的作用下,熔化金属丝材,如图12b中15~27所示。与216 A-0 A的脉冲电流相比,金属丝材熔化时,金属丝材的端部亮度较高,并逐渐向金属丝材的干伸长部分传导热量。
熔体过渡阶段(图12c和图13中c区),在280~380 ms内,熔体的摆动幅值增大,颈缩逐渐减小,第6个脉冲电流的峰值加载金属丝材时,金属熔体涂敷至基板。
当可编程电源输出电流为300 A-0 A的脉冲电流时,去毛刺和锐边阶段(图14a和图15中a区),在0~20 ms内,由于电流的峰值较大,1个脉冲电流加载至金属丝材时,消除金属丝材与基板之间的毛刺及锐边。
图14 300 A-0 A脉冲电流电阻加热金属丝材熔化与过渡过程
Fig.14 300 A-0 A pulse current resistance heating wire melting and transition metal process
( (a) eliminating burrs and sharp phase
( (b) metal wire melting phase
( (c) droplet transition phase
图15 300 A-0 A脉冲电流大小与时间的变化曲线
Fig.15 The curve of 308 A-0 A pulse current and time
(a) eliminating burrs and sharp phase
(b) metal wire melting phase
(c) droplet transition phase
金属丝材熔化阶段(图14b和图15中b区),在20~170 ms内,7个脉冲电流加载至金属丝材,如图14b中3~17所示,金属丝材的亮度变化方式是由金属丝材上端与金属丝材和基板接触位置向中部逐渐变亮,热量由金属丝材的两端向中间传导,热量累积增加,金属丝材熔化。
熔体过渡阶段(图14c和图15中c区),在170~230 ms内,熔体在脉冲峰值的作用下产生较大的偏置,熔体在第3个脉冲的峰值时产生较大的变形并过渡,并产生较大的飞溅。
综上分析发现,216 A-0 A的脉冲电流加热金属丝材,电流能量偏低,去毛刺和锐边阶段时间较长,金属丝材的熔化速率较低;300 A-0 A的脉冲电流加热金属丝材,电流较大,毛刺和锐边消除速率快,金属丝材熔化速率较快,熔体过渡阶段熔体摆动幅度较大,易产生较大的飞溅;当脉冲电流为258 A-0 A时,去毛刺和锐边阶段熔化速率较快,金属丝材熔化速率较高,熔体过渡飞溅小。
对比恒流电流与脉冲电流加热金属丝材的过程发现,同等能量的恒流电流和脉冲电流加热金属丝材的效率相当。但恒流电流加热金属丝材不能够精确控制热量输入,只能通过改变电流大小调整金属丝材的总热量,脉冲电流可以通过脉冲个数,精确控制金属丝材的加热速率和热量输入,通过脉冲消除金属丝材与基板间的毛刺和锐边,精确控制金属丝材的加热温度,金属丝材熔化后,在脉冲电流的作用下促使金属熔体左右摆动脱离金属丝材过渡至基板。
当可编程电源输出的电流通过短路的金属丝材与金属基板时,导通电流在金属丝材的周围产生磁场,电流与磁场的方向由右手定则确定,当金属丝材的周围磁场强度均匀时,即磁力线沿导体轴线均匀分布时,金属熔体才能保持轴向对称位置。但是基板导线的接线位置容易破坏磁力线分布的均匀性,使金属熔体四周受力不均,即空间磁力线密集的地方对金属熔体产生推力,将其推向磁力线稀疏的地方,使金属熔体偏向一侧,导致磁偏吹现象[35,36]。
基板电极位置在右侧时,如图16a所示,电流通过短路的金属丝材与金属基板,通过电流的金属熔体和基板都会产生磁场,金属熔体垂直于金属基板,则在金属熔体右侧的空间,为2段导体周围产生的磁力线叠加,提高了该处磁力线密度,而金属熔体左侧空间只有熔体本身产生的磁力线,因此磁力线密度比左侧的小,这样导致金属熔体周围磁力线密度分布不均匀,使磁力线密度大的地方产生的电磁力F1大于磁力线密度小的地方产生的电磁力F2,金属熔体受到推力,并指向磁力线密度小的地方,使金属熔体偏离金属丝材并向左偏置。当基板电极位置在左侧时,如图16b所示,则金属熔体受到一个向右的力,导致金属熔体向右偏置。金属熔体向右偏置时,如果使金属丝材向右倾斜,则可以调整一下金属熔体左右两侧电磁空间大小,使两侧磁力线密度趋于平衡,减小金属熔体的偏置。本实验电阻加热金属丝材熔化和过渡过程中,磁偏吹导致金属熔体适当的偏置,有助于金属熔体的过渡,以基板电极位置在左侧、金属熔体向右偏置研究电流大小和电流波形对金属熔体的影响。
图16 基板电极位置对金属熔体的影响
Fig.16 Effect of substrate electrode position on metal melt (F1 and F2 are electromagnetic contraction forces, φ+ is positive wire,φ- is negative wire)
(a) the substrate electrode position is on the right and the melt is left-biased
(b) the substrate electrode position is on the left and the melt is right-biased
金属丝材熔化后形成金属熔体,在地球环境下,金属熔体的过渡过程主要受以下几个作用力:重力(G)、表面张力(Fσ)和电磁收缩力(Fm)。图17a1~a4为金属丝材与地面垂直时金属熔体受力示意图。图17a1为金属熔体上所受的作用力,分为G、Fσ和Fm。图17a2为金属熔体所受重力,此时重力促进金属熔体的过渡。图17a3中的分力为Fσ,与水滴的表面张力受力情况类似,在金属熔体的颈缩处,由于颈缩处每点两边的表面张力都与凹形的液面相切,大小相等,但不在同一平面上,所以会产生一个向外的合力,此处的合力阻碍熔体过渡;在颈缩处下端的熔体呈球状,由于熔体每点两边的表面张力都与液面相切,大小相等,但不在同一平面上,所以会产生一个向内的合力,此处的合力促进熔体过渡。图17a4中的分力为Fm,熔体与基板短路加热,容易形成稳定于金属丝材端部与基板间的液柱,并保持短路形态而不破断,当电流流过液柱时,受到电磁收缩力的作用,液柱将会收缩,电流通道变窄,收缩区中心的压力进一步增大,从而产生轴向的压力梯度,促使金属熔体从颈缩部位向膨胀部位流动,即促使熔体过渡。由于电流较大,金属熔体过渡阶段所受的电磁收缩力要大于颈缩处的表面张力,故在金属丝材与地面垂直时金属熔体过渡段,重力、向内表面张力和电磁收缩力都可促进金属熔体的过渡。
图17 金属丝材与地面垂直和平行时金属熔体受力示意图
Fig.17 Schematics of the droplet force when the wire is perpendicular (a1~a4) and parallel (b1~b4) to the ground (G—gravity; Fσ, Fσ1 and Fσ2—surface tensions; Fm, Fm1 and Fm2—electromagnetic contraction forces)
图17b1~b4为金属丝材与地面平行时金属熔体受力分析。当金属丝材与地面平行时,金属熔体受到的作用力如17b1所示。其中,金属熔体所受重力阻碍金属熔体的过渡,如17b2所示。金属熔体所受到的Fσ如17b3所示,与图17a3类似,金属熔体的颈缩处的合力指向熔体外部,阻碍金属熔体的过渡;颈缩处右端的熔体处的合力指向熔体内部,促进金属熔体的过渡。金属熔体所受到的Fm如17b4所示,金属熔体颈缩处受力收缩并过渡,促使金属熔体过渡。由此可知,由于通过金属丝材的电流较大,金属熔体过渡阶段所受的力主要以Fm和Fσ为主,Fm和熔体右侧的Fσ可以克服重力和颈缩处的表面张力稳定过渡,进一步证明了电阻加热金属丝材应用于空间环境下的可行性。
在不同的电流波形和电流大小的作用下,金属熔体会随着电流的改变而变化。金属熔体脱离金属丝材之前,分别从左缩进尺寸(金属熔体产生颈缩时,左侧金属丝材边界线与左侧颈缩边界线的距离)、右缩进尺寸(金属熔体产生颈缩时,右侧金属丝材边界线与右侧颈缩边界线的距离)、颈缩尺寸(金属熔体产生颈缩时,左侧颈缩边界线与右侧颈缩边界线的距离) 3方面分析金属熔体的变化,结果如图18所示。恒流电流加热金属丝材熔化,金属熔体的左缩进尺寸、右缩进尺寸和颈缩尺寸随着时间的增加而变化。随着时间的延长,金属熔体左缩进尺寸逐渐增大;熔体的右缩进尺寸变化趋势较缓和,颈缩尺寸逐渐减小。随着电流的增加,金属熔体右缩进的尺寸逐渐减小。
图18 不同恒流电流时熔体偏移量
Fig.18 Constant current melt offset
(a) left indent size
(b) right indent size
(c) necking size
图19所示为130、155和180 A恒流电流熔体断裂前、后图像,给出了金属熔体断裂前金属丝材直径、右缩进尺寸、左缩进尺寸、颈缩尺寸、熔体宽度(图19a、c和e),及熔体断裂后金属丝材直径、熔滴脱离金属丝材的间距、过渡后的熔体宽度和熔体高度(图19b、d和f)。对比发现,熔体断裂前,随着电流的增加,熔体右缩进尺寸逐渐增大,左缩进尺寸逐渐减小,颈缩尺寸逐渐增加,熔体呈现一侧偏斜的趋势,且与基体接触部分熔体的宽度逐渐增加。熔体断裂后,涂敷于基板之上的部分随着电流的增加,熔体宽度逐渐增加,高度逐渐减小。当电流过大时,熔体断裂时受力过大,导致熔体过渡时产生飞溅(图19e和f)。
图19 130、155和180 A恒流电流熔体过渡图
Fig.19 Constant current melt transition with the constant currents of 130 A (a, b), 155 A (c, d) and 180 A (e, f) before (a, c, e) and after (b, d, f) metal melt fracture
脉冲电流加热金属丝材熔化,金属熔体的左缩进尺寸、右缩进尺寸和颈缩尺寸会随着时间的延长而变化。图20为216 A-0 A、258 A-0 A、300 A-0 A脉冲电流作用下,金属熔体左缩进尺寸、右缩进尺寸和颈缩尺寸的变化趋势。如图所示,随着时间的延长,金属熔体左缩进尺寸的曲线变化趋势为:曲线的幅值由小变大,随着电流的增大,金属熔体左缩进的幅值逐渐增大,平均尺寸(峰值尺寸和基值尺寸的平均数)增加,峰-基值变化次数减少;金属熔体右缩进尺寸的曲线变化趋势为:曲线的幅值由小变大;随着电流的增大,金属熔体右缩进的幅值逐渐增大,金属熔体的摆动次数减少;金属熔体颈缩尺寸的曲线变化趋势为:曲线的幅值由小变大,随着电流的增加,颈缩尺寸逐渐减小的变化率增大,平均尺寸降低,峰-基值变化次数减小。实验发现,随着电流的增加,金属熔体受力摆动幅值逐渐增大,有利于熔体的过渡。
图20 脉冲电流熔体偏移量
Fig.20 Pulse current melt offset
(a) left indent size
(b) right indent size
(c) neck size
图21所示分别为216 A-0 A、258 A-0 A、300 A-0 A脉冲电流熔体断裂前、后图像,给出了金属熔体断裂前金属丝材直径、右缩进尺寸、左缩进尺寸、颈缩尺寸、熔体宽度(图21a、c和e),及熔体断裂后金属丝材直径、熔滴脱离金属丝材的间距、过渡后的熔体宽度和熔体高度(图21b、d和f)。对比不同电流大小驱动熔体过渡行为可以看出,随着电流的增大,熔体断裂前右缩进尺寸逐渐增大,左缩进尺寸逐渐减小,颈缩尺寸逐渐增加,熔体呈现一侧偏斜的趋势,且与基板接触部分熔体的宽度逐渐增加;熔体断裂后涂敷于基板之上的部分随着电流的增大,熔体宽度逐渐增加,熔体高度逐渐减小。当电流过大时,熔体断裂时受力过大,导致熔体过渡时产生飞溅(图21e和f)。
图21 216 A-0 A、258 A-0 A及300 A-0 A脉冲电流熔体过渡图
Fig.21 Pulse current melt transition with the pulse currents of 216 A-0 A (a, b), 258 A-0 A (c, d) and 300 A-0 A (e, f) before (a, c, e) and after (b, d, f) metal melt fracture
通过恒流电流与脉冲电流驱动金属熔体过渡对比发现,金属熔体受力方面,恒流电流作用时,金属熔体由于磁偏吹的影响受到一个向右的力,随着电流的增大,熔体受力增大;脉冲电流作用时,金属熔体受到周期性震荡的力,随着电流的增大,金属熔体的震荡幅度增加,通过控制脉冲频率可以精确控制熔体摆动过渡,且同等能量作用下,脉冲电流比恒流电流颈缩尺寸增加4.5%左右,左缩进尺寸增加20%左右,右缩进尺寸减少6%左右,脉冲电流更有利于金属熔体的过渡。在恒流电流作用时,通过改变电流大小的方式改变金属熔体产热,但是加热速率也伴随着电流的增加而提高,难以精确控制熔体温度。脉冲电流作用时,通过改变脉冲电流的大小和占空比,可以精确地控制金属熔体的总热量和加热速率。综上,脉冲电流对金属熔体受力和热量控制更具有优势。
电阻加热金属丝材熔化与过渡过程中,其金属丝材的电阻与当前温度相关。金属丝材与基板短路后,通过电压电流采集系统采集的电压电流,使用四电极法测量丝材电阻的动态变化。图22为130、155和180 A恒流电流作用下动态电阻的变化趋势,图23为216 A-0 A、258 A-0 A、300 A-0 A脉冲电流加热金属丝材动态电阻的变化趋势。
图22 恒流电流动态电阻变化趋势
Fig.22 Constant current dynamic resistance change trend
(a) deburring and sharp edge stage
(b) solid phase heating stage
(c) metal wire melting stage
(d) metal melt transition stage
图23 脉冲电流动态电阻变化趋势
Fig.23 Pulse current dynamic resistance change trend
(a) deburring and sharp edge stage
(b) solid phase heating stage
(c) metal wire melting stage
(d) metal melt transition stage
如图22所示,在恒流电流为130 A时,去毛刺和锐边阶段:金属丝材与基板短路后,金属丝材与基板之间存在毛刺和锐边,此处的接触面积较小,6 ms时的电阻约为0.0089 Ω;随着时间的延长,热量累加,锐边和毛刺逐渐熔化,接触面积迅速增加,在0~68 ms内电极间的电阻由0.0089 Ω左右逐渐减小至0.008 Ω左右,该区间的斜率约为-1.454×10-5。此阶段电阻逐渐减小至最小值,金属丝材与基板之间的毛刺和锐边熔化,如图22阶段a所示。
固相升温阶段:随着时间的增加,金属丝材热量逐渐累积,金属丝材的温度逐渐升高,此时金属丝材依然为固态,金属丝材与基板的接触面积增长缓慢,在68~129 ms区间内,金属丝材温度升高速率较快,动态电阻随着温度升高而增加速率加快,电阻由0.008 Ω左右增加至0.01 Ω左右,该区间的斜率约为3.236×10-5;当金属丝材加热至约129 ms时,金属丝材与基板间的接触面积增大,金属丝材温度升高速率相对减慢,电极之间的动态电阻增加速率逐渐减慢,在129~272 ms区间内,电阻由0.01 Ω逐渐增大至最大值0.0113 Ω左右,该区间的斜率约为8.948×10-6。此阶段动态电阻的变化趋势为先快速增加,再慢速增加,金属丝材温度逐渐升高,如图22阶段b所示。
金属丝材熔化阶段:金属丝材开始由固态向液态转化并逐渐软化,金属丝材与基板接触面积增大,由于电流场和温度场均进入相对稳态,在272~395 ms区间内,电阻由0.0113 Ω左右逐渐降低至0.0104 Ω左右,其该区间的斜率约为-7.340×10-6。金属熔体变化较小,动态电阻进入相对平稳期。此阶段的动态电阻逐渐减小至0.0104 Ω左右,金属丝材熔化,如图22阶段c所示。
金属熔体过渡阶段:在395~476 ms内,金属熔体逐渐产生颈缩,电极两端的电阻由0.0104 Ω左右逐渐增加至0.0106 Ω左右,当金属熔体逐渐涂敷至基板上,动态电阻由0.0106 Ω快速增大至0.0113 Ω左右,当熔体脱离金属丝材后,动态电阻瞬时增加至无穷大。此阶段动态电阻的变化趋势为动态逐渐增加后,瞬间增加至无穷大。金属丝材熔体的颈缩尺寸逐渐减小,熔体涂敷至基板,如图22阶段d所示。
当155 A的恒流电流通过短路的金属丝材与基板时,在去毛刺和锐边阶段:0~47 ms内,电极间的电阻由0.0087 Ω左右逐渐减小至0.008 Ω左右。固相升温阶段:在47~129 ms区间内,电阻增加速率较快,由0.008 Ω左右增加至0.01 Ω左右。在129~211 ms区间内,电阻由0.01 Ω逐渐增大至最大值0.011 Ω左右。金属丝材熔化阶段:在211~251 ms区间内,电阻由0.0111 Ω逐渐降低至0.0099 Ω左右。金属熔体过渡阶段:在251~334 ms内,电极两端的电阻稳定在约0.0099 Ω,电阻随着金属熔体过渡瞬时增加至无穷大。
当180 A的恒流电流通过短路的金属丝材与基板时,在去毛刺和锐边阶段:0~27 ms内,电极间的电阻由0.0087 Ω左右逐渐减小至0.008 Ω左右。固相升温阶段:在27~129 ms内,电阻增加速率较快,由大约0.008 Ω增加至约0.01 Ω。在129~190 ms内,电阻由0.01 Ω逐渐增大至最大值0.0108 Ω左右。金属丝材熔化阶段:在190~231 ms内,电阻由0.0108 Ω逐渐降低至0.0097 Ω左右。金属熔体过渡阶段:在231~293 ms内,电极两端的电阻稳定在约0.0096 Ω,电阻随着金属熔体过渡瞬时增加至无穷大。
由此可知,不同恒流电流大小加热金属丝材的动态电阻的变化趋势均相同。随着电流的增大,金属丝材的熔化速率加快;固相升温阶段与金属丝材熔化阶段之间电阻峰值逐渐减小1.67%和2.71%,金属熔化与熔体过渡阶段的相对稳定值逐渐减小4.43%和2.42%。
当216 A-0 A的脉冲电流通过短路的金属丝材与基板时,动态电阻变化趋势如图23所示。第1~4个脉冲(0~80 ms),电极间的电阻由0.00832 Ω减小为0.0075 Ω;第5~16个脉冲(80~320 ms),金属丝材的温度逐渐升高,电阻由大约0.0075 Ω逐渐升高至约0.0109 Ω;第17~20个脉冲(320~400 ms),金属丝材熔化,电阻由大约0.0109 Ω逐渐降低至约0.01 Ω;第21~24个脉冲(400~480 ms),金属熔体产生颈缩并摆动并过渡,电阻由0.01 Ω左右保持3个脉冲后瞬间增大。
当258 A-0 A的脉冲电流通过短路的金属丝材与基板时,第1~3个脉冲(0~60 ms),电极间的电阻由大约0.00863 Ω减小至约0.0074 Ω;第4~13个脉冲(60~260 ms),金属丝材的温度逐渐升高,电阻由0.0074 Ω左右逐渐升高至0.0104 Ω左右;第14~16个脉冲(260~320 ms),金属丝材熔化,电阻由大约0.0108 Ω逐渐降低至约0.0099 Ω;第17~19个脉冲(320~380 ms),金属熔体产生颈缩并摆动并过渡,电阻由0.0099 Ω左右保持2个脉冲后瞬间增大。
当300 A-0 A的脉冲电流通过短路的金属丝材与基板时,第1个脉冲(0~20 ms),电极间的电阻由大约0.00843 Ω减小至约0.00734 Ω;第2~8个脉冲(20~160 ms),金属丝材的温度逐渐升高,电阻由大约0.00734 Ω逐渐升高至约0.0099 Ω;第9~10个脉冲(160~200 ms),金属丝材熔化,电阻由大约0.01 Ω逐渐降低至约0.0096 Ω;第11个脉冲(200~220 ms),金属熔体过渡,电阻由约0.0096 Ω瞬间增大。
由此可知,不同幅值的脉冲电流加热金属丝材的动态电阻的变化趋势均相同。随着脉冲电流幅值的增加,金属丝材熔化的速率加快;固相温升阶段与金属丝材熔化阶段之间电阻峰值逐渐减小约4.45%和4.81%,金属熔化与熔体过渡阶段的相对稳定值均逐渐减小约10%。
综上可知,随着时间的增加,金属丝材热量累积,金属丝材的温度逐渐升高,由图22和23所示,动态电阻的变化趋势可分为以下阶段:去毛刺和锐边阶段、固相升温阶段、金属丝材熔化阶段、金属熔体过渡阶段。恒流与等效脉冲电流作用下金属丝材动态电阻的变化趋势相同,但采用脉冲电流加热金属丝材,动态电阻趋势变化相对稳定。去毛刺阶段,采用脉冲模式稳定控制毛刺熔化,能量不会积累,固相升温阶段和熔化阶段通过脉冲精确控制总热量和加热速率形成相对稳定的温度场,过渡阶段通过脉冲控制熔体摆动过渡。
(1) 在地面环境下,电阻加热金属熔体过渡时的作用力以重力、表面张力、电磁收缩力为主,在金属丝材与地面平行时,表面张力、电磁收缩力可以克服重力过渡。
(2) 恒流电流作用金属丝材时,金属熔体受到固定方向的力,而脉冲电流作用时,金属熔体受到周期性震荡的力,通过控制脉冲个数可以精确控制熔体摆动过渡,同等能量作用下,脉冲电流比恒流电流颈缩尺寸增加约4.5%,左缩进尺寸增加约20%,右缩进尺寸减少约6%。
(3) 短路的金属丝材与基板分别通入130、155和180 A的恒流电流,通过改变电流大小的方式改变了金属熔体热量,但加热速率也随着电流的增加而提高,难以精确控制热量。216 A-0 A、258 A-0 A、300 A-0 A的脉冲电流作用时,改变脉冲电流的大小和占空比,可精确控制金属熔体的总热量和加热速率。
(4) 金属丝材加热与过渡过程中,恒流电流与脉冲电流的动态电阻变化趋势相同,其变化趋势分为:线性递减至约0.008 Ω,再逐渐递增至约0.0113 Ω,逐渐递减至约0.01 Ω并保持一段时间后瞬间增大,其动态电阻的变化趋势与金属丝材的熔化状态对应。恒流电流作用时,固相温升阶段与金属丝材熔化阶段之间电阻峰值逐渐减小1.67%和2.71%,金属熔化与熔体过渡阶段的相对稳定值逐渐减小4.43%和2.42%;脉冲电流作用时,固相升温阶段与金属丝材熔化阶段之间电阻峰值逐渐减小约4.45%和4.81%,金属熔化与熔体过渡阶段的相对稳定值均逐渐减小约10%。恒流电流和脉冲电流对比发现,脉冲电流加热金属丝材电阻趋势变化相对稳定,可控性更好。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}