
陈树君, 王宣, 袁涛 , 李晓旭
, 李晓旭
北京工业大学机电学院汽车结构部件先进制造技术教育部工程研究中心 北京 100124
CHEN Shujun, WANG Xuan, YUAN Tao, LI Xiaoxu
中图分类号: TG401
文章编号: 0412-1961(2018)12-1735-10
通讯作者:
收稿日期: 2018-04-19
网络出版日期: 2018-12-11
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 陈树君,男,1971年生,教授,博士
展开
摘要
以AZ31与AZ91镁合金为母材,AZ61与AZ92镁合金为填充焊丝,利用冷金属过渡焊接(CMT)方法进行横向拘束环行焊缝裂纹实验,探究AZ系列镁合金部分熔化区的液化现象,并结合液化裂纹产生机理提出一种定性判断镁合金液化裂纹敏感性的方法。结果表明,焊接过程中,AZ91镁合金焊缝边缘发生了γ (Mg17Al12)相与富Mg α相的共晶反应,产生了液相,形成了部分熔化区;在AZ31镁合金中不存在γ (Mg17Al12)相,液化现象不明显,部分熔化区较小。同时,提出了基于二元合金相图的镁合金液化裂纹敏感性判断方法,以判断镁合金母材和焊丝成分对焊缝部分熔化区液化裂纹敏感性的影响规律,即,母材为AZ91时的液化裂纹敏感性比母材为AZ31时更高,焊丝为AZ92时的液化裂纹敏感性较焊丝为AZ61时更低。
关键词:
Abstract
Magnesium alloys has a wide application prospect due to their good properties, such as high specific strength and specific stiffness, but the susceptibility of liquation cracking is also pretty high. The liquation in partially melted zone of AZ-series magnesium alloys were investigated with circular-patch welding test. The AZ91, AZ31 base alloys were welded with AZ61 and AZ92 filler wires by using the cold metal transter metal inert-gas (CMT-MIG) welding. The results show that, the liquation occurred along the weld edge of AZ91 with the eutectic reaction occurring between γ (Mg17Al12) phase and Mg-rich phase. The liquation susceptibility of AZ31 was pretty low as γ (Mg17Al12) was not present in base metal of AZ31. Meanwhile, a new method for predicting liquation cracking based on binary phase diagram was proposed. When the initial solidification temperature of weld is higher and the solidification temperature range of weld is shorter than those of base metal, the liquation crack susceptibility of weld is mostly higher. When the initial solidification temperature of weld is close to or below that of base metal, and the solidification temperature range of weld is close to or longer than that of base metal, the liquation cracking susceptibility of weld is lower. This method worked well on predicting the effect of composition of base metal and filler wires on liquation cracking, and the predicting results are consistent with the experimental results. That is, the liquation cracking susceptibility is higher with AZ91 base metal used than that with AZ31 base metal. And, the liquation cracking susceptibility is lower with AZ92 filler wire than that with AZ61 filler wire.
Keywords:
镁合金的密度较低(约为钢的1/4,Al的2/3,Ti的2/5),具有较高的比强度及比刚度,阻尼性、导热性、减振性及切削加工性好,电磁屏蔽能力强且易于回收,对于日益重视节能、环保、轻便的国内外工程工业,特别是航空、航天、汽车等运载器制造领域以及计算机、通信和消费类电子产品(3C产品)来说,无疑是最合适的材料选择,有着广泛的应用前景[1,2,3,4]。近年来,许多国家政府、企业、研究机构和高校都投入了大量人力、物力对镁合金及其相关领域展开了研究,而镁合金焊接研究也逐渐成为研究热点。
由于镁合金独特的物理性质与化学性质,在焊接过程中容易产生气孔、夹杂、热裂纹等焊接缺陷[5,6,7]。其中在镁合金焊接过程中,焊接裂纹是导致失效的一个危害性较大的缺陷[8]。而液化裂纹在镁合金焊缝中是出现较为频繁且影响较为严重的一种缺陷,因此开展镁合金液化裂纹探究,揭示其敏感性特点具有重要的理论意义与实用价值[9]。
在焊接热循环峰值温度下,由于被焊材料含有许多低熔点共晶组织而产生局部熔化,形成了部分熔化区,弱化了晶粒之间的连接。当晶粒间的连接变得足够脆弱时,在热或机械产生的拘束度(应变)作用下,液化裂纹随之产生[10,11]。在焊接镁合金时,由于镁合金具有较低的液相线温度、较宽的结晶温度区间以及高的热导率,镁合金熔化边界温度梯度较小,容易形成较宽的部分熔化区。同时镁合金的合金成分含量较高,极易形成较低温度的共晶组织,因此在部分熔化区内易沿着晶界或在晶粒内部发生共晶反应而生成液相,即液化现象。在凝固后期,镁合金焊接熔池的凝固收缩和热收缩共同作用,在部分熔化区会产生一定拉应力,裂纹随之在部分熔化区液相处产生并沿着被弱化的晶界扩展,即液化裂纹。
由此可知,焊接过程在部分熔化区发生液化现象,弱化了晶粒之间的结合是产生液化裂纹的前提条件。对于沿晶界形成的液化现象主要有2种基本的液化机制,即渗透机制和偏析机制[11]。渗透机制是在显微组织中产生局部液化,在热驱动下晶粒发生长大,使液化部分和晶界之间发生相互作用,液相浸润晶粒沿晶界扩散,从而产生液化薄膜。偏析机制是在高温下由于Gibbsian偏析或晶界迁移或管状通道扩散或这些机制的组合,使溶质元素和杂质元素在晶界处偏析,而大多数溶质元素和杂质倾向于降低金属的熔点,从而晶界富集低熔点元素,当局部热影响区温度超过某些临界液化温度时,这些晶界熔化,液化随之产生。
国内外对铝合金及钢等焊缝液化裂纹问题进行了大量研究,而对镁合金的液化裂纹深入研究较少。其中Kou及其团队[12,13,14,15]对铝合金液化裂纹敏感性展开了系统深入的研究,这为镁合金液化裂纹的探究提供了许多有用信息。孙德新[16]探究了焊接速率对AZ91D镁合金液化裂纹敏感性的影响,认为随着焊接速率提高(300~400 mm/min),焊接线能量降低,接头拉伸应力减小,液化裂纹敏感性降低,但对液化裂纹敏感性并未进行深入分析。袁涛及其团队[17,18,19,20] 使用可控短路融化极气体保护焊(controlled short-circuiting metal inert-gas welding,CSC-MIG)工艺,借助热动力学软件Pandat计算出温度-固相百分数(T-fs)曲线,通过一系列横向拘束环形焊缝裂纹实验,针对镁合金焊缝部分熔化区成分液化现象及液化裂纹问题进行了系列研究。但是,目前针对镁合金液化裂纹敏感性的定性判断方法的研究仍然较少。
本研究采用横向拘束环形焊缝裂纹实验,使用一种热输入较低的先进焊接工艺——冷金属过渡焊接(CMT),对镁合金液化裂纹敏感性进行分析。首先对AZ系列镁合金焊缝部分熔化区的液化现象进行分析,再结合液化裂纹产生机理提出一种较为简单有效的方法定性判断镁合金液化裂纹敏感性。同时,通过改变母材的成分与焊丝的成分分析二者对AZ系列镁合金液化裂纹敏感性的影响规律,并验证上述判断方法的准确性。
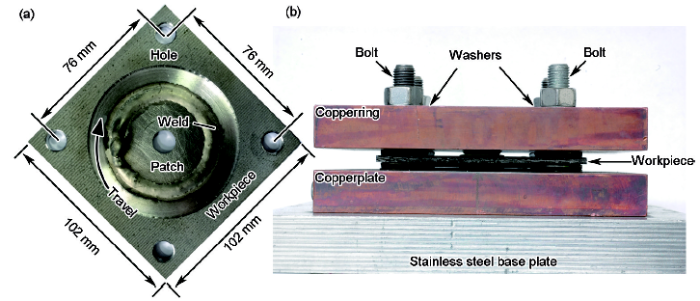
本实验采用横向拘束环形焊缝裂纹方法,该方法常被用于评判薄板全熔透焊缝裂纹敏感性。待焊试件尺寸与实验装置如图1所示。待焊试件所用材料为挤压态AZ31镁合金与T5态AZ91镁合金,焊丝分别为AZ61镁合金同质成分型材及AZ92镁合金同质成分型材经挤压、拉拔而成的直径为1.2 mm丝材,试件及焊丝的化学成分如表1所示。
图1 横向拘束环形焊缝裂纹实验装置
Fig.1 Circular-patch welding experimental setup showing dimension of workpiece and patch (a) and vertical cross-section of the apparatus (b)
表1 待焊试件及填充焊丝化学成分
Table 1 Nominal compositions of materials used for welding (mass fraction / %)
| Material | Alloy | Al | Zn | Mn | Mg |
|---|---|---|---|---|---|
| Workpiece/patch | AZ31 | 3.0 | 1.0 | 0.6 | Bal. |
| AZ91 | 9.0 | 0.7 | 0.2 | Bal. | |
| Filler wire | AZ61 | 6.5 | 1.0 | 0.3 | Bal. |
| AZ92 | 9.0 | 2.0 | 0.3 | Bal. |
待焊试件由外片(workpiece)与内片(patch)组成,如图2所示。其内片半径为25.4 mm,厚度为1.7 mm;外片靠近内片处的厚度为1.7 mm,其余部分厚度为3.0 mm。外片的厚度设计主要是为了在CMT热输入较低的情况下保证焊缝熔透;同时,为了防止严重的焊接变形,没有采用全部为1.7 mm厚的外片。
图2 横向拘束环形焊缝裂纹实验待焊试件示意图
Fig.2 Workpiece (outer piece) and patch (inner piece) used for circular-patch welding from top view (a) and bottom view (b)
焊前用砂纸打磨去除内片与外片的氧化膜并用丙酮清洗。然后将内片与外片按照图1b的方式放置在两铜板之间固定在平台上并使其水平放置。利用KUKA机器人末端夹持的FK 4000-R FC CMT焊枪沿内片与外片对接接口处进行单面焊双面成型焊接。其中,导电嘴到试件距离为15 mm,保护气体流量为15 L/min,具体实验方案如表2所示。
表2 镁合金横向拘束环形焊缝裂纹实验参数
Table 2 Experimental conditions in circular-patch welding
| Weld # | Workpiece | Patch | Filler wire | Wire speed / (mmin-1) | Current / A | Travel speed / (mmin-1) |
|---|---|---|---|---|---|---|
| 1 | AZ31 | AZ31 | AZ61 | 7.0 | 89 | 0.36 |
| 2 | AZ92 | 7.0 | 98 | 0.36 | ||
| 3 | AZ91 | AZ91 | AZ61 | 7.0 | 90 | 0.36 |
| 4 | AZ92 | 7.0 | 89 | 0.36 | ||
| 5 | AZ91 | AZ31 | AZ61 | 7.0 | 87 | 0.36 |
| 6 | AZ92 | 7.0 | 87 | 0.36 | ||
| 7 | AZ31 | AZ91 | AZ61 | 7.0 | 98 | 0.36 |
| 8 | AZ92 | 7.0 | 90 | 0.36 |
焊后裂纹严重程度通过计算裂纹率进行表示,为焊接完成后焊缝外边缘产生的裂纹所跨过的角度与360°的比值。
焊后,截取若干焊接接头试样,对其进行镶样、打磨,用20 mL冰醋酸、10 mL蒸馏水与100 mL无水乙醇制成的溶液对其腐蚀,使用LEXT OLS4100激光共聚焦显微镜(LSCM)与Quanta 200扫描电子显微镜(SEM)观察焊接接头微观结构,使用SEM自带的能谱仪(EDS)分析其化学成分。
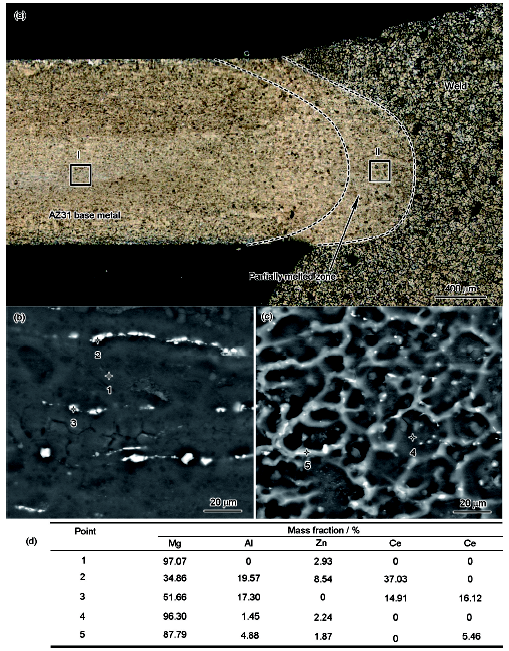
图3为3号焊缝外圈横截面的微观组织(焊缝的外片与内片均为AZ91,焊丝为AZ61)。图3a所示分别为焊缝、AZ91外片部分熔化区及远离焊缝的母材区等3个区域的微观组织OM像,各个区域的分界线如图中虚线所示。母材区域主要由2种不同的组织组成。母材区域方框I中的微观组织如图3b所示,其中,白色区域为边界清晰的晶粒,而深色区域主要由颜色较浅的块状颗粒组织和黑色层片状组织组成。根据SEM像与EDS分析结果,如图3c和e所示,点1处的化学成分接近富Mg α相组织,点2处的化学成分接近γ (Mg17Al12)相组织。大颗粒相周围细小的针状颗粒为AZ91在人工时效过程中析出的γ (Mg17Al12)相。在低倍显微镜下显示为黑色的区域主要是由于大量析出的γ (Mg17Al12)相组织造成的。因此,本研究所用AZ91母材的微观组织由富Mg α相、颗粒状γ (Mg17Al12)相组成。根据成分液化理论,颗粒状γ (Mg17Al12)相达到共晶温度时会与富Mg α相通过共晶反应诱发成分液化,促使焊接部分熔化区的产生,并从微观组织方面为液化裂纹的产生提供了条件。
图3 3号焊缝截面微观组织及EDS
Fig.3 Transverse microstructures and EDS of weld #3 including OM image (a), magnified image of zone I in
图3d所示为焊后部分熔化区方框III中的微观组织SEM像,其中点3、4处对应的EDS结果见图3e。点3处的化学成分接近富Mg α相基体,而点4的Mg含量较图3c母材点2的Mg含量成分高,其成分接近α/γ (Mg17Al12)共晶组织。另外,对比图3c与d中的微观组织可以发现,部分熔化区中颗粒相的微观形貌与母材区域的颗粒状γ (Mg17Al12)相不同,母材区域的颗粒状γ (Mg17Al12)相表面光滑,而部分熔化区的颗粒相为复合态微观组织,符合共晶复合组织的特点。结合EDS分析的结果,可以判断部分熔化区的颗粒相为α/γ (Mg17Al12)复合共晶组织。α/γ (Mg17Al12)复合共晶组织的产生主要由于在焊接过程中成分液化的产生引起。在焊接过程中当温度升到共晶转变温度(TE)时,AZ91镁合金部分熔化区中γ (Mg17Al12)相并未完全固溶扩散到α相基体中,残余的γ (Mg17Al12)相与周围的α相基体发生共晶反应形成液相(α+γ→LE,LE为共晶液相),这些液相在随后凝固过程中大部分转变为α/γ (Mg17Al12)复合共晶组织。
因此,焊接过程中,AZ91镁合金在部分熔化区有较多的液化相产生,并会沿晶界浸润到晶粒周围形成连续的液相膜,弱化了晶粒之间的连接,为液化裂纹的产生提供了条件。从图3a可以发现,焊缝部分熔化区发生非常明显的液化裂纹。
图4为1号焊缝及其部分熔化区的微观组织(焊缝的外片与内片均为AZ31,焊丝为AZ61)。图4a所示分别为焊缝、部分熔化区和远离焊缝的母材区等3个区域微观组织OM像,各个区域的界线如图中虚线所示。图4b与c分别为图4a中的母材区方框I与部分熔化区方框II处的SEM像,对应的EDS结果如图4d所示。AZ31母材方框I区域的微观组织主要为富Mg α相基体(点1),另有少量较小的金属间化合物,它们主要由Mg、Al、Zn、Se、Mn组成(点2、点3)。值得注意的是,并未观察到γ (Mg17Al12)相,本工作所用AZ31镁合金在加工过程中对其进行了热处理,使AZ31中本来含量较少的γ (Mg17Al12)相固溶到基体中,所以在OM与SEM下没有观察到γ (Mg17Al12)相。AZ31镁合金部分熔化区点4处的成分接近富Mg α相,点5成分也接近富Mg α相基体,但是存在少量Mn元素。在部分熔化区并未观察到接近共晶成分的颗粒或组织,即,未发生明显的成分液化。由此可知,焊接AZ31镁合金时在部分熔化区液化现象产生较少,液化裂纹敏感性较低。根据图4a所示,AZ31镁合金焊缝部分熔化区并未发现明显的裂纹。
图4 1号焊缝截面微观组织及EDS
Fig.4 Transverse microstructures and EDS of weld #1 including OM image (a), SEM image of zone I in
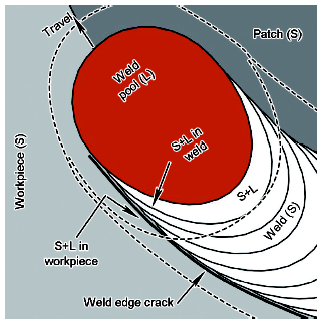
为了分析液化裂纹的产生机制,在一个环形焊缝上叠加一个熔池的示意图,如图5所示。图中上部黑色箭头所示为焊接方向,在熔池(液相)与熔池后方的焊缝(固相)之间存在一个固液两相区(或半固相区),称为糊状区[21]。根据2.1节分析,在镁合金焊接过程中,在镁合金熔池周围部分熔化区内部的晶粒边界上发生了成分液化,即在这个区域内液固两相共存(即熔合区,也可称为半熔化区或者部分熔化区),弱化了晶粒与晶粒之间的连接。在晶粒内部也发生了液化,但是这并不影响裂纹的形成。在裂纹形成之前,上述2个固液两相区沿着焊缝熔合线连接在一起。随着熔池向前移动,糊状区在凝固收缩的作用下发生收缩,焊缝(固相)也在热收缩的作用下发生收缩。然而,焊缝外缘的固液两相区,即部分熔化区,与被固定住的外部工件结合在一起,无法收缩。因此,在部分熔化区产生了应力,如果部分熔化区内的晶粒边界由于液化而变得足够脆弱,则裂纹将在应力的作用下产生。
图5 镁合金焊缝熔合区液化裂纹产生机制示意图
Fig.5 Schematic showing formation mechanism of liquation cracking (S—solid, L—liquation)
Kou及其团队[13,15]在针对铝合金焊缝部分熔化区液化裂纹的研究中发现,凝固过程中,当焊缝(或熔池)的固相分数(fs)高于焊缝周围母材(部分熔化区)的fs时,液化裂纹易于在部分熔化区产生,即焊缝的液化裂纹敏感性较高。
裂纹是由于跨过晶粒之间的应力超过了两晶粒之间的结合强度而产生的。因此,对熔融金属的fs进行对比的本质是熔融金属在凝固过程中强化(具有强度)的早晚。基于fs大小判断液化裂纹敏感性的基本原理为:当母材部分熔化区(固液两相区)的强化晚于焊缝糊状区(固液两相区)形成时,液化裂纹容易在靠近焊缝的部分熔化区中产生;当母材部分熔化区(固液两相区)的强化早于焊缝糊状区(固液两相区)形成或者二者形成时间接近时,液化裂纹不易在部分熔化区中产生。
综上分析可知,液化裂纹敏感性主要与母材部分熔化区(固液两相区)与焊缝糊状区(固液两相区)强化形成的先后顺序相关。基于此,本研究提出了一种较为简单且有效的方法对母材部分熔化区(固液两相区)与焊缝糊状区(固液两相区)强化的先后顺序做定性分析,以判断液化裂纹敏感性。
母材部分熔化区(固液两相区)与焊缝糊状区(固液两相区)强化主要是随着温度的降低,两相区逐渐凝固最终完全转变为固态,在这个过程中也逐渐强化。Flemings[22]在研究中指出,当熔融金属的fs>0.3时,开始具有强度。而由于这2个区域紧邻在一起,焊接过程中所经历的热循环过程近似相同,其凝固速率的区别主要受化学成分的影响。下面以A-B合金为例解析该液化裂纹敏感性判断方法。
图6所示为A-B二元相图,I、II、III分别表示A-3B、A-6B、A-9B合金的成分。在A-B二元合金相图的富A侧,随着B含量增加,液相线(OQ)温度与固相线(OP)温度逐渐降低,并且,在B元素含量到达P点之前,固液转变温度区间逐渐增大,即,在冷却速率相同的情况下,凝固时间增长,强度的产生变晚。
图6 A-B二元相图
Fig.6 A-B binary phase diagram (I—A-3B, II—A-6B, III—A-9B, TE—eutectic temperature)
当母材部分熔化区(固液两相区)的B元素含量高于焊缝糊状区(固液两相区)的B含量时,如母材部分熔化区成分为III线,焊缝糊状区(固液两相区)成分为I线,母材部分熔化区中的液相在温度降低到点5时开始凝固,当温度降低到点6时其凝固基本完成,即母材部分熔化区液相的强度在点5~点6温度区间内形成。同理,成分位于I线处的焊缝糊状区(固液两相区)强度形成温度区间为点1~点2。由于母材部分熔化区和焊缝糊状区在焊接过程中连接在一起,可以认为它们经历的热循环过程是一致的。通过比较III线与I线可知,随着温度的降低,焊缝糊状区(I线)首先开始凝固,且其强度形成温度区间(点1~点2)明显要比III线强度形成温度区间(点5~点6)更短。因此,焊缝糊状区(I线处)的强度要早于母材部分熔化区(III线处)形成,则母材部分熔化区的液化裂纹敏感性较高,液化裂纹易产生。
相反,当母材部分熔化区(固液两相区)的B元素含量低于焊缝糊状区(固液两相区)的B含量时,如母材部分熔化区的成分为II线,焊缝糊状区(固液两相区)成分为III线时,母材部分熔化区强度形成温度区间为点3~点4,而焊缝糊状区(固液两相区)强度形成区间温度为点5~点6。通过II线与III线对比,可知随着温度的降低,母材部分熔化区(II线处)首先凝固,且强度形成温度区间(点3~点4)明显要比焊缝糊状区(III线处)强度形成温度区间(点5~点6)要短,因此母材部分熔化区强度要早于焊缝糊状区形成,则母材部分熔化区的液化裂纹敏感性较低,即液化裂纹不易产生。
另外,当焊缝成分与母材成分接近时,二者在凝固过程中具有强度的时间基本一致,母材部分熔化区的液化裂纹敏感性介于上述2种情况之间,也较小。
综上所述,根据该方法,结合Al-Mg二元合金相图,通过定性比较两区Al含量的大小,可以分析出各自的凝固先后顺序,由此定性判断出母材部分熔化区(固液两相区)与焊缝糊状区(固液两相区)强度形成的先后顺序,从而初步判断其裂纹敏感性。
关于该液化裂纹定性判断方法,有以下问题需要注意:
第一,焊接熔池内部液态金属的混合有以下3种驱动力:由Lorentz力造成的电磁搅拌,由温度梯度造成的沿熔池表面的表面张力,及金属熔滴对熔池的冲击力[21]。通过模拟熔池中的热传导和流体流动,得到表面张力对流速率为1 m/s,Lorentz力驱动的对流速率为0.1 m/s[23,24,25],这些速率都比电弧焊的焊接速率要高很多。本研究中熔池直径为10 mm,焊接速率为3.2~5.3 mm/s,因此熔池的凝固需要2~3 s,在这段时间内,表面张力驱动的流体流动了2~3 m。而Lorentz驱动的流体流动0.2~0.3 m。这些距离约为熔池直径(10 mm)的200~300倍和20~30倍。也就是说,在熔池凝固之前,发生了几百或者几十次的混合。因此可以认为,在焊接熔池中的搅拌混合是完全的。由此可以做如下假设,即电弧焊中焊接熔池的化学成分是均匀的[21]。Kou及其团队在关于铝合金液化裂纹的研究[12,13,14,15]中发现,该假设在铝合金电弧焊熔池中符合实际情况。因此,利用焊缝的成分代表焊缝末端糊状区的成分是合理的。
第二,液化裂纹一般是由于跨过晶粒的拉力超过了晶粒之间的连接强度产生的,因此液化裂纹一般沿晶界起始并扩展。在焊缝的部分熔化区,晶粒连接强度降低主要是由于沿晶界分布的液相造成的。另外,一个区域的强度由本区域内部最薄弱区域的强度决定,所以在部分熔化区产生以后,即液相存在的过程中,部分熔化区的强度由最薄弱的沿晶界分布的液相强度决定。因此,在本研究的分析过程中,将部分熔化区液相凝固过程中的强度等效为部分熔化区的强度是合理的。
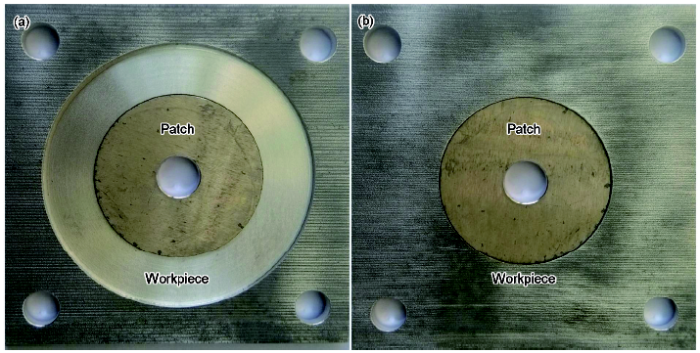
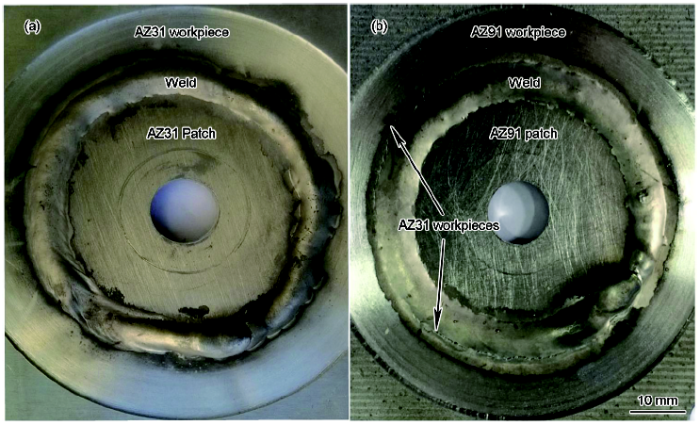
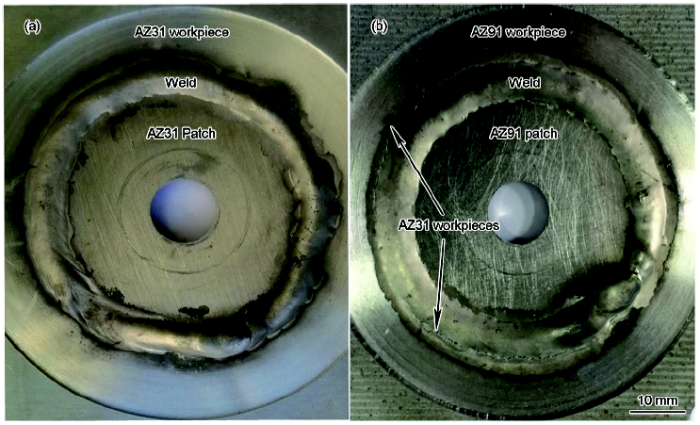
通过CMT焊接对AZ系列镁合金试件进行横向拘束环形焊缝裂纹实验,结果表明3号和5号焊缝的裂纹率分别为47.8%和45.6%,其余焊缝裂纹率均为零。图7a为1号焊缝的宏观形貌,可以看出表面无裂纹产生。图7b为3号焊缝的宏观形貌,可以看出有裂纹产生,液化裂纹的产生位置主要沿焊缝外边缘部分熔化区产生,焊缝处与焊缝内圈没有发现裂纹。这是由于在凝固过程中,焊缝会发生收缩,焊缝内圈受到压应力,很难产生液化裂纹。
图7 镁合金横向拘束环形焊缝上表面宏观形貌
Fig.7 Macrographs of circular-patch welds showing no cracking (a) and 47.8% cracking along the outer edge of the weld (b)
图6所示A-B二元相图的富A侧是根据Mg-Al二元相图的富Mg侧绘制而成的,其中的A-3B、A-6B、A-9B分别近似代表AZ31、AZ61和AZ91合金在Mg-Al二元相图中的位置,即图中I、II、III线。由表2可知,3号与4号焊缝的外片为AZ91,内片为AZ91,即母材部分熔化区的化学成分在III线(如图6)附近,凝固从点5开始,凝固温度区间位于点5和点6之间。当使用AZ61焊丝时,焊缝化学成分位于II线与III线之间。凝固开始温度高于点5,凝固温度区间小于III线处的凝固温度区间(点5~点6)。因此,当使用AZ61焊丝时(3号焊缝),焊缝处的强度形成时间早于母材部分熔化区的强度。当使用AZ92焊丝时(4号焊缝),焊缝化学成分也位于III线附近,与母材部分熔化区的化学成分接近。因此,焊缝区与母材部分熔化区的凝固起始温度以及凝固温度区间接近,二者在凝固过程中产生强度的时间接近。综上所述,根据本工作提出的液化裂纹敏感性判断方法,焊丝为AZ61时的液化裂纹敏感性将高于焊丝为AZ92时液化裂纹敏感性。焊丝为AZ61时(3号焊缝)裂纹率为47.8%,而焊丝为AZ92时(4号焊缝)宏观上没有发现液化裂纹产生。即,根据本工作提出的预测方法,不同焊丝时的同种材料连接焊缝液化裂纹敏感性预测结果与实验结果一致。
同样地,5号与6号焊缝外片为AZ91,内片为AZ31,即母材部分熔化区(外片)的化学成分在III线附近(如图6),凝固从点5开始,凝固温度区间位于点5和点6之间。当使用AZ61作为焊丝时,焊缝处化学成分受AZ61焊丝、AZ31内片和AZ91外片的影响,化学成分位于I线和III线之间,如II线,凝固从点3开始,凝固温度区间位于点3到点4之间,与III处的母材部分熔化区相比,凝固更早,凝固时间更短,因此焊缝强度的形成早于母材部分熔化区。当焊丝为AZ92镁合金时,焊缝的成分受AZ92焊丝、AZ91外片和AZ31内片影响,位于I线与III线之间,但是由于AZ92焊丝和AZ91外片的化学成分都在III线附近,因此焊缝的化学成分更接近III线,即焊缝的凝固起始温度和凝固温度区间与母材部分熔化区接近,二者在凝固过程中强度的形成时间接近。综上所述,使用AZ61做焊丝时的液化裂纹敏感性高于AZ92焊丝时的液化裂纹敏感性。焊丝为AZ61时(5号焊缝)裂纹率为45.6%,而焊丝为AZ92时(6号焊缝)裂纹率为0。即,根据本工作提出的预测方法,不同焊丝时的异种材料连接焊缝液化裂纹敏感性预测结果与实验结果相符。
综上所述,本研究提出的液化裂纹定性预测方法,在预测采用不同焊丝时的焊缝液化裂纹敏感性时是比较准确的。
由于液化及液化裂纹主要发生在母材外片上,因此母材对液化裂纹敏感性的影响规律主要受外片化学成分的影响。为了便于探究外片母材成分对液化裂纹敏感性的影响,选择液化裂纹敏感性较高的AZ61焊丝进行探究。
当母材外片为AZ91时,母材部分熔化区的化学成分为图6中III线,其强度形成温度区间为点5~点6。如果内片为AZ91,焊缝成分主要由AZ61焊丝和AZ91母材构成,位于II线和III线之间,凝固起始温度高于III线,凝固温度区间较III线更短。即,焊缝的强度形成早于母材部分熔化区,液化裂纹敏感性较高。如果内片为AZ31,焊缝成分由AZ61焊丝、AZ91外片和AZ31内片构成,成分位于I线和III线之间,凝固起始温度高于III线,凝固温度区间较III线更短。即,焊缝的强度形成早于母材部分熔化区,液化裂纹敏感性较高。3号与5号焊缝宏观上都有液化裂纹产生,实验结果与预测结果相一致。
当母材外片为AZ31时,如果母材内片也为AZ31 (1号焊缝),母材部分熔化区(外片)的化学成分为图6中I线,其强度形成温度区间为点1~点2。焊缝成分受AZ61焊丝和AZ31母材影响,位于I线与II线之间。通过比较可知,随着温度的降低,I线首先凝固有固相产生,且强度形成温度区间较短。因此母材外片强度要早于焊缝强度形成,液化裂纹敏感性较低。当母材内片为AZ91时(7号焊缝),母材部分熔化区(外片)的化学成分为图6中I线,其强度形成温度区间为点1~点2。焊缝成分受AZ61焊丝、AZ31母材外片和AZ91母材内片影响,位于I线与III线之间。通过比较可知,随着温度的降低,I线首先凝固有固相产生,且强度形成温度区间较短,最先都转变为固态。因此其母材外片强度要早于焊缝强度形成,即液化裂纹敏感性较低。1号与7号焊缝宏观上都没有发现液化裂纹产生,其实验结果与预测结果相一致。
需要指出的是,本研究采用的AZ31镁合金在制造过程中的热处理容易引起成分液化的金属间化合物γ (Mg17Al12)相固溶,故AZ31为母材外片时,液化现象较弱,液相产生量较少,不足以明显降低焊缝周围母材区域晶粒间的强度,这也是本研究中外片为AZ31的焊缝液化裂纹敏感性较低的主要原因之一。
综上所述,母材为AZ91较母材为AZ31焊缝液化裂纹敏感性高,易产生液化裂纹。这与本工作提出的液化裂纹敏感性预测方法得到的结果一致。
(1) 提出一种简单可行的镁合金液化裂纹敏感性预测方法,定性判断焊丝及母材化学成分对焊缝液化裂纹敏感性的影响。即,根据二元合金相图,当焊缝的凝固起始温度高于母材,且凝固温度区间更短时,焊缝的液化裂纹敏感性较高;当焊缝的凝固起始温度接近或者低于母材,且凝固温度区间相近或更长时,焊缝的液化裂纹敏感性较低。本方法的预测结果与实验结果一致。
(2) 镁合金横向拘束环形焊缝裂纹实验的裂纹敏感性为:母材为AZ91时的液化裂纹敏感性较母材为AZ31时更高;焊丝为AZ92时的液化裂纹敏感性较AZ61时更低。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}