
惠亚军 , 潘辉
, 潘辉
HUI Yajun, PAN Hui
中图分类号: TG142.1
文章编号: 0412-1961(2017)08-0937-10
通讯作者:
收稿日期: 2017-02-13
网络出版日期: 2017-08-20
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
作者简介:
作者简介 惠亚军,男,1988年生,硕士
展开
摘要
采用OM、SEM和TEM等方法,对600 MPa级Nb-Ti微合金化高成形性元宝梁用钢的组织与力学性能进行了测试表征,并分析了强化机制。结果表明,终轧温度对实验用钢的组织与力学性能有显著影响,随着终轧温度的降低,钢中铁素体晶粒尺寸逐渐减小,位错密度逐渐增加,析出物尺寸逐渐减小、数量逐渐增多、Nb/Ti原子比逐渐增大,屈服强度与抗拉强度均呈现出单调上升的规律,而延伸率存在一个最佳温度,终轧温度为840 ℃时具有最优的力学性能,其屈服强度与抗拉强分别达到了541与615 MPa,延伸率为31.0%,-60 ℃冲击功为117 J。(Nb, Ti)C在奥氏体中析出的NrT与PTT曲线表明,在实验温度范围内,均匀形核与位错线形核的形核率随温度的降低而提高,形核孕育时间随温度的降低而缩短,这与观察到的析出物尺寸随着终轧温度的降低而减小、析出物的数量随着终轧温度的降低而增多的规律相符。细晶强化与位错强化是实验用钢主要强化方式,细晶强化占总屈服强度的46%~48%,位错强化占总屈服强度的18%~25%,析出强化对屈服强度的贡献较小,约2%左右。
关键词:
Abstract
Automobile beam steel with high strength is the development trend of the automotive industry, which will help to conserve resources and protect the environment. The crossbeam as an important part of the frame, its strength also affects the overall strength of the frame, which will affect the safety performance of vehicles. At present, the crossbeam steel of heavy-duty vehicles is mainly Q235B and Q345C. About 3% of the crossbeams occur cracking problems when heavy-duty vehicles drive about 10000 km or about half a year or so. The strength increasing will cause the cracking in the forming process. Therefore, it is of great significance to develop a high strength crossbeam steel with high fatigue and high formability. In this work, the microstructure, properties and strengthening mechanism of 600 MPa grade Nb-Ti microalloyed high formability crossbeam steel were investigated by OM, SEM and TEM. The results show that the finish rolling temperature has a considerable influence on the microstructure and mechanical strength, with the decreasing of finish rolling temperature, the ferrite grain size and the size of precipitates decreases gradually; dislocation density, the number of precipitates and the ratio of Nb/Ti increase gradually; both the yield strength and tensile strength increase monotonously, while the elongation has an optimum temperature. The optimal mechanical properties were obtained when the finish rolling temperature is 840 ℃, and the yield strength, tensile strength, elongation and impact energy at -60 ℃ reached 541 MPa, 615 MPa, 31.0% and 117 J, respectively. The NrT and PTT curves of (Nb, Ti)C precipitated in the austenite showed that the nucleation rate of uniform nucleation and dislocation linear nucleation increases and the nucleation time is shortened with the decrease of temperature in the experimental temperature range, which is consistent with the observation result that the size of precipitates decreases with the reduction of the finish rolling temperature, while the number of precipitates increases. The grain refinement strengthening and dislocation strengthening are the main strengthening modes of the steel, the grain refinement strengthening accounts for 46%~48% of the yield strength, the dislocation strengthening accounts for 18%~25%, while the precipitation strengthening only contributes 2% of the yield strength.
Keywords:
汽车轻量化是汽车工业的发展趋势,汽车大梁作为汽车的最重要结构件,其减重对于汽车轻量化具有重要意义;采用高强度汽车大梁不仅可以在不增加汽车自重的前提下增加汽车有效载荷,还有利于节约资源与保护环境。研究[1]表明,钢板厚度分别减少0.05、0.10和0.15 mm,车身就能减重6%、12%和18%,而车辆每减轻其总质量的10%,燃油消耗量可降低6%~8%。因此在保证汽车整体强度和使用可靠性的前提下,车辆车身的轻量化,能降低车辆的油耗和提高车辆的续航能力。汽车大梁钢主要用于制造各类汽车车架的横梁和纵梁等结构件,目前我国中、重型汽车的大梁主要采用双梁结构,钢板以抗拉强度510 MPa 钢板为主,厚度规格一般为4.0~8.0 mm;也有部分载货车采用8 mm的590 MPa 钢板制造主梁,5 mm的510 MPa钢板制造衬梁;而700 MPa级超高强度大梁钢正处于市场推广阶段[2]。
元宝梁用于支承前后车桥与悬挂的支架,使车桥与悬挂通过它再与“正车架”相连;元宝梁还能够阻隔振动和噪声,使振动和噪声不会直接进入车厢,起到减震和隔噪的作用,因此,大多汽车上都设置元宝梁[3,4]。元宝梁作为车架的重要组成部分,其强度也影响着车架的整体强度,进而影响车辆的安全性能。重型卡车为土方运输和各种露天矿剥岩、矿石运输提供了经济、高效、低耗的运输设备,因此重型卡车常用元宝梁应有足够的强度和刚度,使前板簧后支架联结更加牢固可靠,承受由车轮传来的弯扭组合的各种反力[5~8]。目前我国中、重型汽车的元宝梁用钢以Q235B、Q345C等钢板为主,厚度规格一般为8.0~12.0 mm[9]。重卡汽车在行驶1万公里左右或使用半年左右,约3%的元宝梁出现沿孔开裂、甚至端部断裂。除超载、路况差、个别材质问题等原因外,可通过增加元宝梁板材厚度加以解决,但增加板材厚度,除材料成本上升,更换成套冲模及冲压设备的投资太大[3]。因此通过提高强度,提高材质的疲劳强度、耐磨性等手段是一个比较理想的选择。元宝梁形状复杂,对成形性要求极高,由于强度提高与延伸率下降等原因,元宝梁在成形过程中易出现批量开裂问题,因此研究开发一种高疲劳性、高成形性的元宝梁用钢具有重要意义。国内外600 MPa汽车大梁用钢均采用低碳成分设计,同时添加Nb、V和Ti等一种或多种微合金元素,通过细晶强化、固溶强化、相变强化、沉淀强化、位错强化等手段提高强度[10~19]。
本工作在C-Mn钢的基础上添加适量的Nb和Ti,在保证钢材综合性能的同时,最大限度地节约合金元素用量,降低成本。研究不同终轧温度对600 MPa级Nb-Ti微合金化高成形性元宝梁用钢(简称为实验用钢)的组织与性能的影响,并对其强化机制进行分析。
为了获得优异的疲劳性能和冷成形性能,在合金设计上,添加Nb元素辅以微Ti,同时用Ca对夹杂物进行变性处理,实验用钢的熔炼成分(质量分数,%)为:C 0.06~0.08,Si 0.08,Mn 1.2,P 0.015,S 0.003, Nb 0.03~0.05,Ti 0.01~0.02,Ca 0.008~0.012,Alt 0.03,Fe余量。
轧制工艺设计时,加热温度应尽可能选择低的加热温度,使微合金元素在充分回溶的前提下,获得细小均匀的奥氏体组织。假设钢中碳化物和氮化物无空位且满足理想化学配比,计算得到其全固溶温度TAS[20]:
式中,wTi、wNb和wC分别为钢中Ti、Nb和C的质量分数。取Ti、Nb与C的含量分别为0.015%、0.04%与0.07%,计算得到实验用钢的全固溶温度为1112 ℃,由此可见,实验用钢的加热温度选择为1150 ℃较合适。
对于控轧控冷工艺,粗轧阶段压缩比尽量大,保证每道次完成动态再结晶;精轧阶段轧制至8 mm,因终轧温度对组织与析出影响较大,因此终轧温度分别设为920、880、840与800 ℃;为了获得较均匀细小的组织,出精轧机后采用前段快冷模式;为了使微合金元素Nb、Ti在铁素体中充分析出,卷取温度设定为610 ℃。
根据GB/T 228-2010在热轧钢板上沿轧向切取比例标距的拉伸试样,用MTS 810型万能拉伸试验机以2 mm/min的速率在室温下进行拉伸。按照GB/T 229-2007在热轧钢板上沿横向切取7.5 mm×10 mm×55 mm V型缺口冲击试样,用JBW-300A微机控制摆锤冲击试验机进行20~-60 ℃系列冲击实验。
从热轧态钢板上切取金相试样,沿轧向研磨和抛光后,用电解抛光去除表面氧化物,再用4% HNO3+96%C2H5OH (体积分数)溶液侵蚀15 s,然后利用MEF4A型金相显微镜(OM)和S3400N型扫描电子显微镜(SEM)观察组织,并利用Image-Pro Plus软件统计铁素体晶粒的平均等效直径。
利用碳萃取复型试样观察析出物的形貌、尺寸与化学成分,利用金属薄膜试样观察位错组态并统计位错密度;位错密度定义为穿过单位截面积的位错线头数,选择不同视场、不同位置进行多次测量,然后求其平均值[19]。碳萃取复型试样是将试样打磨抛光后在4%HNO3+96%C2H5OH溶液中侵蚀,用喷涂仪在其表面沉积一层C膜,将C膜划分为3 mm×3 mm的小格,然后将其放入盛有10%HNO3+90%C2H5OH (体积分数)溶液中,待C膜与试样分离后,将C膜放入去离子水中,用Cu网捞起干燥;金属薄膜试样是将试样机械减薄至50 μm,将薄片放置在直径为3 mm的打孔机上冲下圆片,最后电解双喷至穿孔,电解液为5%HCl4+95%C2H5OH溶液,双喷工作电压为35~45 V,用JEM-2000FX型透射电镜(TEM)和能谱(EDS)对试样精细结构和析出物进行观察和分析。
根据文献[20]中第二相粒子析出动力学的计算方法,计算实验用钢中(Nb, Ti)C在奥氏体中析出的动力学曲线,即形核率-温度曲线(NrT曲线)与析出-温度-时间曲线(PTT曲线)。
表1为实验用钢的力学性能。由表可见,在卷取温度保持不变时,不同终轧温度下钢的力学性能变化较大,随着终轧温度的下降,屈服强度、抗拉强度与屈强比均呈现单调上升的趋势,而延伸率先上升后下降。当终轧温度为920 ℃时,屈服强度和抗拉强度分别为464和541 MPa,延伸率为29.5%;当终轧温度降低至880 ℃时,其屈服强度和抗拉强度均有大幅度提高,分别达到了510和583 MPa,比920 ℃终轧时分别提高了46和42 MPa,而延伸率提高了2%,达到31.5%;终轧温度进一步降低至840 ℃及以下时,实验用钢的强度进一步增加,抗拉强度达到610 MPa以上,与880 ℃终轧时相比,延伸率出现下降趋势,840 ℃终轧时延伸率下降较小,仍保持在31.0%,而800 ℃终轧时延伸率下降较多,仅有27.5%。实验用钢的屈强比均较低,为0.858~0.892;180°弯心直径(d)等于一倍钢板厚度(a),冷弯性能均合格。由力学性能分析可见,实验用钢在终轧温度为840 ℃时表现出最优的综合力学性能。
表1 实验用钢的力学性能
Table 1 Mechanical properties of the experimental steel
| Finish rolling | Yield | Tensile | Elongation | Yield ratio | 180° d=a |
|---|---|---|---|---|---|
| temperature | strength | strength | % | cold bending | |
| ℃ | MPa | MPa | |||
| 920 | 464 | 541 | 29.5 | 0.858 | OK |
| 880 | 510 | 583 | 31.5 | 0.875 | OK |
| 840 | 541 | 615 | 31.0 | 0.878 | OK |
| 800 | 555 | 622 | 27.5 | 0.892 | OK |
图1给出了实验用钢系列温度(20~-60 ℃)的Charpy冲击实验结果。可以看出,当冲击实验温度相同时,随着终轧温度的降低,冲击吸收功呈现出逐渐增加的趋势;当终轧温度相同时,随着实验温度的下降,冲击吸收功逐渐下降,而840与800 ℃终轧时,不同温度下冲击吸收功变化幅度较小。当终轧温度为920 ℃时,20 ℃时冲击吸收功为98 J,当温度降低至-40 ℃时,冲击吸收功发生较大幅度的下降,-60 ℃降低至64 J;当终轧温度降至880 ℃,冲击吸收功的变化规律与920 ℃相似,20 ℃冲击吸收功为110 J,-40 ℃时冲击吸收功发生较大的下降,-60 ℃冲击吸收功降至90 J;随着终轧温度进一步降低至840 ℃及以下,冲击吸收功对实验温度的变化不敏感,分布在117~135 J之间,840与800 ℃终轧时冲击吸收功在实验温度范围内的变化幅度分别为11和8 J,-60 ℃时冲击吸收功分别为117和127 J。由系列温度Charpy冲击实验可知,终轧温度的降低有利于提高冲击吸收功,当终轧温度降低至840 ℃及以下温度时,不同温度下的冲击吸收功均较集中,并且没有明显下降,表明在室温到-60 ℃温度范围内材料具有较好的韧性,用该材料制造的汽车完全可以在寒冷的地区安全运行。
图2给出了实验用钢在不同终轧温度下的OM与SEM像。由图2可见,实验用钢的组织均由铁素体和少量珠光体组成,在OM像下,亮白色相为铁素体,分布在铁素体晶界处的黑灰色相为珠光体,而在SEM像下,黑暗灰色相为铁素体,亮白色相为珠光体。在相同的卷取温度下,随着终轧温度的降低,铁素体晶粒与珠光体团的尺寸逐渐减小。终轧温度为920 ℃时,铁素体为多边形铁素体,铁素体晶界较光滑与平直,铁素体晶粒平均尺寸约为6.2 μm,晶粒度等级为11.5级,如图2a和b所示。终轧温度降至880 ℃时多边形铁素体含量下降,出现部分不规则形状的铁素体,即铁素体晶界不像多边形铁素体那样光滑与平直,铁素体晶粒平均尺寸约为6.0 μm,晶粒度等级为11.5级,如图2c和d所示。随着终轧温度进一步降低至840 ℃及以下,铁素体晶粒与珠光体球团尺寸明显细化,不规则性明显增加,尤其当终轧温度降至800 ℃时铁素体晶粒不均匀性非常明显,840与800 ℃终轧时铁素体平均晶粒尺寸分别为4.7与4.4 μm,晶粒度等级为12.5级,如图2e~h所示。由此可见,随着终轧温度的降低,铁素体晶粒尺寸呈单调递减的趋势,而当终轧温度低于某一临界温度时,铁素体晶粒的均匀性出现恶化,这主要是因为目前低碳微合金化钢一般均采用两阶段控轧工艺,随着终轧温度的下降,未再结晶区轧制时奥氏体晶粒内变形带增多,将产生2种情况:一是随着变形带的增多有利于后续铁素体的形核并细化铁索体晶粒,有利于塑性的提高,因此880 ℃终轧时抗拉强度与延伸率均高于920 ℃终轧;二是随着变形带的增多,晶粒最终的不均匀性变大,导致塑性下降,这就解释了当终轧温度由880 ℃下降至800 ℃时,因为铁素体晶粒不均匀性逐渐增加导致延伸率逐渐下降的原因。因此,对于不同成分的微合金化钢,其终轧温度均有一个塑性的最佳温度范围:低于该温度,由于晶粒不均匀性影响显著,将导致延伸率下降;高于该温度,由于晶粒没有有效的细化也将导致延伸率下降。
图2 实验用钢在不同终轧温度下的OM与SEM像
Fig.2 OM (a, c, e, g) and SEM (b, d, f, h) images of the experimental steels with finish rolling temperatures of 920 ℃ (a, b), 880 ℃ (c, d), 840 ℃ (e, f) and 800 ℃ (g, h)
实验用钢析出物的TEM像及EDS分析如图3所示。由图可见,不同终轧温度下析出物具有类似的形貌特征,主要为立方形、球形、椭球形等,其尺寸与数量有明显差异,终轧温度较高时析出物的尺寸较大、数量较少,随着终轧温度的降低,析出物的尺寸逐渐减小,数量逐渐增多。当终轧温度为920 ℃时,实验用钢的析出物数量较少,尺寸较大,尺寸主要分布在140~240 nm之间,能谱显示为Nb、Ti复合型析出物,Nb/Ti原子比约为0.435,如图3a和b所示。当终轧温度为880 ℃时,与920 ℃终轧相比,大尺寸析出物数量增多,尺寸稍有减小,尺寸主要分布在55~200 nm之间,能谱显示为Nb、Ti复合型析出物,Nb/Ti原子比约为0.441,如图3c和d所示。当终轧温度降至840 ℃时,析出物数量明显增加,尤其是球形、椭球形析出物数量明显增加,尺寸有减小趋势,尺寸主要分布在45~160 nm之间,Nb/Ti原子比约为0.532,如图3e和f所示。当终轧温度降至800 ℃时,析出物数量进一步增加,尺寸进一步减小,尺寸主要分布在25~120 nm之间,Nb/Ti原子比约为0.536,如图3g和h所示。
图3 实验用钢的析出物形貌的TEM像及EDS分析
Fig.3 TEM images (a, c, e, g) and EDS analyses (b, d, f, h) of precipitates in the experimental steels with finish rolling temperatures of 920 ℃ (a, b), 880 ℃ (c, d), 840 ℃ (e, f) and 800 ℃ (g, h)
920与840 ℃终轧时实验用钢析出物分布的TEM像如图4所示。由图可见,在840和920 ℃终轧时,析出物不仅在铁素体晶粒内弥散析出,在铁素体晶界处和铁素体晶粒内的位错线上也发生析出,即在不同终轧温度下,Nb、Ti复合型析出物均以均匀形核、晶界形核和位错线形核的方式析出。920 ℃终轧时,析出物主要在晶粒内与位错线上析出,尺寸较大(箭头所指析出物尺寸约200 nm),数量较少,晶界析出物数量相对较少,晶粒内部与晶界处位错密度较低,同时还观察到在晶界位置塞积的位错形貌,如图4a所示。840 ℃终轧时,析出物数量较多,晶粒内部、晶界与位错线上均有大量的析出物,析出物尺寸较小,同时晶粒内部与晶界附近塞积的位错密度明显高于920 ℃,如图4b所示。研究[20,21]结果表明,当析出物以不同方式析出时,虽然晶界形核最快,但因Nb、Ti原子不易在晶界偏聚,析出物在晶界一旦形成,就会在周围形成贫Nb、Ti区,若要继续析出,需要晶内固溶的Nb、Ti原子通过体扩散到晶界上,而这种扩散需要通过很大的势垒,所以晶界上一旦发生析出,就不再具有继续形核的能力,此后将转变为以位错线上形核为主的方式,晶界形核机制并不占主导地位。沿位错线析出Nb、Ti复合型析出物钉扎住位错,使位错迁移时遇到了更大的阻力,从而需要更大的外力作用才能发生塑性变形,因此提高了材料的强度,发挥了析出强化的作用。沿奥氏体与铁素体晶界析出的Nb、Ti复合型析出物,不仅阻止奥氏体晶粒长大、细化奥氏体晶粒,而且阻止铁素体晶粒长大、细化铁素体晶粒,因此同时起到了细晶强化和析出强化的作用。
图4 实验用钢析出物分布的TEM像
Fig.4 TEM images of the distribution of precipitates in the experimental steels with finish rolling temperatures of 920 ℃ (a) and 840 ℃ (b)
图5给出了终轧温度为920和840 ℃实验用钢中均匀铁素体区域的典型位错组态。由图可见,铁素体内位错组态呈密集的网状,相互交割、缠绕在一起,840 ℃终轧时铁素体内的位错密度明显高于920 ℃。测量结果表明,920 ℃与840 ℃终轧时样品中的位错密度分别为:0.9×1010 cm-2与2.3×1010 cm-2,与文献[19,22]报道的铁素体内位错密度相似,920 ℃终轧时位错密度与多边形铁素体符合较好,820 ℃终轧时位错密度位于多边形铁素体与非多边形铁素体内位错密度的过渡区域。这一结果与本工作OM与SEM观察到的铁素体组织相吻合(图2)。
图5 实验用钢中位错形貌的STEM像
Fig.5 STEM images of dislocation in the experimental steels with finish rolling temperatures of 920 ℃ (a) and 840 ℃ (b)
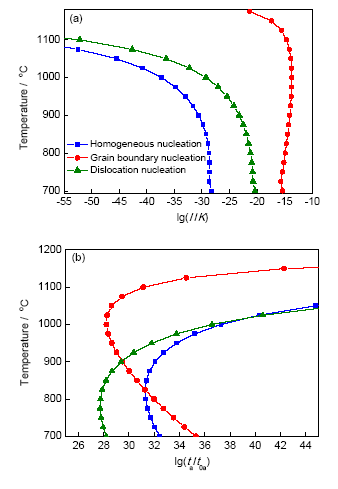
根据文献[20]计算了实验用钢中(Nb, Ti)C在奥氏体中析出的动力学曲线,即NrT曲线和PTT曲线,结果如图6所示。在NrT曲线计算过程中,K是一个与温度无关的常数,其余参数均可定量计算出来,因此不同形核机制下的相对形核率就可以进行相对定量的理论计算与分析比较,从而确定何种形核机制将优先发生。实验用钢中(Nb, Ti)C在奥氏体中析出的NrT曲线呈反C曲线的形式,均匀形核、位错线形核、晶界形核的最大形核率温度分别约为780、750和1050 ℃;920 ℃均匀形核、位错线形核和晶界形核的相对形核率分别为-31.6、-23.7和-13.8,840 ℃均匀形核、位错线形核和晶界形核的相对形核率分别为-29.2、-21.8和-14.5,由此可见,840 ℃时均匀形核与位错线形核的相对形核率比920 ℃时大约2个数量级,而840 ℃时晶界形核比920 ℃小约1个数量级,如图6a所示。最大形核率温度是重要的参数,在形核率随着时间迅速衰减为0的情况下,在该温度保温沉淀可以获得最为细小的析出相尺寸,因此实际生产过程中要充分利用最大形核率温度,使第二相析出粒子数量多且小,充分发挥析出强化作用。实验用钢中(Nb, Ti)C在奥氏体中析出的PTT曲线均呈现出C曲线形式,C曲线鼻子点温度即为最快析出温度,对均匀形核、位错线上形核和晶界形核分别约为830、780和1000 ℃。在1025 ℃以上,析出物在晶界形核优先于均匀形核,均匀形核优先于位错线形核;在1025~900 ℃之间,析出物在晶界形核优先于位错线上形核,位错线上形核优先于均匀形核;在900~825 ℃之间,析出物在位错线上形核优先于晶界上形核,晶界上形核优先于均匀形核,如图6b所示。由2.3节分析可知,晶界处的形核位置非常有限,不能使沉淀析出过程完成,又由于微合金溶质元素的量相当少,局部区域一旦形成析出核心后将不可能再形成新的核心,也就是说(Nb, Ti)C析出物可通过晶界形核优先析出,但析出过程不能依靠晶界形核而完成,仅能进行到一定程度后就转变为以位错线上形核为主的沉淀形式,并且形核率迅速衰减为0。另外,均匀形核由于形核率偏低也不能成为主导的形核沉淀方式,因此位错线析出是非常重要的形核方式。由图6结果可知,在实验温度范围内,均匀形核与位错线形核的形核率随温度的降低而提高,形核孕育时间随温度的降低而缩短,这与观察到的析出物尺寸随着终轧温度的降低而减小、析出物的数量随着终轧温度的降低而增多的规律是一致的。
图6 实验用钢中(Nb, Ti)C在奥氏体中析出的NrT曲线与PTT曲线
Fig.6 NrT (a) and PTT (b) curves of (Nb, Ti)C precipitate in austenite of the experimental steel(I—nucleation rate, K—constant, I/K—relative nucleation rate, ta—nucleation start time when nucleation rate attenuation rapidly, t0a—a temperature-independent constant when nucleation rate attenuation rapidly, ta/t0a—relative nucleation start time when nucleation rate attenuation rapidly)
铁素体-珠光体型钢,其屈服强度σy可以通过扩展的Hall-Petch公式[21]计算:
式中,σ0为基体点阵阻力即P-N力,Δσs、ΔσG、ΔσDis与ΔσOrowan分别为由固溶强化、细晶强化、位错强化与析出强化引起的屈服强度增量。通过分析各项贡献,可以确定钢的各强化方式对强度的贡献。
基体点阵阻力P-N力[21]:σ0=48 MPa。
固溶强化贡献为[21]:
式中,[M]为固溶于铁素体基体中的溶质M的质量分数,% (M为C, N, Si和Mn)。Si与Mn为铁素体形成元素,全部存在于铁素体中,所以[Si]与[Mn]分别为0.08%与1.2%;N全部被析出物固定;根据Nb、Ti微合金元素在钢中固溶度积计算得到钢中固溶[C]含量约为0.010%左右。按照式(3)计算得到实验用钢固溶强化贡献约为98 MPa。
细晶强化贡献为[23]:
式中,ky取17.40 MPamm1/2[23];dF为铁素体平均晶粒尺寸(平均等效直径),920、880、840与800 ℃终轧温度下实验用钢平均铁素体晶粒尺寸分别为6.2、6.0、4.7和4.4 μm,由此计算得到920、880、840与800 ℃终轧温度下实验用钢的细晶强化贡献分别为220、224、255与261 MPa。
式中,α为依赖于晶体学结构的因子,α=0.435[19];G为剪切模量,8.3×104 MPa[19];b为位错Burgers矢量模,0.248×10-7 cm[19];ρ为位错密度,1 cm-2。对于铁素体-珠光体钢来说,不像贝氏体、马氏体具有较高水平的位错密度,由薄膜样品的STEM像测量得到920与840 ℃终轧时样品中的位错密度分别为0.9×1010与2.3×1010 cm-2,由此计算出920和840 ℃终轧时实验用钢的位错强化增量分别为85和136 MPa。
析出强化贡献为[25]:
式中,f为析出物的体积分数;d为实测析出粒子平均直径。根据图3统计分析得到920与840 ℃终轧时实验用钢中析出粒子平均直径分别为0.168与0.112 μm。根据铁素体中固溶的Nb、Ti含量计算得到微合金化钢析出物的f约为0.10%。由此计算出实验用钢析出强化增量分别为10和14 MPa。
表2给出了实验用钢的σy及其分量。由表2可见,实验用钢σy的计算值分别为461与551 MPa,与实际测量值很接近;细晶强化是最主要的强化机制,由晶粒细化引起的强度增量占总强度的46%~48%;因实验用钢中微合金元素添加量较小,析出强化对强度的贡献较小,由析出强化引起的强度增量占强度的2.1%~2.6%;840 ℃终轧时样品中位错强化与细晶强化明显高于920 ℃,这使840 ℃终轧时的σy明显高于920 ℃。
表2 不同终轧温度下实验用钢的σy及其分量的计算值
Table 2 Yield strength and calculated values of its component of the steel with different finish rolling temperatures
| Finish Rolling | σ0 | ΔσS | ΔσG | ΔσDis | ΔσOrowan | σy | Measured σy |
|---|---|---|---|---|---|---|---|
| temperature / ℃ | MPa | MPa | MPa | MPa | MPa | MPa | MPa |
| 920 | 48 | 98 | 220 | 85 | 10 | 461 | 464 |
| 840 | 48 | 98 | 255 | 136 | 14 | 551 | 541 |
(1) 实验用钢在不同终轧温度下的显微组织主要为铁素体与少量珠光体的混合组织;随着终轧温度的降低,铁素体平均晶粒尺寸逐渐减小,位错密度逐渐增加,920 ℃终轧时铁素体平均晶粒尺寸与位错密度分别为6.2 μm与0.9×1010 cm-2,840℃终轧时分别为4.7 μm与2.3×1010 cm-2;细晶强化与位错强化是主要强化机制,分别占
(2) 随着终轧温度的降低,实验用钢屈服强度与抗拉强度均单调上升,延伸率则先上升后下降,存在一个最佳温度;当840 ℃终轧时可获得最优的力学性能,其屈服强度、抗拉强度、延伸率与-60℃冲击功分别为541 MPa、615 MPa、31.0%与117 J。
(3) 实验用钢中析出物尺寸较大,数量较小,随着终轧温度的降低,析出物尺寸逐渐减小,数量逐渐增多,Nb/Ti原子比逐渐增大,析出强化对强度的贡献较小,仅占
(4) 在实验温度范围内,均匀形核与位错线形核的形核率随温度的降低而提高,形核孕育时间随温度的降低而缩短,这与观察到的析出物尺寸随着终轧温度的降低而减小、析出物的数量随着终轧温度的降低而增多的规律相符。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}