
张文奇, 朱海红 , 胡志恒, 曾晓雁
, 胡志恒, 曾晓雁
华中科技大学武汉光电国家实验室 武汉 430074
ZHANG Wenqi, ZHU Haihong, HU Zhiheng, ZENG Xiaoyan
中图分类号: TG665
文章编号: 0412-1961(2017)08-0918-09
通讯作者:
收稿日期: 2016-10-24
网络出版日期: 2017-08-20
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 张文奇,男,1991年生,硕士
展开
摘要
利用激光选区熔化(selective laser melting, SLM)成形技术对AlSi10Mg铸造铝合金的成形进行了工艺研究,获得了致密的成形,并对其沉积态和热处理态试样进行了静态拉伸性能测试和显微组织分析。结果表明:对于AlSi10Mg, 其SLM沉积态的常温拉伸强度远高于铸件标准,延伸率与铸态相当;退火工艺对SLM试样的组织及力学性能有着重要的影响,随着退火温度的提高,试样微观组织发生改变,在300 ℃、2 h退火工艺下,原本均匀分布的颗粒状Si聚集长大为针状,使得试样的强度下降,延伸率升高。抗拉强度由沉积态的507~518 MPa下降到378~406 MPa,延伸率由沉积态的3.0%~3.5%增加到6.5%~9.0%。
关键词:
Abstract
The growing interest for a wide range of usable Al alloy parts with complex shape in industrial field makes selective laser melting (SLM) stand out as a new technology for rapid prototyping manufacturing. The objective of this work is to investigate AlSi10Mg cast aluminum alloy manufacturing by SLM. The investigation involved the influence of process parameters on the relative density and the influence of heat treatment on the microstructure and mechanical properties. High density and performance were achieved. The results show that the tensile strength of the SLMed AlSi10Mg is much higher than that of press wrought AlSi10Mg, but the elongation is as almost same as that of the press wrought AlSi10Mg. The heat treatment has a significant effect on the mechanical properties and microstructure of SLMed AlSi10Mg parts. The mechanical properties changes with the annealing temperature. Compared with the mechanical properties without annealing process, the tensile strength decreases from 507~518 MPa to 378~406 MPa and the elongation increases from 3.0%~3.5% to 6.5%~9.0% when the annealing temperature is 300 ℃ and the soap time is 2 h because of the changes in the morphology and distribution of the Si.
Keywords:
铝合金具有密度小、比强度高、导热导电性能好等优点,在机械、建筑材料、体育器械、航空航天等方面都具有广泛的应用,尤其在航空航天领域[1~3]。随着航空航天技术的不断发展,轻量化成为零件的一个重要指标。构件形状复杂化、薄壁化、结构性能一体化正在成为必然趋势。现有的铝合金零件制备技术难以满足其需求。
激光选区熔化(selective laser melting,SLM)成形技术是近年发展十分迅速的金属构件精密增材制造技术,它是基于分层制造、层层叠加的成形原理,利用三维计算机辅助制造(computer aided design,CAD)模型,无需模具和工装夹具,采用高功率密度激光对金属粉末进行选择性熔化,直接获得高性能、密度近乎100%的金属零件[4~7],一般无需后续处理或者仅需抛光或简单表面处理过程,实现复杂金属零件的近净成形[8~10]。SLM技术自出现以来发展迅速,已经逐步在工业中得到应用。相较钛合金、不锈钢、镍基高温合金等金属材料体系而言,铝合金的起步较晚,成熟度较差。但是近两年来,关于AlSi10Mg的SLM成形研究报道日益增多。目前国外已经对Al-Si系的AlSi10Mg和Al12Si的SLM成形进行了一定的研究,这些研究主要包括单道单层成形质量研究[11],预热温度对成形变形的影响[12],工艺参数与成形质量的关系及工艺区间优化[13~15],微观组织的表征和控制[16,17],微观组织和力学性能的关系[18~20],研究表明SLM沉积态的力学性能远高于铸件标准。虽然基于国外技术和材料的AlSi10Mg的SLM成形正在逐步得到工业应用,但是国内该方面的报道还不多见,特别是采用国内自主研制粉末和装备的铝合金的SLM成形尚未有公开报道。因此,本工作通过采用国内自主研发的AlSi10Mg铝合金粉末和装备,分别对该合金的SLM成形工艺、物相及热处理前后显微组织和力学性能的变化进行了研究,为铝合金的SLM成形提供参考。
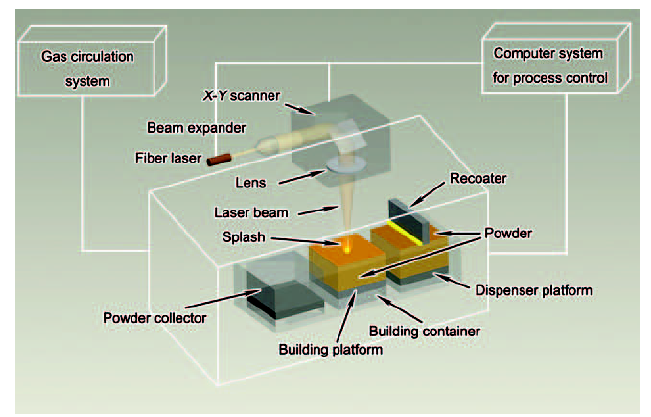
实验在自行研发的NRD-HUST-I型SLM装备[21,22]上进行,如图1所示,该设备由激光器、光学系统、扫描振镜、成形腔和控制系统组成。激光器为IPG YLR-200型连续光纤激光器,光学系统将激光聚焦成约0.1 mm的光斑,成型腔内气氛可控。
实验所用的是气雾化球形AlSi10Mg粉末,粒度为15~45 μm,成分(质量分数,%)为:Si 9.0~11.0,Mg 0.4~0.6,Fe≤2.0,Cu≤0.6, Mn≤0.35,其它微量元素≤0.25,Al余量。固定激光功率为200 W,相位角为90°,改变其它工艺参数:扫描速度为50 ~600 mm/s,扫描间距为0.07~0.13 mm,层厚为20~40 μm,制备10 mm×10 mm×10 mm的方块,所有实验控制H2O含量及O2含量小于0.02%。通过分析选取本批实验中相对密度较高的试样,使用SBF322H型单室卧式真空钎焊炉对成形试样进行热处理,所采用的热处理制度为230和300 ℃保温2 h,随炉冷却。
使用倒置式EPIPHOT-300金相显微镜(OM)观察经研磨抛光后试样的微观形貌。采用图像法测定试样的相对密度,取整个试样所拍图片测量值的平均值。采用X'Pert PRO型X射线衍射仪(XRD)分析成形试样的物相成分,所做XRD测试采用CuKα靶,波长λ为0.15406 nm。研磨抛光后的试样采用Keller试剂(95.0%去离子水+2.5%HNO3+1.5%HCl+1.0%HF,体积分数)腐蚀5 s。使用附带能谱仪(EDS)的Sirion 200场发射扫描电子显微镜(FSEM)分析观察成形试样及热处理试样的显微组织和成分。采用HVS-1000型数显显微硬度计测试SLM成形试样及热处理试样的显微硬度,所有的显微硬度在经研磨抛光的试样上每间隔200 μm取一个点测试,每个样品测试12个点取平均值,为了反映真实硬度,在数据采集时去掉打在孔洞等缺陷上的点。按照GB/T 228-2010设计用于测量常温拉伸性能的试样,成形的SLM试样为全长78 mm、直径12 mm的柱状试样,经过机加工后得到总长度为74 mm、平行长度为40 mm、原始标距为30 mm、平行长度直径为5 mm、过渡弧半径为5 mm的柱状拉伸试样,使用AG-100 KN材料高温性能试验机测试试样的常温拉伸性能,每个力学性能数据都是3个有效数据的平均值。
当层厚固定为40 μm,扫描间距固定为0.09 mm时,成形试样相对密度与扫描速度的关系如图2所示。从图2可以看出,在激光功率、扫描间距和层厚确定的情况下,随着激光扫描速度的增加,相对密度整体呈下降趋势,在50 mm/s速度下,试样的相对密度均高达99.96%,而在扫描速度增加至600 mm/s时,相对密度急剧下降至94.34%。图3为不同扫描速度下制备的AlSi10Mg试样的OM像。由图3可以看到,当扫描速度为50 mm/s时,试样几乎没有孔洞,此时AlSi10Mg粉末完全熔化,并与已凝固部分充分湿润,形成紧密的冶金结合。当扫描速度提升到250 mm/s时,金相组织中开始出现较多随机分布的小孔,进一步提升扫描速度至550 mm/s后,金相组织中出现较大的工艺孔,这些孔的上部呈现半椭圆形,为凝固熔池的底部。这是因为在其它工艺参数一定时,随着扫描速度的增加,输入的激光线能量下降,熔池的宽度变窄,深度变浅,当后一层熔池难以覆盖前一层未熔化部位时,导致层间部分粉末没有熔化,在缺陷上表现为工艺孔。
图2 扫描速度对激光选区熔化(SLM)成形AlSi10Mg试样的相对密度的影响
Fig.2 Influence of scanning velocity (v) on the relative density of selective laser melted (SLMed) AlSi10Mg
图3 不同扫描速度下制备的AlSi10Mg试样的OM像
Fig.3 OM images of SLMed AlSi10Mg under different scanning velocities(a) 50 mm/s (b) 100 mm/s (c) 250 mm/s (d) 300 mm/s (e) 550 mm/s (f) 600 mm/s
当层厚固定为40 μm时,分别在扫描速度为50、100、150和200 mm/s的条件下,采用不同的扫描间距,成形试样的相对密度与扫描间距的关系如图4所示。由图4可知,在扫描速度较低的情况下(50 和100 mm/s),扫描间距对成形试样的相对密度的影响并不明显,扫描间距为0.13 mm时,相对密度才略有下降;而在稍高扫描速度情况下(150 和200 mm/s),扫描间距为0.11 mm时相对密度就开始有下降的趋势。原因是扫描速度较低时,激光能量密度更大,熔池存在时间较长,故单道熔敷线条更宽,在较大的扫描间距下仍有较高的搭接率,成形质量更好,而扫描速度较快时,熔覆线变窄,搭接率变小,留下部分工艺孔,因此成形试样的相对密度下降。
图4 扫描间距对SLM成形AlSi10Mg试样的相对密度的影响
Fig.4 Influence of hatching space (h) on the relative density of SLMed AlSi10Mg
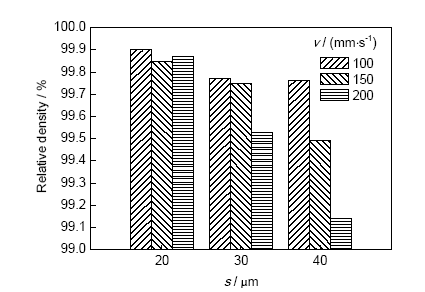
当扫描间距固定为0.09 mm时,分别采用20、30 和40 μm的层厚,成形试样的相对密度与层厚的关系如图5所示。由图5可以看到:在其它工艺参数一定的情况下,层厚为20 μm的成形试样相对密度均高于层厚为30和40 μm的成形试样。
图5 层厚对SLM成形AlSi10Mg试样的相对密度的影响
Fig.5 Influence of slice thickness (s) on the relative density of SLMed AlSi10Mg
这是因为在其它工艺参数一定时,层厚小,单位体积金属粉末获得的激光能量多,熔池温度高、熔池存在时间长,金属液体润湿性好,流动性好,容易获得致密的成形;此外,层厚小,每一层的重熔次数会增加,在重熔过程中熔池流动能够进一步填充孔洞等缺陷区域。扫描速度越大,激光能量密度越低,则层厚对成形试样的相对密度的影响越大。从图5中可以看出,当速度较低(100 mm/s)时,虽然层厚为20 μm 的成形试样的相对密度高于层厚为30和40 μm的样品,但是相差不是很大,层厚对成形试样的相对密度的影响不是很明显。而在扫描速度为200 mm/s时,层厚为40 μm的成形试样的相对密度低至99.14%,此时层厚对成形试样的相对密度影响较大,层厚越大成形试样的相对密度越低。如前所述,激光扫描速度快时,熔池较浅较窄,此时若增大层厚,更易形成工艺型孔洞。而速度较低时,所形成的熔池具有较大的熔深熔宽,不太容易留下未熔化部分,对层厚的变化不敏感。
综合上述可得,成形质量较好的工艺窗口为:激光功率200 W,扫描速度50~150 mm/s,扫描间距0.07~0.09 mm,层厚20~40 μm。兼顾成型效率,采用以下工艺参数制造试样进行显微组织、力学性能及热处理影响的研究:激光功率200 W,扫描速度100 mm/s,扫描间距0.09 mm,层厚40 μm,相位角90°。
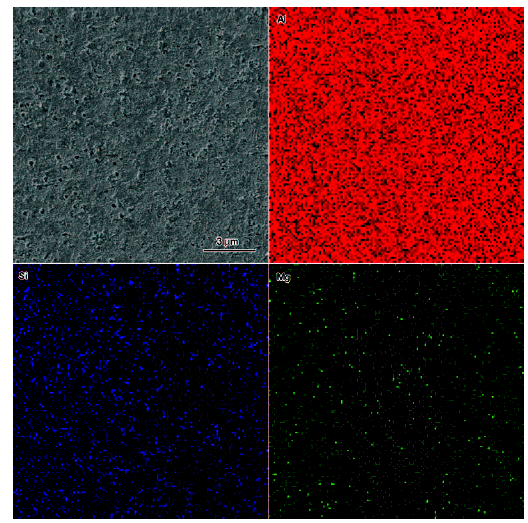
图6给出了SLM成形AlSi10Mg试样横截面的典型SEM像。图中灰色小岛状区域为柱状枝晶α-Al基体,白色网状区域为共晶析出的Si相,Si相在α-Al基体上呈网状均匀分布,另外还可能会有Mg2Si析出相[23~25]。从图中可以清晰地看到组织分为3个区域:细晶区、热影响区(heat-affected zone,HAZ)和粗晶区,由于SLM成形是一个快速熔化快速凝固的过程,激光的光斑直径非常小(0.1 mm),成形过程中产生较小的熔池且熔池冷却速率快,这使得材料在SLM成形过程中得到非常细小的晶粒,可以看出α-Al基体相的尺寸仅约1 μm,而重熔区在多次熔化凝固的过程中,存在热累积,晶粒则有机会进一步长大。SLM成形AlSi10Mg试样的EDS面扫描结果如图7所示。从图中可以看出,试样中的Al、Si、Mg元素总体分布均匀,不存在宏观偏析。
图6 SLM成形AlSi10Mg合金沉积态横截面SEM像
Fig.6 Cross-sectional SEM images of SLMed AlSi10Mg (a) heat-affected zone (HAZ) (b) fine grain zone and coarse grain zone
图8是沉积态和热处理后试样的微观组织,图中白色部分为α-Al基体,黑色部分(颗粒状分布)为Si相。由图可以看到,沉积态试样中Si相均为较小的颗粒状,且较为分散,重熔区和热影响区的Si相尺寸较中心区域大,但在形态上并没有太大的差异(图8a);在230 ℃、2 h退火状态下,Si相变得密集,并聚集长大(图8b);而在300 ℃、2 h退火状态下,除了Si相聚集长大外,重熔区Si的形态也发生了变化,从图8c中可以清楚地看到重熔区Si相变为针状。由于在SLM成形过程中,热影响区和重熔区本身存在热积累,组织较中心区域粗大,故热影响区和重熔区对热处理更加敏感,组织变化更为明显。
图8 沉积态和热处理后AlSi10Mg的微观组织
Fig.8 Microstructures of SLMed AlSi10Mg (a) and heat treated AlSi10Mg samples at 230 ℃ (b) and 300 ℃ for 2 h (c)
图9给出了气雾化AlSi10Mg粉末、SLM成形AlSi10Mg试样以及不同温度热处理后试样的XRD谱。检测到α-Al和Si所对应的衍射峰,这可能是由于粉末中Mg元素含量较少,故XRD并没有检测到Mg2Si。通过仔细对比发现,与粉末相比,SLM成形的AlSi10Mg试样中α-Al所对应的衍射峰均向右产生了偏移。由于α-Al为fcc结构,室温下的晶格常数a=0.40496 nm,其晶面间距与晶格常数存在如下关系:
式中,dhkl表示晶面间距。由式(1)可知,由于衍射峰向右偏移,即衍射角2θ变大,则对应的晶面间距dhkl变小,说明基体α-Al发生晶格畸变,点阵常数
图9 不同条件下的AlSi10Mg试样的XRD谱
Fig.9 XRD spectra for AlSi10Mg samples at different states
采用退火处理后,SLM成形AlSi10Mg试样中α-Al所对应的衍射峰均向左产生了微小偏移,并且退火温度越高,偏移量越大。这是因为在SLM成形AlSi10Mg的过程中,Si过饱和固溶在Al基体中形成α-Al,形成置换固溶体,随着热处理的进行,过饱和的Si开始慢慢地从α-Al中析出,使得因Si原子置换Al原子而产生的晶格畸变减少,由于Si的原子半径小于Al的原子半径,使得衍射峰左移,导致退火后α-Al的晶格常数比沉积态大。热处理温度越高,越有利于Si的析出,Si原子引起的晶格畸变则越小,α-Al的晶格常数越大,α-Al所对应的衍射峰越会向左移动。
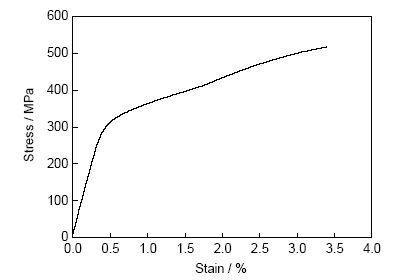
2.3.1沉积态性能 图10是AlSi10Mg沉积态拉伸试样的常温拉伸应力-应变曲线。经过实验得到沉积态的拉伸强度达到500 MPa以上,屈服强度达到320 MPa以上,但延伸率与铸造标准相当,只有3.0%~3.5%。由于SLM成形过程中快速凝固的特点,使得AlSi10Mg在SLM成形过程中,Si的扩散及晶粒的长大受限,形成过饱和固溶体,得到晶粒细小且合金元素分布均匀的组织,在SLM成形AlSi10Mg试样中同时存在固溶强化和细晶强化2种强化机制,故SLM成形AlSi10Mg试样的抗拉强度要远远高于铸态AlSi10Mg。
图10 沉积态AlSi10Mg试样的应力-应变曲线
Fig.10 Stress-strain curve of SLMed AlSi10Mg specimen
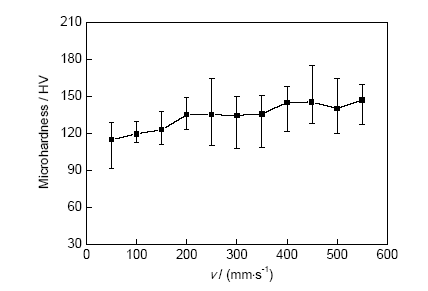
沉积态试样的显微硬度随激光扫描速度的变化如图11所示。从图11可以看出,随着扫描速度的增加,SLM成形AlSi10Mg试样的显微硬度整体呈增大的趋势,在扫描速度为50 mm/s时,试样的平均显微硬度为115 HV,而当扫描速度为550 mm/s时,试样的平均显微硬度可达147 HV,较铸造铝合金有很大提高(传统铸造AlSi10Mg合金的硬度一般为86 HV)。这是因为随着激光扫描速度的增加,单位体积输入的激光能量降低,SLM成形的熔池存在时间较短,Si来不及析出,更多地固溶在Al基体中,另一方面,高扫描速度导致高的冷却速率,造成更小的晶粒,固溶强化和细晶强化的双重作用使得合金的显微硬度随着激光扫描速度的增加呈上升的趋势。
图11 SLM成形AlSi10Mg试样显微硬度随扫描速度的变化
Fig.11 Influence of scanning velocity on the microhardness of SLMed AlSi10Mg
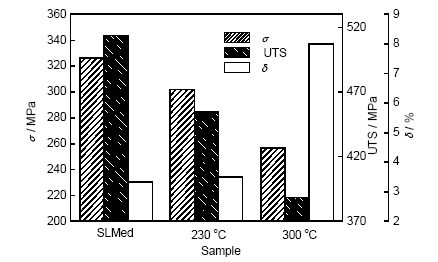
2.3.2热处理对性能的影响 图12为沉积态和热处理态的常温力学性能。由图12可以看到:退火温度对试样力学性能的影响很大,采用230 ℃、2 h的退火处理使得力学性能全面下降。而采用300 ℃、2 h的退火处理后其强度下降到378~406 MPa,延伸率由沉积态的3.0%~3.5%增加到6.5%~9.5%。热处理后,一方面过饱和的Si元素从Al基体中析出,固溶强化效果变弱,另一方面热处理使得晶粒有机会进一步长大,细晶强化作用减弱,合金的力学性能会降低。同时,析出Si的聚集长大使合金的断后延伸率有较大的提升。
图12 沉积态及热处理态的常温力学性能
Fig.12 Mechanical properties of the SLMed and heat treated AlSi10Mg specimens at room temperature (UTS—tensile strength, σ—yield strength, δ—elongation)
图13给出了不同热处理工艺下SLM成形AlSi10Mg试样的显微硬度。在沉积态下,SLM成形AlSi10Mg试样的显微硬度为91.3~129.0 HV。试样在230 ℃、2 h和300 ℃、2 h退火状态下的显微硬度分别为94.0~122.0 HV和73.0~102.0 HV,均低于沉积态试样,其中300 ℃、2 h退火态试样显微硬度跟铸造AlSi10Mg合金相当(86.0 HV)。这是因为退火热处理使得过饱和固溶在Al基体中的Si析出,合金的固溶强化作用减小,同时晶粒进一步长大,故合金的显微硬度降低。
图13 不同热处理工艺下的SLM成形AlSi10Mg试样显微硬度
Fig.13 Microhardnesses of the SLMed AlSi10Mg specimens under different heat-treatment processed
(1) 采用SLM技术实现了AlSi10Mg铝合金几乎无缺陷的SLM成形,成形件最高相对密度可达到99.9%以上。
(2) 由于SLM成形的快速熔化及快速凝固的特点,使得SLM成形AlSi10Mg合金中Si在Al基体中形成过饱和固溶体,形成晶粒细小的组织,α-Al基体相尺寸在1 μm左右。
(3) SLM成形的AlSi10Mg中Si过饱和固溶在Al基体中,产生大量的晶格畸变,使得点阵常数
(4) AlSi10Mg的沉积态拉伸强度达到500 MPa以上,远远超过铸件标准。热处理制度可以改变SLM成形零件的力学性能。随着退火温度的升高,强度和硬度下降,延伸率升高。造成该力学性能变化的原因是微观组织的变化,因此可以根据需要采用不同热处理制度来调节SLM成形AlSi10Mg零件的性能。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}